

Shanghai Baoying C1000 Mid-Temperature (Calciner) Gas Analysis System
| Brand | Baoying Technology |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | OEM Manufacturer |
| Country of Origin | China |
| Model | C1000 |
| Price Range | USD 28,000 – 70,000 |
Overview
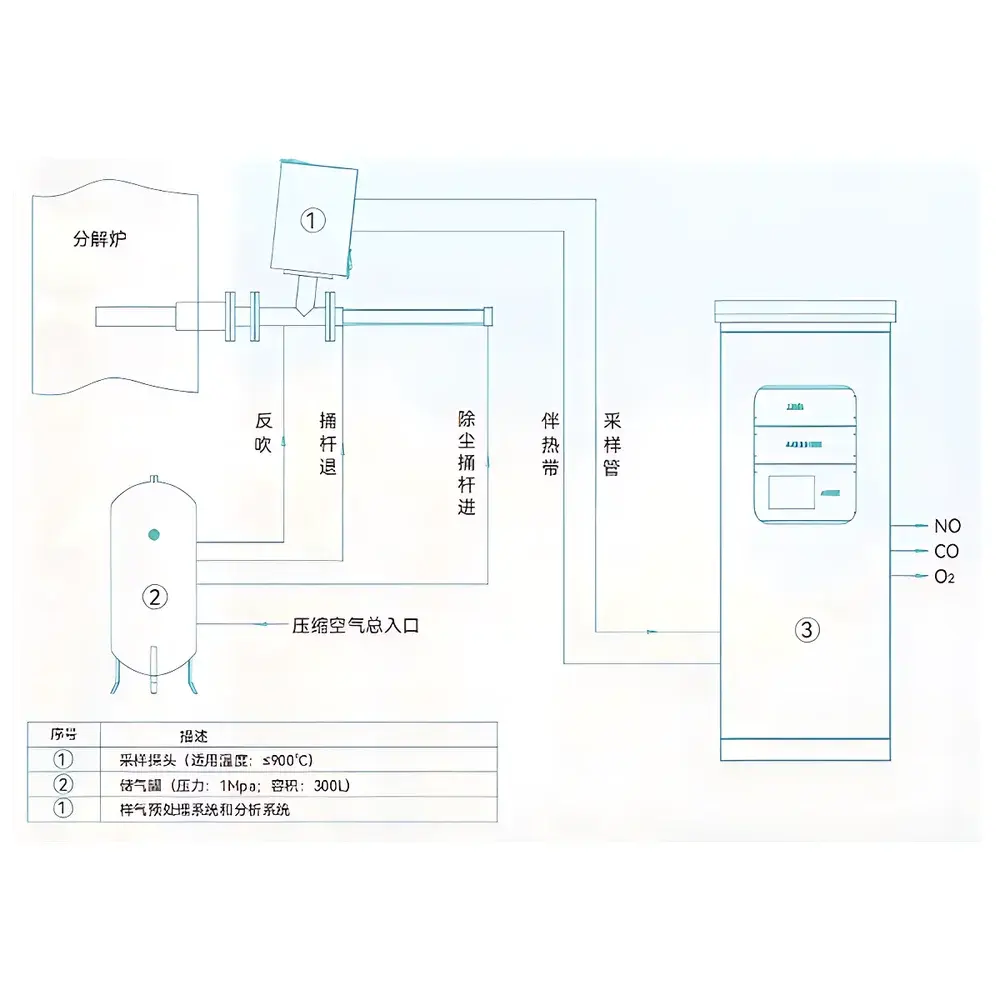
The Shanghai Baoying C1000 Mid-Temperature (Calciner) Gas Analysis System is an industrial-grade, in-situ continuous emission monitoring solution engineered for real-time gas composition analysis within cement calciner environments operating at temperatures ranging from 850 °C to 1,100 °C. Unlike conventional extractive analyzers requiring extensive sample conditioning and cooling, the C1000 employs a robust hot-gas sampling architecture with integrated high-temperature probe assemblies, ceramic filtration, and thermally stabilized electrochemical and paramagnetic oxygen sensors. It is specifically designed to measure O₂ concentration with high reproducibility under aggressive particulate-laden, high-dust, and thermally fluctuating conditions typical of precalciner and tertiary air duct applications. The system supports process optimization by delivering millisecond-level response times and stable calibration retention over extended maintenance intervals—critical for maintaining stoichiometric combustion control and minimizing thermal inefficiencies in kiln-calciner systems.
