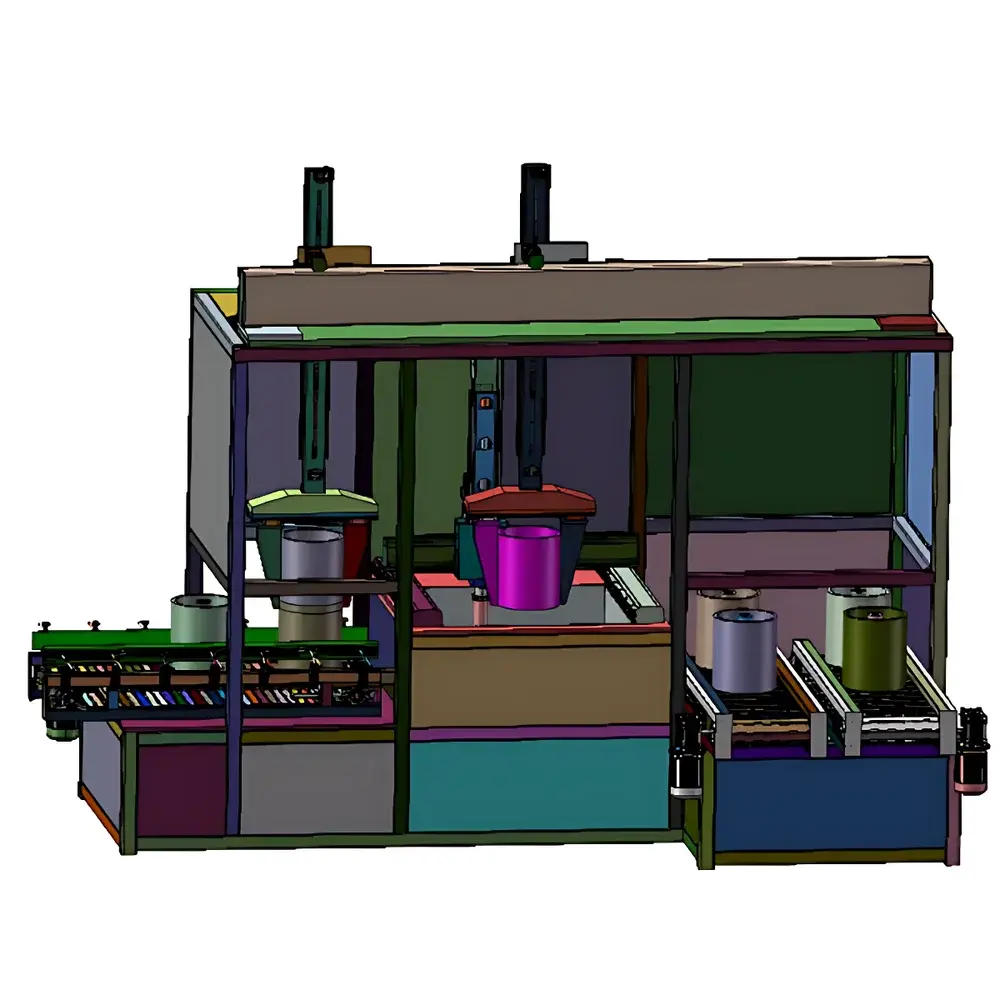
Olympus Ultrasonic Testing System for Railway Bearing Rings
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Model | Custom-Configured UT System for Bearing Rings |
| Pricing | Available Upon Request |
| Application Domain | Rail Transportation Component Inspection |
Overview
This Olympus-engineered ultrasonic testing (UT) system is specifically designed for automated, high-reliability inspection of small-diameter railway bearing rings—critical rotating components subject to cyclic fatigue, surface wear, and subsurface defects such as micro-cracks, inclusions, and voids. The system operates on pulse-echo and through-transmission ultrasonic principles, utilizing high-frequency broadband transducers (typically 5–10 MHz) coupled with water immersion or bubbler-based coupling to ensure consistent acoustic transmission across curved, hardened steel geometries (e.g., GCr15 or similar bearing-grade alloys). Unlike manual or semi-automated UT setups, this configuration integrates motion control, real-time A-scan/B-scan acquisition, and defect gating logic optimized for annular geometry—enabling detection of planar discontinuities oriented radially, circumferentially, or axially with sensitivity down to sub-millimeter flaw sizes under ISO 10893-4 and EN 1369 standards.
