
Stresstech Rollscan 250 Barkhausen Noise Surface Integrity Analyzer
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Rollscan 250 |
| Detection Principle | Magnetic Barkhausen Noise (MBN) |
| Measurement Type | Non-destructive, surface-sensitive residual stress & microstructural degradation assessment |
| Typical Cycle Time | 6–8 seconds per inspection zone |
| Channel Configuration | Single- or multi-channel probe support |
| Output | Quantitative MBN amplitude & frequency spectrum, burn severity index, pass/fail thresholding |
| Compliance | Designed for ISO 28080 (non-destructive testing — magnetic Barkhausen noise testing), compatible with GLP/GMP documentation workflows |
Overview
The Stresstech Rollscan 250 is a precision-engineered, portable Barkhausen Noise (MBN) surface integrity analyzer developed by Stresstech Oy in Finland. It operates on the physical principle of magnetic domain wall dynamics in ferromagnetic materials: when an alternating magnetic field is applied to a steel component, irreversible jumps of magnetic domain walls generate transient voltage pulses—collectively known as Barkhausen noise. Variations in surface hardness, grinding-induced phase transformations (e.g., untempered martensite), and tensile residual stresses alter the statistical distribution and energy content of these pulses. The Rollscan 250 captures, digitizes, and analyzes this noise signature in real time, enabling quantitative assessment of grinding burn, white-layer formation, and subsurface microstructural damage—without chemical etching, mechanical loading, or surface alteration.
Key Features
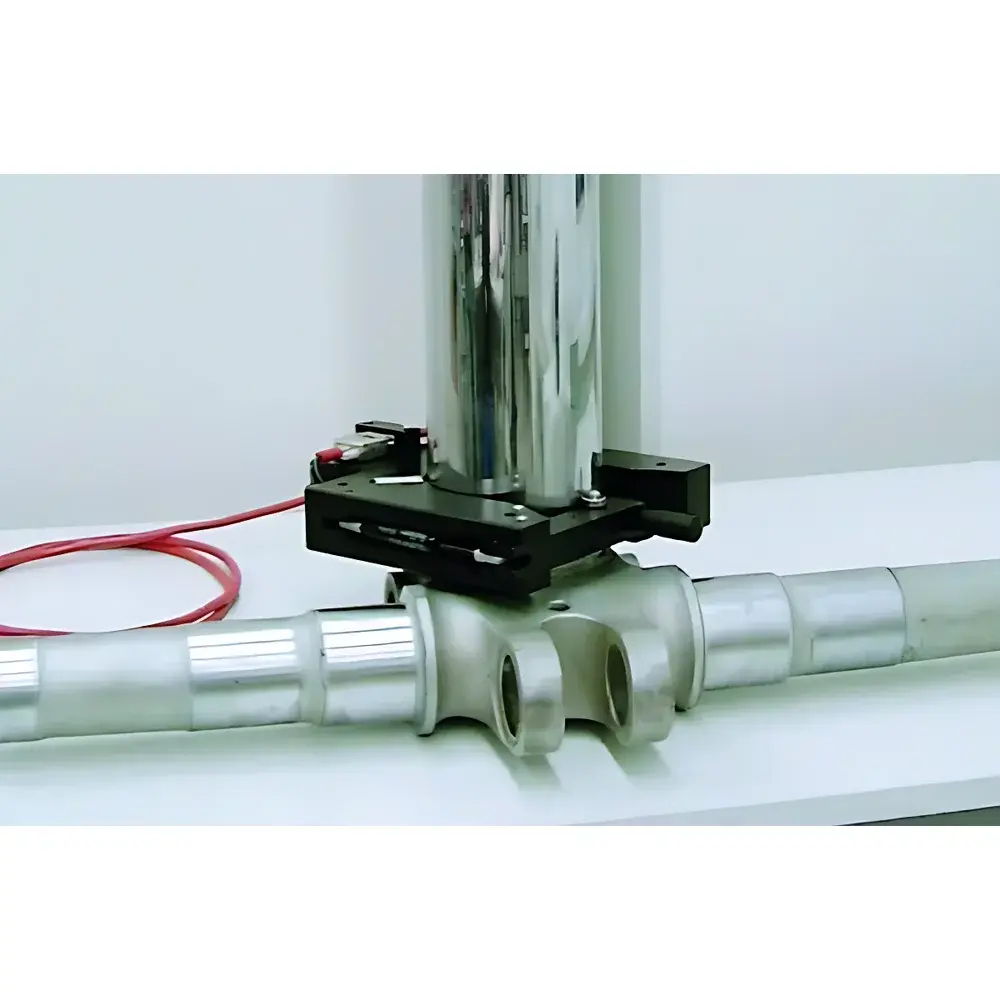
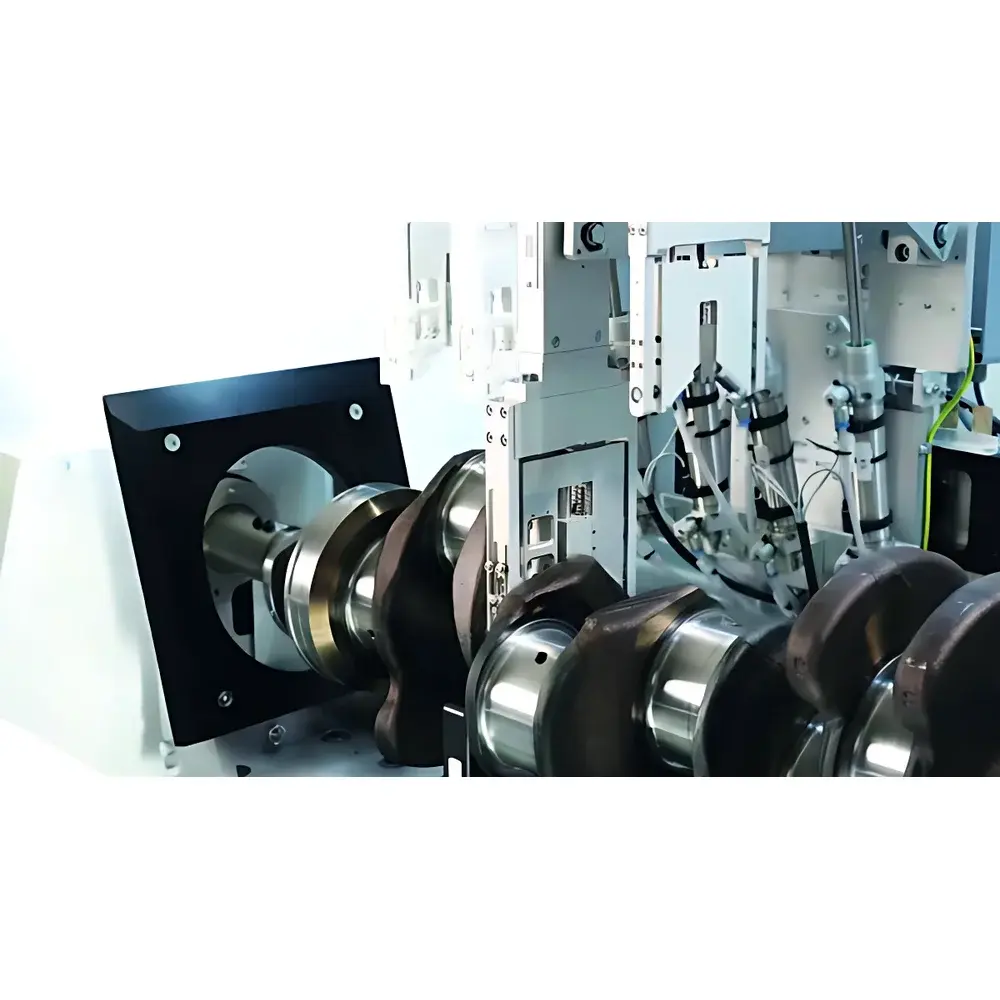
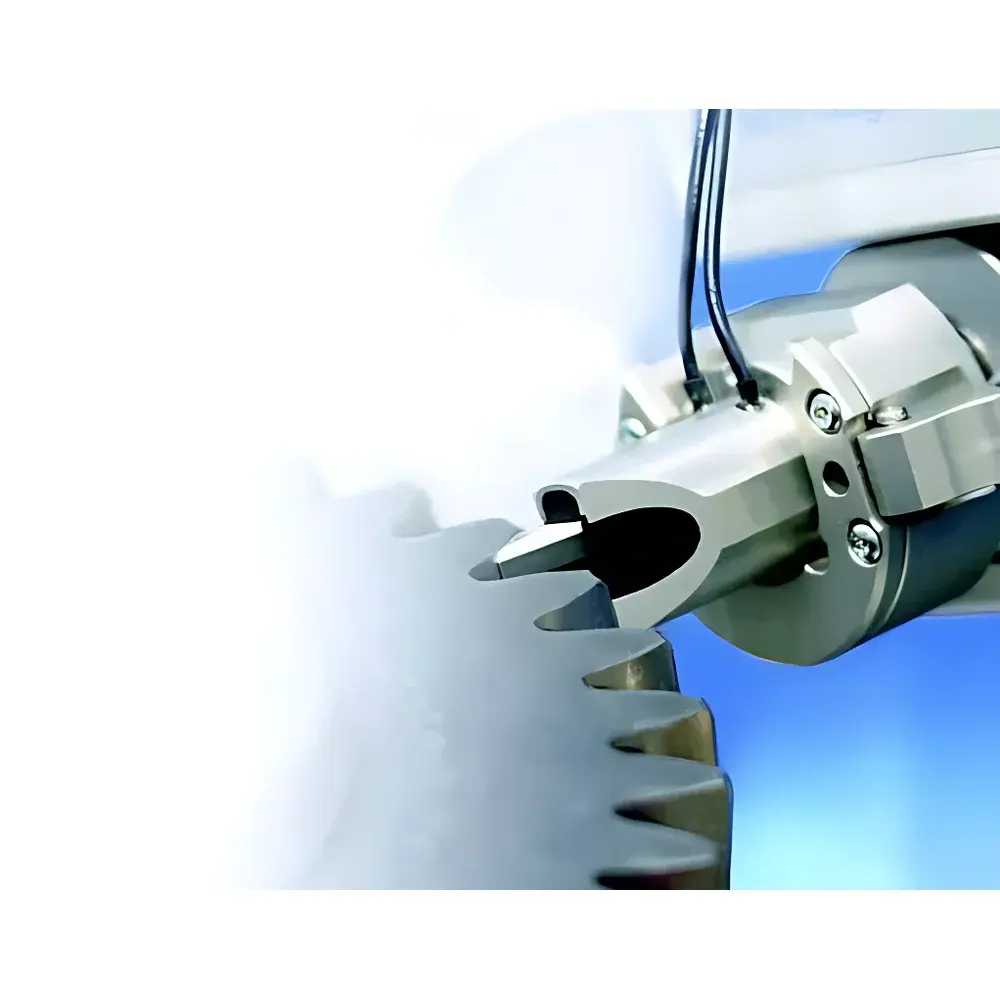
- Non-contact or low-force probe coupling compatible with curved and contoured surfaces (e.g., bearing races, gear teeth, cam lobes, crankshaft journals, fuel injector nozzles)
- Real-time signal acquisition at up to 10 MS/s sampling rate, supporting high-fidelity spectral analysis and time-domain pulse counting
