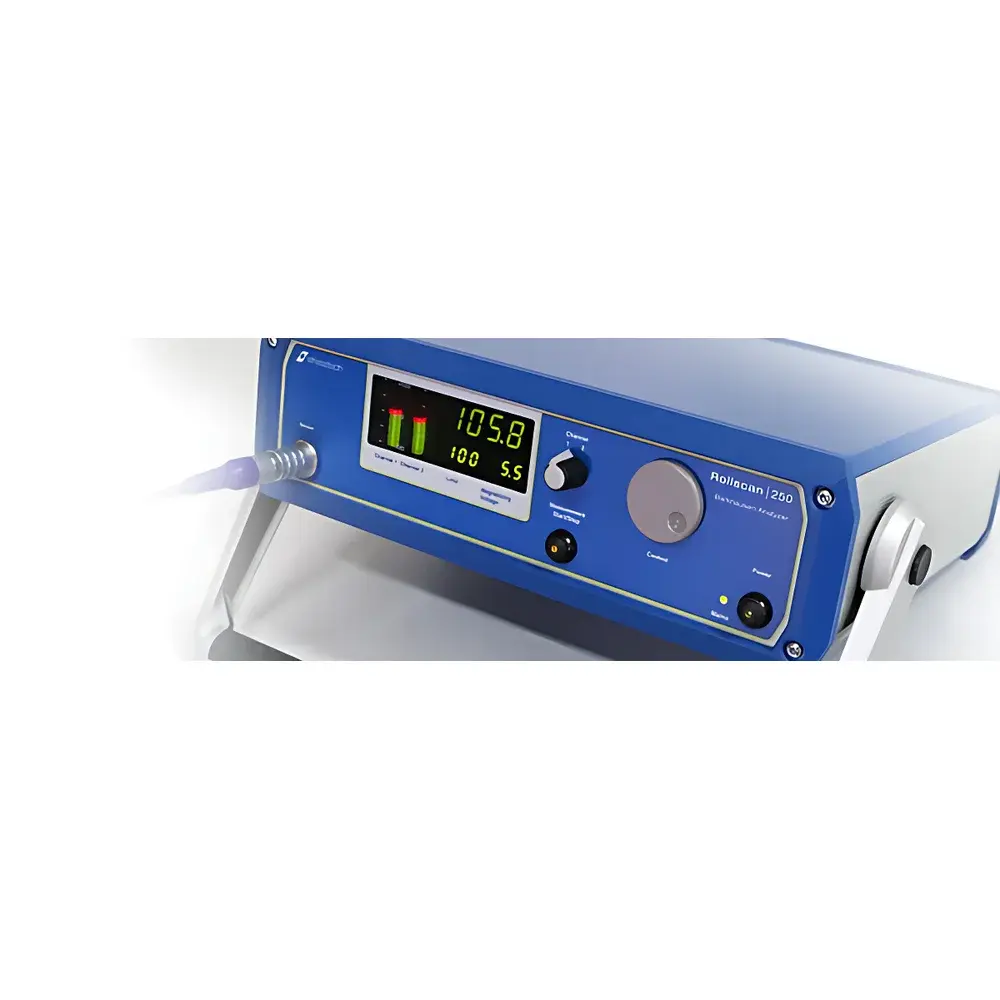


Stresstech Rollscan 250 Barkhausen Noise Surface Integrity Analyzer
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Rollscan 250 |
| Power Supply | AC/DC compatible |
| Detection Principle | Magnetic Barkhausen Noise (MBN) |
| Application Scope | Surface grinding burn, residual stress gradient, microstructural changes in ferromagnetic materials |
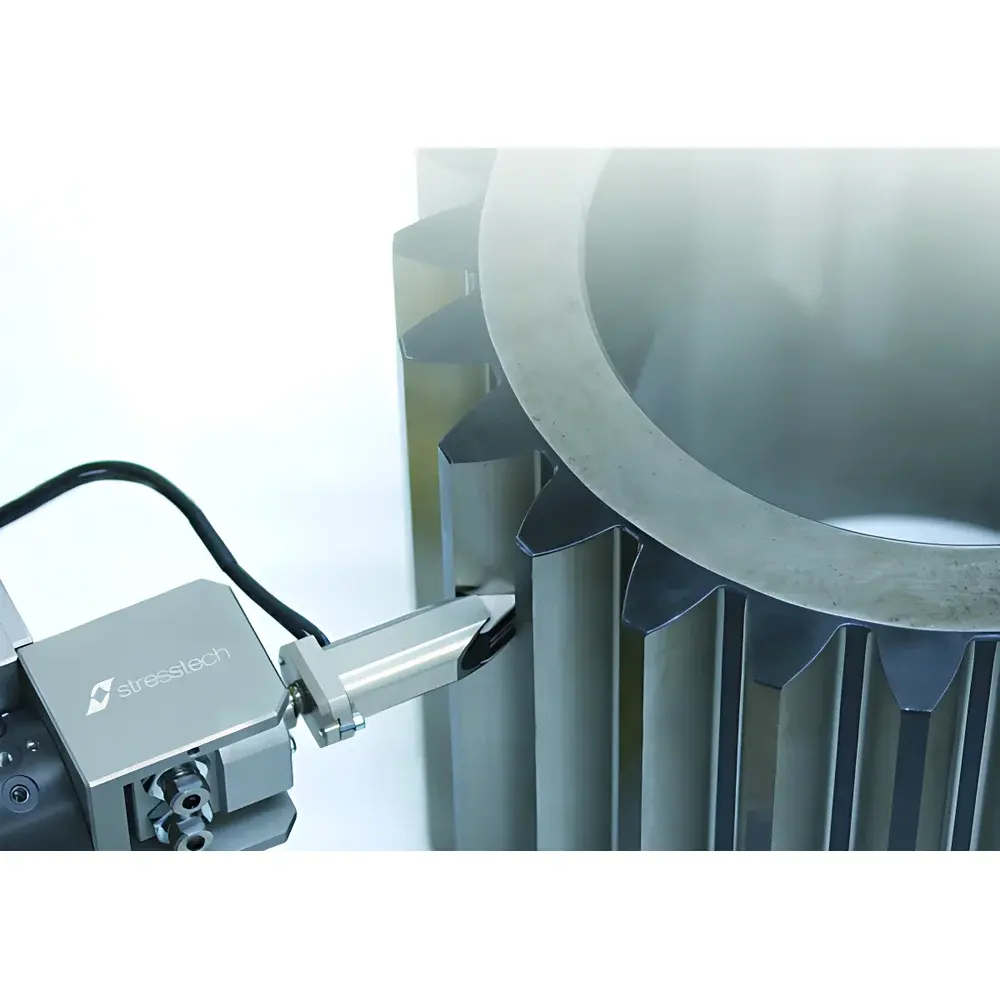
| Probe Options | Flat, curved, slot, and custom geometry probes |
| Output | Real-time analog/digital signal, threshold-based visual & audible alarm |
| Compliance | Designed for ISO 28671, ASTM E3142 (under development), and GLP-aligned data logging |
Overview
The Stresstech Rollscan 250 is a high-precision, non-destructive surface integrity analyzer engineered for real-time detection of grinding burns, localized martensitic phase transformations, and subsurface microstructural anomalies in ferromagnetic components. Based on the physical principle of Magnetic Barkhausen Noise (MBN), the system measures stochastic voltage pulses generated during domain wall motion under controlled magnetic excitation—directly correlating with near-surface hardness gradients, residual stress states, and thermal damage induced by aggressive grinding or heat treatment processes. Unlike destructive acid etching methods, the Rollscan 250 delivers immediate, repeatable, and quantitative assessment without altering part geometry, surface finish, or metallurgical integrity. Its modular architecture supports integration into automated production lines—including automotive powertrain, aerospace landing gear, and precision bearing manufacturing—enabling closed-loop process feedback for adaptive control of grinding wheel feed rate, coolant flow, and tempering parameters.
