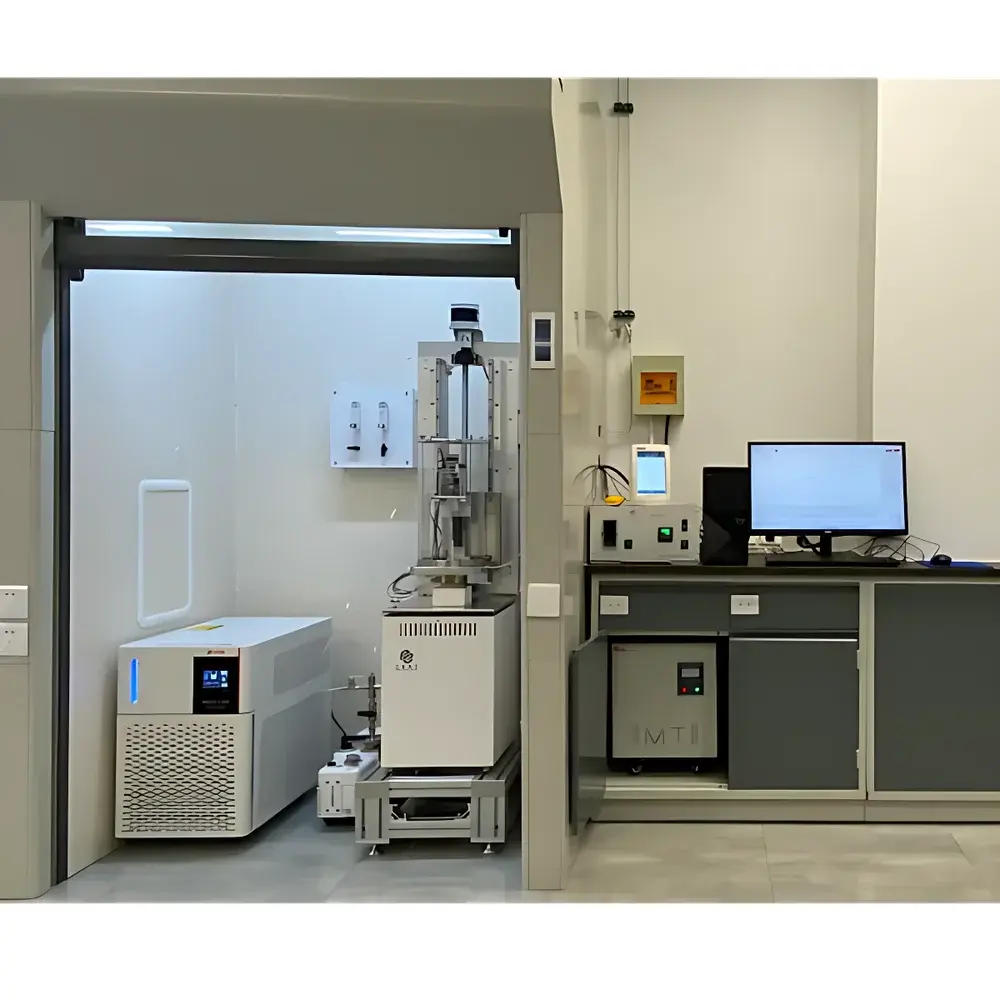
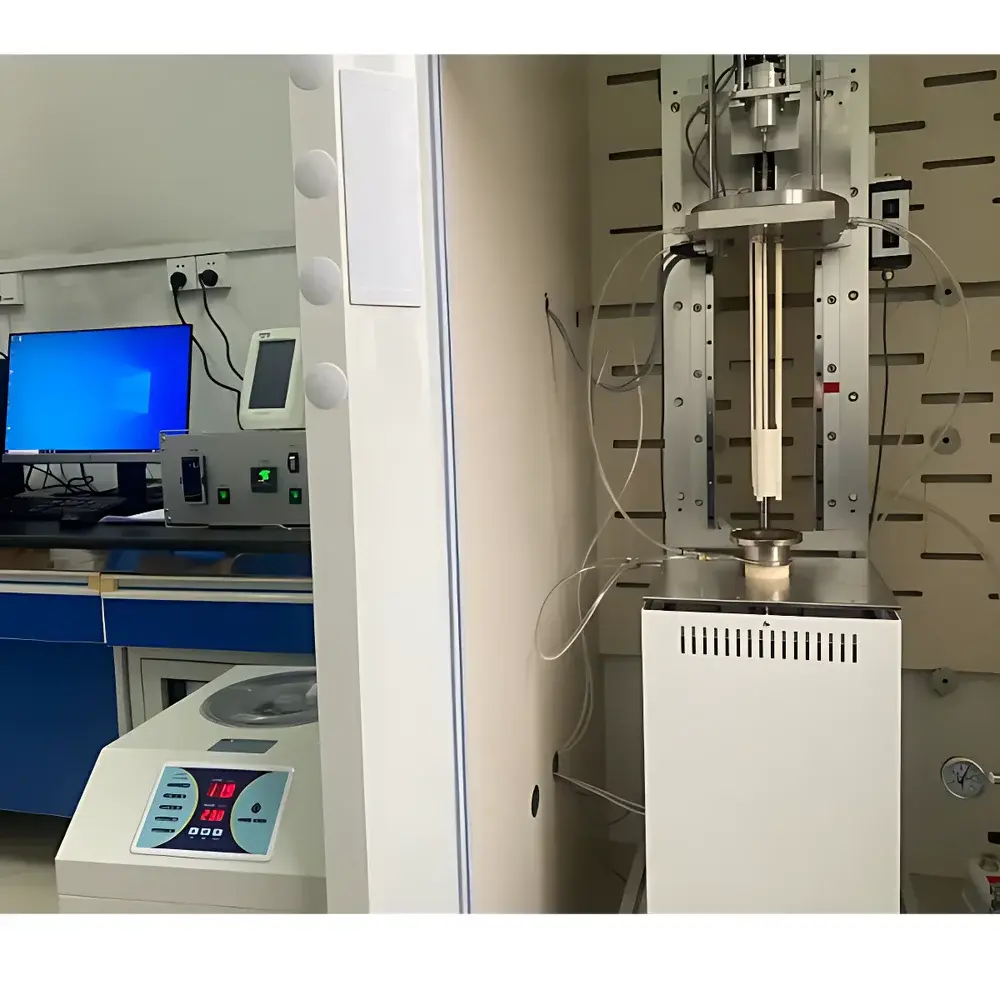

Pozhi RHEO1700 High-Temperature Rotational Viscometer
| Brand | Pozhi Electronic |
|---|---|
| Origin | Shanghai, China |
| Model | RHEO1700 |
| Instrument Type | Fixed-Base Rotational Viscometer |
| Operating Environment | High-Temperature |
| Viscosity Range | 100–5,000,000 mPa·s |
| Temperature Range | 0–1700 °C |
| Temperature Resolution | 0.1 °C |
| Temperature Accuracy | ±1 °C |
| Heating Rate | 0–50 °C/min |
| Rotational Speed Range | 0.01–250 rpm |
| Compliance | ASTM C965, GB/T 31424–2015 |
| Calibration Standard | NIST SRM 717a Borosilicate Glass |
Overview
The Pozhi RHEO1700 High-Temperature Rotational Viscometer is an engineered solution for precise dynamic viscosity characterization of inorganic melts under controlled elevated thermal conditions. It operates on the principle of Couette flow rheometry: a geometrically defined rotor (e.g., cylindrical, bob, or spindle) rotates at a regulated angular velocity within the molten sample, and the resulting torque—directly proportional to the fluid’s shear stress—is measured via a high-resolution torsion transducer. This torque signal, combined with known geometry and rotational parameters, yields absolute viscosity values in accordance with fundamental Newtonian and non-Newtonian constitutive models. Designed specifically for materials exhibiting structural relaxation, phase transitions, or crystallization onset above 1000 °C—including oxide glasses, metallurgical slags, ceramic precursors, basaltic melts, and coal ash under reducing atmospheres—the RHEO1700 integrates metrologically traceable temperature control with calibrated mechanical sensing to support process development, quality assurance, and fundamental thermophysical research.
Key Features
- Modular viscometry platform built around a Brookfield DVNext precision rotational viscometer core, enabling repeatable torque measurement across six decades of viscosity (100–5×10⁶ mPa·s) with ±1% full-scale accuracy.
- High-stability temperature control system featuring Eurotherm EPC3016 programmable controller, supporting up to 16-segment ramp/soak profiles with real-time PID tuning and thermal homogeneity ≤±1 °C over the full 0–1700 °C range.