- Configurable single-channel or synchronized multi-channel operation for simultaneous inspection of multiple zones (e.g., full circumference scanning of cylindrical parts)
- Integrated spatial referencing via optical encoder or motorized traverse unit for repeatable positioning and mapping of defect locations
- User-defined alarm thresholds based on amplitude ratio, RMS noise level, or spectral centroid shift—traceable to reference standards or process qualification samples
- Ruggedized industrial enclosure rated IP54, designed for shop-floor deployment near CNC grinders, heat-treatment lines, or final assembly stations
Sample Compatibility & Compliance
The Rollscan 250 is validated for use on carbon steels, alloy steels, case-hardened steels, and induction-hardened components with hardness ranging from 30 HRC to 68 HRC. It requires no surface preparation beyond standard cleaning; oil, coolant residue, or light oxide films do not interfere with measurement validity when probe lift-off is controlled within ±0.1 mm. The system complies with ISO 28080:2017 (“Non-destructive testing — Magnetic Barkhausen noise testing — General principles”) and supports audit-ready reporting aligned with ISO 9001, AS9100, and NADCAP AC7114 requirements. Data files include embedded metadata (operator ID, timestamp, probe calibration ID, environmental temperature), satisfying FDA 21 CFR Part 11 electronic record integrity criteria when deployed in regulated manufacturing environments.
Software & Data Management
Rollscan Control Software (v5.x) provides full instrument control, live waveform visualization, spectral decomposition (FFT-based), and statistical trend analysis across batches. Inspection routines are programmable via graphical workflow editor—enabling automated pass/fail decisions, SPC charting (X̄/R, Cpk), and export to CSV, XML, or SQL databases. All raw data and processed results are stored in a tamper-evident archive with SHA-256 hash verification. Optional integration with MES/ERP systems (e.g., Siemens Opcenter, PTC ThingWorx) enables closed-loop feedback to grinding parameter adjustment (wheel speed, feed rate, coolant flow) based on real-time burn detection.
