
Stresstech CrankScan Barkhausen Noise-Based Crankshaft Grinding Burn Detection System
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Manufacturer Status | Authorized Distributor |
| Origin Category | Imported |
| Model | CrankScan |
| Pricing | Upon Request |
Overview
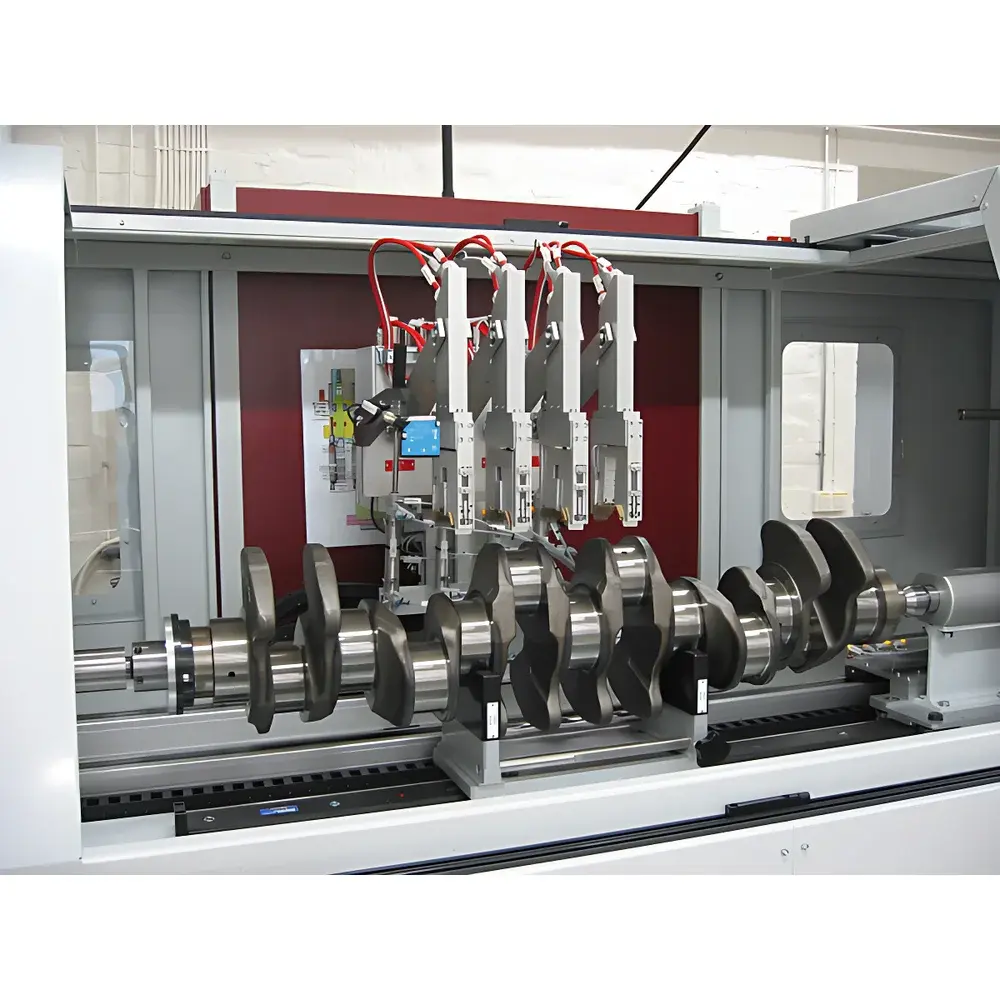
The Stresstech CrankScan is a high-precision, non-destructive testing (NDT) system engineered specifically for the detection and quantification of grinding-induced surface damage—commonly referred to as “grinding burn”—on crankshafts and other case-hardened ferromagnetic components. Unlike traditional destructive acid etching methods, CrankScan employs the Barkhausen Noise Analysis (BNA) principle, a physics-based magnetic non-destructive evaluation technique sensitive to microstructural changes at the subsurface level (typically 0.02–0.2 mm depth). BNA detects abrupt variations in magnetic domain wall motion caused by localized plastic deformation, residual tensile stress, martensitic phase instability, and reduced surface hardness—key indicators of thermal damage incurred during aggressive grinding operations. The system delivers objective, repeatable, and traceable results within 6–8 seconds per journal (crankpin or main bearing surface), enabling real-time process feedback and statistical process control (SPC) integration in high-volume manufacturing environments.