Key Features
- Fully automated handling: Integrated servo-driven indexing carousel and robotic gripper system for precise part centering and rotational alignment—eliminating operator-dependent positioning variability.
- Water-coupled immersion scanning: Closed-loop deionized water circulation with level monitoring, temperature stabilization (±0.5 °C), and filtration (≤5 µm particulate retention) to maintain consistent acoustic impedance and prevent transducer overheating.
- High-stability mechanical architecture: Rigid granite base, linear-motion guide rails with preloaded ball screws, and vibration-damped isolation platform—ensuring positional repeatability better than ±5 µm over extended duty cycles.
- Digital ultrasonic instrumentation: Olympus Epoch 650 or similar multi-channel UT unit with 12-bit ADC, programmable PRF (up to 4 kHz), and real-time digital filtering; supports both conventional UT and optional phased array (PAUT) configurations for enhanced volumetric coverage.
- Defect classification engine: Onboard signal processing includes amplitude thresholding, time-of-flight diffraction (TOFD) analysis, and depth-gated echo integration—aligned with ASTM E273 and ISO 2400 guidelines for rail component acceptance criteria.
Sample Compatibility & Compliance
The system accommodates bearing rings with outer diameters from 60 mm to 200 mm, wall thicknesses from 12 mm to 45 mm, and hardness ranges of 58–65 HRC. It supports both inner raceway and outer ring inspection modes, with customizable probe articulation to address curvature-induced beam skew. All hardware and software modules comply with IEC 61508 (SIL2) for functional safety in industrial automation environments. Data acquisition workflows meet GLP/GMP documentation requirements, including electronic signatures, audit trails, and 21 CFR Part 11–compliant report generation. Inspection procedures are validated per EN 15306 (railway rolling stock—non-destructive testing) and referenced against UIC Code 515-3 for axle and bearing component integrity.
Software & Data Management
Olympus NDT Studio or custom OEM interface provides intuitive workflow sequencing—from part ID registration and calibration verification to scan parameter definition (pitch, step size, focal law selection), real-time C-scan rendering, and post-processing annotation. All raw RF data is stored in ASAM MCD-2 MC format for traceability and third-party analysis. Reports include full inspection logs, statistical summaries (defect count per zone, max amplitude distribution), and annotated B-scan cross-sections—exportable as PDF/A-2b or XML for integration into enterprise quality management systems (QMS) such as ETQ Reliance or Siemens Opcenter Quality.
Applications
- Incoming material verification of forged or heat-treated bearing rings prior to final grinding and assembly.
- Final inspection of finished bearing components before shipment to OEM rail vehicle manufacturers (e.g., CRRC, Alstom, Siemens Mobility).
- Periodic in-service inspection of refurbished bearing assemblies in depot maintenance facilities.
- Root cause analysis support during failure investigations involving spalling, flaking, or premature fatigue fracture.
- Process validation for heat treatment lines, where UT-derived internal soundness metrics correlate with quench uniformity and residual stress profiles.
FAQ
What ultrasonic standards does this system implement for railway bearing inspection?
It adheres to EN 1369 (magnetic particle and ultrasonic testing of castings), ISO 10893-4 (UT of seamless steel tubes), and UIC 515-3 Annex D for non-destructive evaluation of rolling stock components.
Can the system be integrated into an existing factory MES or QMS?
Yes—via OPC UA or RESTful API interfaces, enabling bidirectional exchange of inspection status, pass/fail results, and raw data metadata with platforms like SAP QM, Rockwell FactoryTalk, or PTC ThingWorx.
Is phased array capability included by default?
Phased array transducer support is available as an optional upgrade path; base configuration uses dual-element focused longitudinal wave probes optimized for near-surface and mid-wall flaw detection in bearing-grade steel.
How is calibration maintained across shifts and operators?
Automated daily calibration routines verify gain stability, time-base linearity, and wedge delay using NIST-traceable reference blocks (e.g., IIW Type 1 or custom bearing-ring simulators); all calibration events are timestamped and archived with operator ID and environmental conditions.