Key Features
- High-temperature in-situ probe assembly rated for continuous operation up to 1,100 °C, featuring sintered ceramic filters and purge-air assisted particulate rejection
- Dual-sensor O₂ measurement configuration: paramagnetic sensor for primary high-accuracy measurement (0–25% vol, ±0.1% O₂ full scale) and redundant electrochemical cell for cross-verification and fault diagnostics
- Integrated temperature-compensated signal processing with auto-zero drift correction algorithms compliant with ASTM D6522 and ISO 14687 reference methodologies
- Modular analyzer housing with IP65-rated enclosure, conformal-coated electronics, and dual-stage cooling for internal electronics stability
- Real-time digital output via 4–20 mA analog channels and Modbus TCP/RTU interfaces; optional Profibus DP and Foundation Fieldbus H1 support
- Self-diagnostics with event logging, sensor health monitoring, and predictive maintenance alerts aligned with ISA-84 SIS functional safety principles
Sample Compatibility & Compliance
The C1000 is validated for direct installation into calciner exit ducts, tertiary air risers, and decomposition chamber flue gas streams containing CO, CO₂, NOₓ, SO₂, and alkali vapors at dust loadings up to 100 g/Nm³. All wetted components—including probe body, filter elements, and sensor housings—are constructed from Inconel 625 and alumina ceramics to resist corrosion from alkali chlorides and sulfates. The system meets CE marking requirements per EN 61326-1 (EMC) and EN 61000-6-4 (industrial emissions), and its sensor calibration traceability follows NIST-traceable standards. It supports compliance with China’s GB/T 16157–2018 and EU’s IED (2010/75/EU) monitoring mandates for continuous oxygen concentration reporting in cement clinker production.
Software & Data Management
The embedded firmware includes Baoying’s BAOS (Baoying Analyzer Operating System) v3.2, supporting local HMI navigation, multi-point calibration routines, and audit-trail-enabled configuration changes. Data logging is performed at user-configurable intervals (1–60 seconds) with onboard 8 GB non-volatile memory and automatic rollover. Export formats include CSV and XML, compatible with DCS historian integration (e.g., Emerson DeltaV, Siemens Desigo CC, Honeywell Experion PKS). Optional cloud connectivity enables remote diagnostics and firmware updates via TLS 1.2–secured MQTT protocol. Full data integrity is maintained per FDA 21 CFR Part 11 requirements when paired with optional electronic signature modules and time-stamped audit logs.
Applications
- Optimization of coal and alternative fuel (AFR) blending ratios through real-time O₂ feedback to combustion controllers
- Dynamic adjustment of tertiary air flow to maintain target excess air levels and suppress NOₓ formation
- Supporting SNCR/SCR de-NOₓ system efficiency by correlating inlet O₂ with NH₃ slip and conversion rates
- Thermal balance modeling and energy performance benchmarking per ISO 50001 and CEMS validation protocols
- Early detection of refractory degradation or burner misalignment via anomalous O₂ gradient trends across calciner zones
FAQ
What is the maximum allowable flue gas temperature at the probe tip?
The standard probe is rated for continuous exposure up to 1,100 °C; optional high-temp variants extend to 1,250 °C with modified ceramic insulation.
Does the system require zero/span gas cylinders for routine calibration?
No—zero calibration is performed using certified nitrogen (99.999%), while span verification uses synthetic air (20.9% O₂); both are supplied externally during scheduled maintenance only.
Can the C1000 interface with existing DCS platforms without gateway hardware?
Yes—it natively supports Modbus TCP and 4–20 mA outputs; Profibus and HART variants are available upon request.
Is the analyzer certified for hazardous area installation?
The probe assembly is ATEX-certified for Zone 2 (II 2G Ex db IIB T3 Gb); analyzer housing requires separate classification based on site-specific zoning.
What is the recommended maintenance interval under typical cement plant conditions?
Filter cleaning every 3 months; full sensor replacement every 18–24 months depending on dust loading and thermal cycling frequency.
Related Products


")
")
