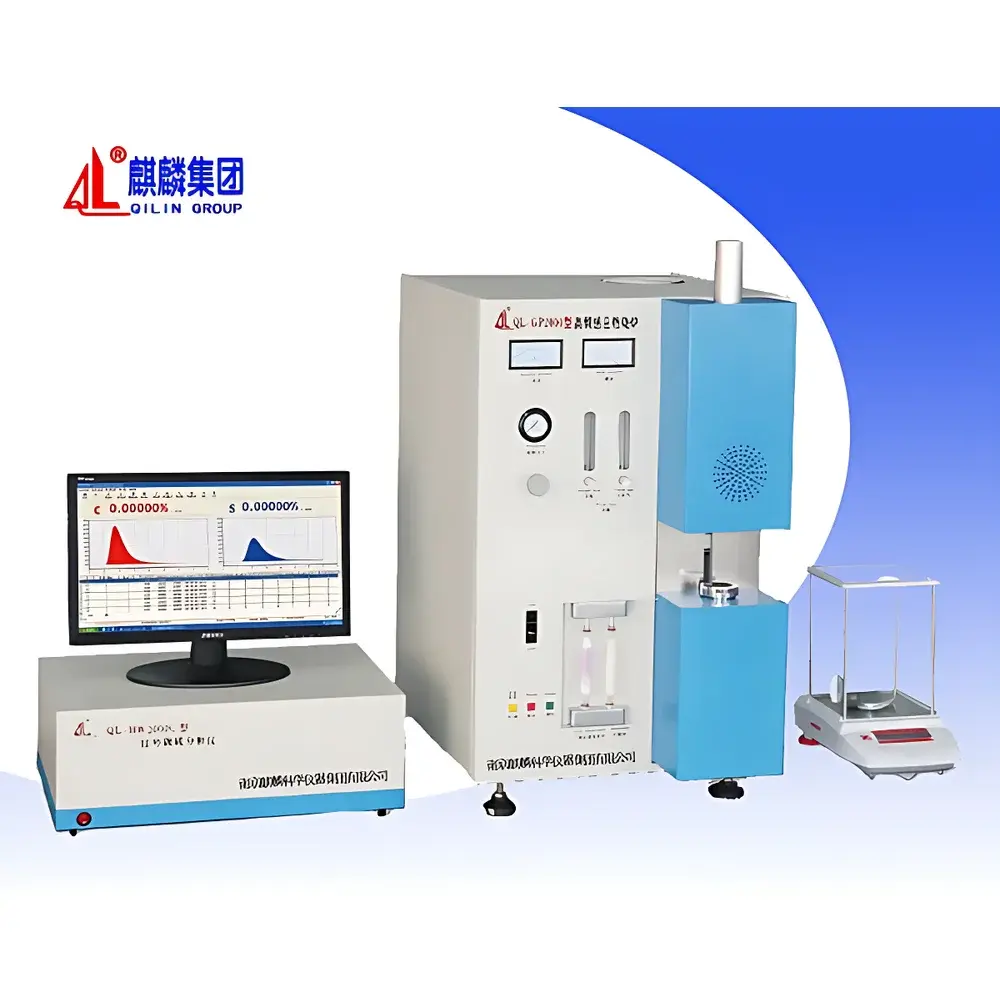
QL-HW2000C High-Frequency Infrared Carbon-Sulfur Analyzer
| Brand | Qilin (QL) |
|---|---|
| Model | HW2000C |
| Origin | Jiangsu, China |
| Detection Principle | High-Frequency Induction Combustion Coupled with Dual-Wavelength NDIR Spectrometry |
| Measurement Range | C: 0.0001–25.0000 wt% (extendable to 99.999%) |
| S | 0.0001–15.0000 wt% (extendable to 99.999%) |
| Precision | Compliant with GB/T 20123–2006 and ISO 15350:2000 |
| Sample Mass | 0.5 g (standard solid steel reference) |
| Analysis Time | 20–100 s (typical: 35 s) |
| Sensitivity | 0.1 ppm for both C and S |
| HF Generator Output | 2200 W at 20 MHz |
| IR Source | Platinum-heated micro-source (800 °C), CO₂ band: 4.26 µm, SO₂ band: 7.4 µm |
| Detector | Gold-coated absorption cell with high-stability pyroelectric detector |
| Modulation Frequency | 64 Hz |
| Data Acquisition | 24-bit ADS1224 ADC, 20 Hz real-time sampling |
| Communication | USB 2.0 interface between host PC and embedded controller |
| Dust Filtration | 0.4 µm sintered metal filter |
| Furnace Auto-Diagnostics | Leak detection, over-current/over-time alarm, thermal stabilization via stepped motor-driven temperature control |
Overview
The QL-HW2000C High-Frequency Infrared Carbon-Sulfur Analyzer is a fully integrated elemental combustion analyzer engineered for precise, trace-level quantification of total carbon (C) and total sulfur (S) in solid metallic and inorganic matrices. It operates on the principle of high-frequency induction combustion followed by non-dispersive infrared (NDIR) spectroscopy — a method standardized under ISO 15350:2000 and GB/T 20123–2006. During analysis, a weighed sample (typically 0.5 g) is combusted in a controlled argon/oxygen atmosphere within a 2200 W, 20 MHz high-frequency induction furnace. The evolved CO₂ and SO₂ gases are swept through a conditioned gas stream into a dual-channel infrared detection system. Each gas exhibits characteristic vibrational-rotational absorption bands: CO₂ absorbs strongly at 4.26 µm, while SO₂ absorbs at 7.4 µm. A thermally stabilized platinum infrared source emits broadband radiation, which passes through a gold-plated absorption cell and narrow-band interference filters before reaching high-sensitivity pyroelectric detectors. Optical modulation at 64 Hz enables synchronous demodulation, effectively rejecting ambient thermal noise and electromagnetic interference from the furnace. The resulting photometric signal is digitized via a 24-bit precision ADC and processed using real-time integration algorithms to yield mass-normalized C and S concentrations expressed as weight percent.