Key Features
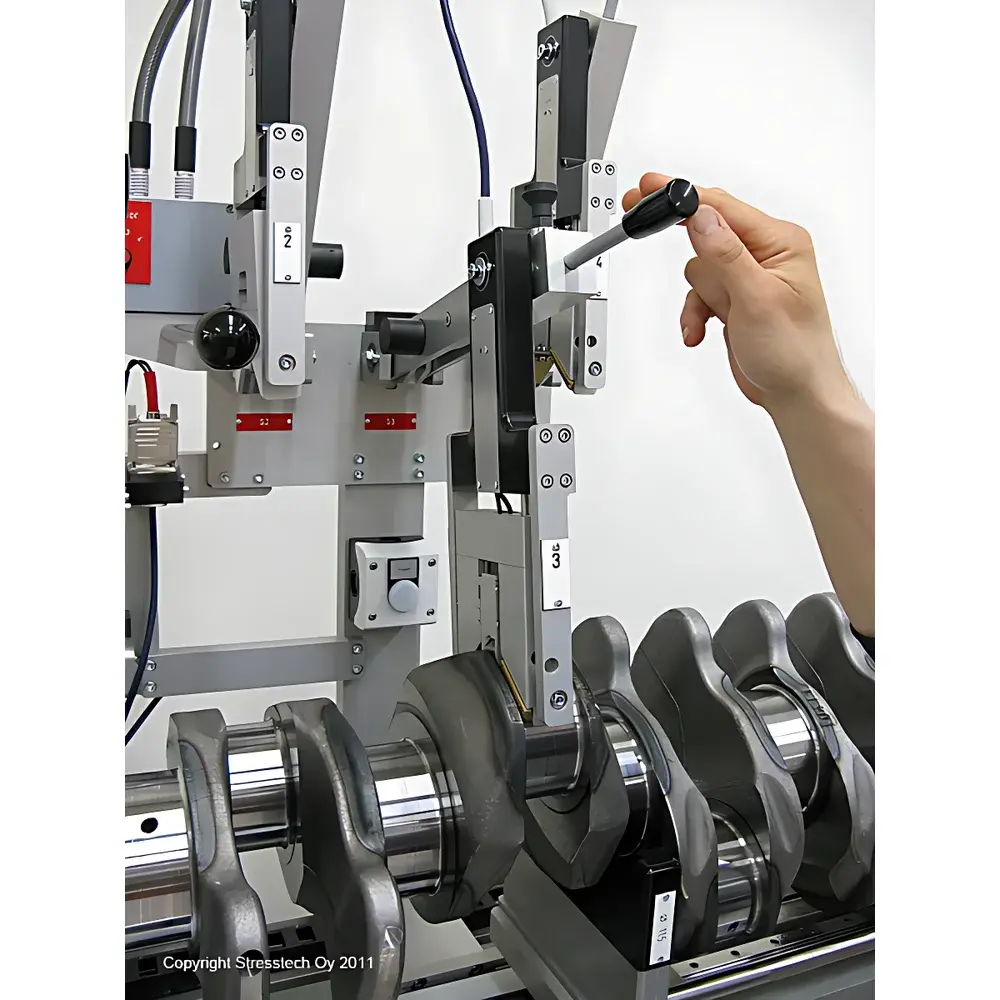
- Non-destructive, contact-based measurement using calibrated electromagnetic probes with integrated lift-off compensation
- Single-channel and multi-channel configurations supporting simultaneous inspection of up to six crankpin surfaces per rotation cycle
- Precision mechanical indexing and optical encoder synchronization ensure repeatable probe positioning relative to journal geometry
- User-definable alarm thresholds for burn severity classification (e.g., Level 1–3 per ASTM E3075-17 guidelines)
- Robust industrial enclosure rated IP54, suitable for shop-floor deployment near CNC grinders and automated production lines
- Real-time signal visualization including time-domain waveform, RMS amplitude envelope, and frequency spectrum analysis
Sample Compatibility & Compliance
CrankScan is validated for use on induction- or carburized steel crankshafts (e.g., 1045, 4340, 5120, 8620, and similar hardenable alloys) with surface hardness ranging from 45–65 HRC and case depths between 0.5–2.5 mm. It complies with international NDT standards including ISO 20962 (non-destructive testing — magnetic Barkhausen noise method), ASTM E3075-17 (standard guide for Barkhausen noise evaluation of surface integrity), and supports audit-ready documentation aligned with AS9100D and IATF 16949 quality management systems. All measurement data include full metadata (probe ID, calibration timestamp, operator ID, environmental temperature, and part serial number), ensuring full traceability for aerospace and automotive Tier-1 suppliers subject to FAA/EASA Part 21G or AIAG CQI-11 requirements.
Software & Data Management
The CrankScan Control Suite (v5.3+) provides intuitive workflow-driven operation with configurable inspection templates, automated report generation (PDF/CSV/XML), and secure database archiving. Software features include GLP-compliant electronic signatures, 21 CFR Part 11–ready audit trails, and role-based user access control. Raw BNA signals are stored in HDF5 format for post-processing and comparative trend analysis across batches or shifts. Integration with MES/SCADA platforms is supported via OPC UA and RESTful API interfaces, enabling closed-loop feedback to grinding machine CNC controllers for adaptive parameter adjustment (e.g., feed rate, coolant flow, wheel dressing cycles).
Applications
CrankScan serves critical quality assurance functions across safety-critical rotating component manufacturing: verification of grinding process stability in automotive engine crankshaft production; incoming inspection of aerospace turbine shafts and landing gear components; validation of heat treatment uniformity in nuclear reactor drive shafts; and R&D-level correlation studies between BNA response and microhardness profiles (Vickers/Knoop), X-ray diffraction (XRD)-derived residual stress maps, and fatigue life prediction models. End users include OEM powertrain divisions, Tier-1 crankshaft suppliers, certified NDT service providers, and national metrology institutes conducting inter-laboratory round-robin studies on surface integrity assessment methodology.
FAQ
How does Barkhausen Noise Analysis differ from conventional eddy current or ultrasonic testing for burn detection?
BNA uniquely responds to magnetic domain dynamics influenced by both microstructure (e.g., retained austenite, carbide distribution) and near-surface residual stress states—parameters directly linked to grinding burn mechanisms—whereas eddy current is primarily conductivity-sensitive and ultrasound lacks resolution for shallow thermal damage layers.
Can CrankScan be used on parts after final machining or only in-process?
It is fully validated for both in-line (mounted on grinder tooling interface) and off-line (benchtop or portable station) inspection modes, with probe adaptors available for complex geometries including fillets, counterweights, and oil holes.
Is system calibration traceable to national standards?
Yes—each probe undergoes factory calibration against Stresstech’s reference standard specimens, with calibration certificates traceable to NIST and PTB through accredited third-party labs (ISO/IEC 17025 accredited).
What training and support options are available for operators and maintenance personnel?
Stresstech-certified training includes Level II NDT certification preparation (EN ISO 9712 compliant), software administration workshops, and preventive maintenance protocols delivered onsite or remotely by authorized technical engineers.