- NIST-traceable calibration using SRM 717a reference glass, verified per ASTM C965 Annex A1 procedures; includes documented as-found/as-left calibration reports compliant with ISO/IEC 17025 requirements.
- Customizable crucible and rotor material options—including Pt, Pt/Rh (ODC), Mo, graphite, and sintered Al₂O₃—to mitigate chemical interaction and ensure long-term dimensional stability in aggressive melts.
- Atmosphere-flexible furnace chamber accommodating ambient air, inert gas (Ar/N₂), vacuum down to 10⁻⁴ mbar, or controlled reducing atmospheres (e.g., CO/CO₂ or H₂/N₂ mixtures) for coal gasification and slag reduction studies.
- Integrated safety architecture with dual independent overtemperature cutoffs, pressure interlocks for vacuum operation, and real-time torque overload detection to protect both sensor and sample integrity.
Sample Compatibility & Compliance
The RHEO1700 accommodates solid-to-melt transition samples ranging from powdered oxides and fritted glass batches to pre-synthesized slags and metallic alloys. Sample mass requirements are typically 20–80 g depending on crucible geometry and melt density. Crucible selection is governed by chemical compatibility: platinum-based systems suit alkaline borosilicates and silicate melts; molybdenum is preferred for reducing FeO-rich slags; graphite crucibles enable ultra-high-temperature work (>1500 °C) in inert or reducing environments. All configurations comply with ASTM C965 (Standard Test Method for Viscosity of Glass Frits) and GB/T 31424–2015 (Determination of Viscosity of High-Temperature Melts), and support GLP-aligned documentation workflows including electronic audit trails, user access controls, and instrument qualification records (IQ/OQ/PQ).
Software & Data Management
Data acquisition and analysis are managed via proprietary Windows-based software compliant with FDA 21 CFR Part 11 requirements. The interface supports synchronized logging of torque, rotational speed, temperature, time, and atmosphere parameters at user-defined intervals (down to 100 ms resolution). Real-time viscosity calculation applies standard conversion algorithms for common rotor geometries (e.g., ISO 3219, ASTM D2196), with optional shear rate/shear stress profiling for non-Newtonian behavior assessment. Export formats include CSV, Excel, and PDF reports containing raw data, metadata, calibration certificates, and statistical summaries (mean, SD, CV%). All data files are digitally signed and timestamped; revision history and user action logs are retained for regulatory review.
Applications
- Optimization of glass melting and fining processes in TFT-LCD substrate manufacturing.
- Viscosity-temperature modeling of blast furnace slags and EAF dust vitrification for waste immobilization.
- Thermomechanical characterization of basalt fiber precursor melts during continuous drawing.
- Coal ash fusion behavior and slagging propensity prediction under gasifier-relevant reducing atmospheres.
- Development of low-viscosity sealing glasses for solid oxide fuel cells (SOFCs) and hermetic packaging.
- Fundamental studies of structural relaxation kinetics in bulk metallic glasses near Tg.
FAQ
What rotor geometries are supported for high-temperature operation?
Standard configurations include ASTM D2196-compliant spindles (LV, RV, HA, HB), custom cylindrical bobs, and double-gap concentric cylinder systems—all fabricated from high-purity Pt, Pt/Rh, or Mo to withstand thermal cycling and chemical attack.
Can the system perform oscillatory measurements?
No—the RHEO1700 is configured exclusively for steady-shear rotational viscometry; it does not support controlled-strain or controlled-stress oscillatory modes required for viscoelastic modulus determination.
Is remote monitoring and control available?
Yes—Ethernet-enabled operation allows secure remote access via authenticated VNC or dedicated client software, with live parameter streaming and alarm notification via SMTP or SNMP protocols.
How is thermal drift compensated during extended dwell tests?
The system employs active thermal compensation via dual-point thermocouple referencing (furnace wall + melt proximity) and zero-torque auto-nulling at start-of-test, minimizing baseline drift to <0.05% of full scale over 12-hour holds.
Does the instrument meet GMP documentation requirements?
Yes—software includes electronic signature capability, change control logs, and 21 CFR Part 11-compliant audit trail generation for use in regulated pharmaceutical, biotech, and advanced materials manufacturing environments.



