Parr ASTM G146 Hydrogen-Induced Delamination Testing System
| Brand | Parr |
|---|---|
| Origin | USA |
| Manufacturer Status | Authorized Distributor |
| Origin Category | Imported |
| Model | Parr ASTM G146 |
| Pricing | Upon Request |
Overview
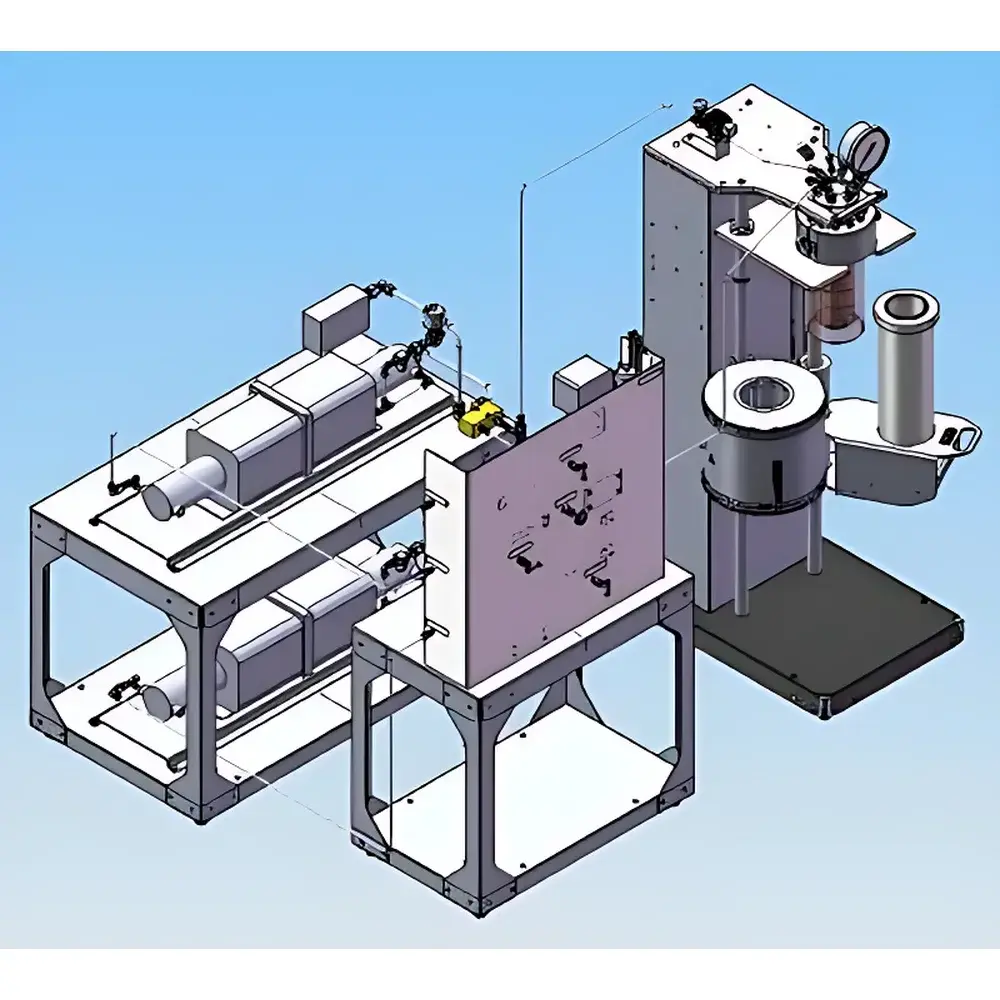
The Parr ASTM G146 Hydrogen-Induced Delamination Testing System is a fully automated, high-integrity reaction platform engineered to evaluate the resistance of clad stainless steel plates—particularly weld overlay structures—to hydrogen-induced delamination (HID) under rigorously controlled high-temperature, high-pressure hydrogen environments. Designed in strict conformance with ASTM G146–19 *Standard Practice for Determining Resistance of Clad Metals to Hydrogen-Induced Delamination*, this system replicates critical service conditions encountered in hydroprocessing units, hydrotreaters, and high-pressure hydrogenation reactors. It operates on the principle of exposing metallurgically bonded bimetallic specimens—typically carbon steel substrates with austenitic stainless steel or nickel-based alloy overlays—to defined partial pressures of hydrogen (up to 20 MPa) at elevated temperatures (300–500 °C), followed by controlled cooling to induce thermal and hydrogen concentration gradients that drive interfacial decohesion. The system’s core measurement objective is not direct quantification of delamination depth, but rather comparative assessment of delamination onset, extent, and morphology across material variants—enabling ranking of weld integrity, overlay composition, post-weld heat treatment efficacy, and base metal/overlay interfacial quality.