Applications
- Grinding process validation and optimization in automotive transmission gear manufacturing
- In-process verification of surface integrity after hard turning or cylindrical grinding of aerospace bearing rings
- Final release testing of turbine engine shafts and compressor blades prior to balancing
- Root cause analysis of premature fatigue failure in powertrain components
- Qualification of additive-manufactured (LPBF, DED) steel parts post-heat treatment and HIP
- Research into thermal-mechanical interaction during high-speed grinding of tool steels (e.g., AISI M2, H13)
FAQ
What materials can be inspected using the Rollscan 250?
Ferromagnetic steels only—including medium-carbon, low-alloy, stainless (martensitic/ferritic), and precipitation-hardening grades. Austenitic stainless steels (e.g., 304, 316) and non-ferrous alloys are not suitable.
Does surface roughness affect measurement accuracy?
Surface finish up to Ra 3.2 µm has negligible impact if probe coupling remains consistent; higher roughness may require custom probe shoes or lift-off compensation algorithms.
Can the system detect subsurface burn beyond the immediate surface layer?
Yes—the MBN signal originates from the near-surface region (typically 10–100 µm depth), making it highly sensitive to grinding-induced white layers and tensile stress gradients that precede macroscopic cracking.
Is operator certification required to perform compliant inspections?
Personnel must complete Stresstech-certified Level 2 MBN Testing training per ISO 9712, including hands-on calibration, reference sample verification, and report generation protocols.
How often does the probe require recalibration?
Annual traceable calibration against NIST-traceable magnetic standards is recommended; daily verification using certified reference blocks is mandatory before production use.