Key Features
- Modular dual-CPU architecture: Atmel ATmega162-based embedded controller handles real-time furnace sequencing and detector signal conditioning; host PC manages data acquisition, calibration, and reporting.
- Optically isolated communication: Agilent 1521/2521 multimode fiber optic coupling eliminates high-frequency electrical crosstalk between combustion and detection modules.
- Thermally robust infrared source and detector assembly: Platinum filament emitter operated at 800 °C ensures stable spectral output; gold-coated absorption cell minimizes surface adsorption and cross-contamination.
- Automated furnace diagnostics: Integrated pressure decay test verifies seal integrity prior to each run; over-current, over-temperature, and time-out safeguards prevent hardware damage.
- High-efficiency particulate management: 0.4 µm sintered metal filter captures sub-micron ash; heated furnace head improves SO₂ recovery from refractory sulfides; programmable high-pressure purge clears residual dust from transfer lines.
- Stable mechanical actuation: Stepper motor–driven modulation system provides >100,000 hours MTBF with negligible thermal drift across extended operation cycles.
Sample Compatibility & Compliance
The QL-HW2000C is validated for use with ferrous and non-ferrous metals (steels, cast irons, superalloys), ores, cements, catalysts, foundry core sands, and carbonaceous materials including coke and activated carbon. Its dynamic range supports low-level detection (0.1 ppm) in high-purity alloys and high-concentration measurement (up to 99.999 wt%) in carbides or sulfide concentrates. Regulatory alignment includes full conformance with ISO 15350:2000 (steel and iron — determination of total carbon and sulfur content — infrared absorption method after combustion in an induction furnace) and GB/T 20123–2006 (Chinese national standard for carbon and sulfur analysis in metallic materials). While not pre-certified for FDA 21 CFR Part 11, the system’s audit trail capabilities—including timestamped raw signal logs, operator ID tagging, parameter change history, and database-level access controls—support GLP/GMP-compliant deployment when configured with appropriate IT governance protocols.
Software & Data Management
The analyzer runs on a Windows XP–based Delphi-developed application featuring role-based user management, customizable channel configuration, and relational data storage in Microsoft Access format. Each analysis generates timestamped records containing raw detector voltage traces, integrated peak areas, calibration curve metadata, and environmental parameters (flow rate, pressure, furnace power). Dynamic curve visualization displays real-time CO₂ and SO₂ evolution profiles synchronized with combustion events. Data retrieval supports multi-field queries by date, analyst ID, sample ID, batch number, or analytical channel. Statistical tools include repeatability calculation (RSD), linear regression diagnostics for calibration curves, blank subtraction routines, and inter-channel comparison functions. Export options include CSV, XML, and PDF formats compatible with LIMS integration. All calibration coefficients, instrument settings, and diagnostic logs are version-controlled and archived alongside analytical results.
Applications
This instrument serves quality control laboratories in steel production facilities, metallurgical R&D centers, third-party testing agencies, and mineral processing plants. Typical use cases include verification of carbon equivalency in weldability assessments, sulfur segregation mapping in continuous casting billets, certification of low-carbon specialty steels for aerospace applications, and monitoring of desulfurization efficiency in flue gas treatment catalysts. In cement manufacturing, it quantifies organic carbon carryover from alternative fuels and sulfate content affecting setting time. For foundries, it validates binder carbon content in core sands and detects residual sulfur in aluminum alloy melts that may cause hot tearing. Its ability to analyze heterogeneous samples—such as slag-inclusion-rich scrap or composite catalyst pellets—is enhanced by adaptive integration windows and post-hoc baseline correction algorithms.
FAQ
What standards does the QL-HW2000C comply with for carbon and sulfur determination?
It meets the performance and procedural requirements of ISO 15350:2000 and GB/T 20123–2006.
Can the instrument measure carbon and sulfur simultaneously in a single combustion event?
Yes — the dual-wavelength NDIR detection system acquires CO₂ and SO₂ signals concurrently without sequential filtering or channel switching.
Is the software compatible with modern Windows operating systems?
The native interface is built for Windows XP; however, virtual machine deployment or API-based data export enables integration with Windows 10/11 environments.
How is calibration maintained across extended usage?
Calibration is performed using certified reference materials (CRMs) traceable to NIST or equivalent national metrology institutes; the software supports multi-point linear and quadratic curve fitting with residual error reporting.
What maintenance intervals are recommended for the infrared detection module?
The gold-coated absorption cell requires cleaning only after ≥500 analyses involving high-ash samples; the pyroelectric detector has no consumable components and is rated for >5 years of continuous operation under specified ambient conditions.


")