Key Features
- High-integrity test vessel constructed from Inconel 625 (UNS N06625), providing exceptional resistance to hydrogen embrittlement, creep, and oxidation at sustained temperatures up to 500 °C and pressures up to 20 MPa.
- Dual independent gas pressurization system: one high-pressure diaphragm pump for nitrogen (leak-check and purge), and a second dedicated hydrogen-compatible pump for precise H₂ charging and pressure maintenance.
- Integrated back-pressure regulation with redundant solenoid control valves and real-time pressure feedback loop, ensuring stable hydrogen partial pressure throughout thermal cycling.
- Programmable heating and cooling profile controller: supports ramp rates from 0.5 to 150 °C/h, isothermal holds at user-defined setpoints, and multi-stage cooling sequences—including critical quench-to-200 °C hold prior to depressurization.
- Automated inert gas purging sequence: initiates with argon evacuation to <10 ppm O₂, followed by nitrogen pressurization and leak verification per ASTM E471, minimizing oxide formation and ensuring hydrogen purity.
- Full-cycle automation logic: coordinates gas sequencing, thermal ramping, pressure modulation, and post-test venting—reducing operator intervention and enhancing inter-laboratory reproducibility.
Sample Compatibility & Compliance
The system accommodates standard ASTM G146-compliant specimen geometries: rectangular coupons (typically 50 × 100 mm) with nominal thicknesses of 12–25 mm, representing representative cross-sections of welded cladding systems. Specimens must retain as-fabricated surface condition—including weld bead geometry, heat-affected zone (HAZ) boundaries, and interpass temperature history—to preserve realistic interfacial microstructure. All operational protocols align with ASTM G146 requirements for hydrogen partial pressure control, thermal soak duration (minimum 24 h at target temperature), and mandatory post-test macroetch evaluation per ASTM E340. The system architecture supports traceability for GLP/GMP-regulated environments: digital log files record timestamped pressure, temperature, gas flow, and valve status with ≥1 Hz resolution; audit trails comply with FDA 21 CFR Part 11 when paired with validated LIMS integration.
Software & Data Management
The embedded control interface provides intuitive graphical setup of multi-step test protocols, including pre-conditioning, hydrogen charging, isothermal exposure, controlled cooldown, and safe depressurization. Real-time trending displays all critical process variables with configurable alarm thresholds (e.g., ΔP > 0.2 MPa/min, T deviation > ±2 °C). Raw data export is supported in CSV and XML formats, preserving metadata such as instrument ID, operator ID, calibration certificate numbers, and environmental chamber logs. Optional software modules enable correlation with post-test metallography (e.g., ASTM E112 grain size, ASTM E1245 inclusion rating) and statistical analysis of delamination area fraction via image thresholding tools compliant with ISO 17873.
Applications
- Qualification of weld overlay procedures for sour service pressure vessels (NACE MR0175/ISO 15156).
- Comparative evaluation of nickel-alloy vs. stainless steel cladding systems under simulated refinery hydrotreating conditions.
- Validation of post-weld heat treatment (PWHT) parameters on interfacial toughness and hydrogen diffusion kinetics.
- Assessment of manufacturing variables—including dilution ratio, interpass temperature, and filler metal chemistry—on HID susceptibility.
- Supporting failure analysis of field-exposed clad components exhibiting subsurface blistering or interfacial cracking.
- Generating input data for predictive models of hydrogen-assisted interfacial fracture (e.g., cohesive zone modeling calibrated to G146 test outcomes).
FAQ
What standards does this system specifically support?
ASTM G146–19 is the primary standard; additional alignment exists with NACE TM0284 (hydrogen-induced cracking), ISO 17025–compliant uncertainty budgeting for pressure/temperature measurements, and ASME BPVC Section VIII Division 3 requirements for high-pressure test hardware.
Can the system operate with deuterium instead of hydrogen for tracer studies?
Yes—the gas handling architecture is compatible with high-purity deuterium (D₂); however, separate validation of pump elastomer compatibility and leak-tightness at equivalent pressures is required prior to first use.
Is third-party calibration documentation included?
Each system ships with NIST-traceable calibration certificates for integrated pressure transducers (±0.05% FS), Class A RTDs (±0.1 °C), and mass flow controllers (±1% reading), valid for 12 months from commissioning.
What safety certifications apply to the control cabinet?
The electrical enclosure meets UL 508A industrial control panel standards and carries CE marking per EU Machinery Directive 2006/42/EC and PED 2014/68/EU for Category IV pressure equipment.
How is specimen retrieval performed after testing?
Post-cool-and-depressurize sequence concludes with automatic venting through a catalytic hydrogen recombiner, followed by argon flush; specimens are retrieved only after internal pressure reaches ambient and surface temperature falls below 60 °C—verified by dual independent thermal sensors.