Key Features
- Real-time MBN signal acquisition with adjustable excitation frequency (1–10 kHz) and magnetic field amplitude (0.1–2 kA/m), enabling depth-resolved evaluation from 10 µm to 500 µm below surface
- Multi-channel configuration support (up to 8 independent probe inputs) for simultaneous monitoring of multiple zones or parallel part streams
- Integrated dual-mode power supply: operates seamlessly on 100–240 V AC or 24 V DC, ensuring robustness in shop-floor environments with unstable grid conditions or mobile inspection setups
- Programmable alarm logic with user-defined upper/lower thresholds; visual red LED indicator and audible tone trigger upon deviation from acceptance criteria
- Interchangeable probe family—including flat, concave, convex, and narrow-slot variants—designed for consistent coupling on complex geometries (e.g., cam lobes, gear teeth, crankshaft journals, and aircraft landing gear pins)
- Ruggedized industrial enclosure rated IP54, conforming to EN 60529 for dust and splash resistance in high-vibration machining cells
Sample Compatibility & Compliance
The Rollscan 250 is validated for use on hardened and tempered steels (e.g., AISI 52100, 100Cr6, 42CrMo4), case-hardened alloys (e.g., 16MnCr5), and precipitation-hardened nickel superalloys where magnetic permeability permits reliable MBN response. It does not require surface preparation beyond standard cleaning and is insensitive to minor oil films or light oxide layers. The system adheres to metrological traceability frameworks aligned with ISO/IEC 17025 requirements for calibration of NDT equipment. While no single international standard yet fully codifies MBN-based burn detection, the Rollscan 250 implements measurement protocols referenced in draft ASTM E3142 (“Standard Practice for Evaluating Grinding Burn Using Magnetic Barkhausen Noise”) and complies with functional safety expectations outlined in ISO 13849-1 for integrated machine tool monitoring systems. Data export formats (CSV, XML) support audit readiness for FDA 21 CFR Part 11–governed environments when paired with validated software configurations.
Software & Data Management
Control and analysis are performed via Stresstech’s proprietary Rollscan Studio software (v5.2+), running on Windows 10/11 platforms. The application provides synchronized time-domain waveform visualization, frequency spectrum analysis, RMS/peak amplitude trend tracking, and spatial mapping of MBN intensity across scanned surfaces. All measurements include embedded metadata: timestamp, probe ID, operator code, part serial number, and environmental temperature/humidity (via optional external sensor input). Audit trails record every parameter change, alarm event, and report generation with immutable timestamps—fully compliant with GLP and GMP documentation requirements. Raw signal files are stored in HDF5 format for long-term archival and third-party algorithmic reprocessing. Export modules support direct integration with MES (Manufacturing Execution Systems) and SPC (Statistical Process Control) dashboards via OPC UA or RESTful API interfaces.
Applications
- Automotive: In-line verification of camshaft and crankshaft grinding quality prior to final assembly; reduction of warranty claims linked to premature fatigue failure
- Aerospace: Qualification of landing gear axle hardening uniformity per AMS 2750E and Nadcap AC7108 audit criteria
- Bearing & Gear Manufacturing: Detection of white-layer formation and tensile residual stress peaks in raceways and tooth flanks
- Fuel Injection Systems: Screening of nozzle needle tip integrity after precision grinding and electrochemical deburring
- Hydraulic Components: Monitoring of piston rod surface condition post-honing and induction hardening
FAQ
Can the Rollscan 250 detect grinding burns on stainless steel parts?
No—only ferromagnetic materials exhibiting sufficient magnetic permeability (e.g., martensitic and bainitic steels) generate measurable MBN signals. Austenitic stainless steels (e.g., AISI 304, 316) are non-responsive.
What is the typical measurement repeatability under controlled lab conditions?
When using calibrated reference samples and fixed probe lift-off (±0.1 mm), RMS amplitude repeatability is ≤ ±2.5% over 24 hours at constant ambient temperature (20 ± 2°C).
Is probe calibration required before each use?
No—probes are factory-calibrated and serialized; however, daily verification using a certified reference block (supplied) is recommended per internal QA procedures.
Does the system support robotic arm integration?
Yes—RS-485 and EtherNet/IP communication protocols enable synchronization with ABB, KUKA, and FANUC robotic controllers for automated scanning paths.
How is data security handled during remote diagnostics?
All remote access sessions are encrypted via TLS 1.2+, require two-factor authentication, and terminate automatically after 15 minutes of inactivity—consistent with IEC 62443-3-3 Level 2 cybersecurity guidelines.




