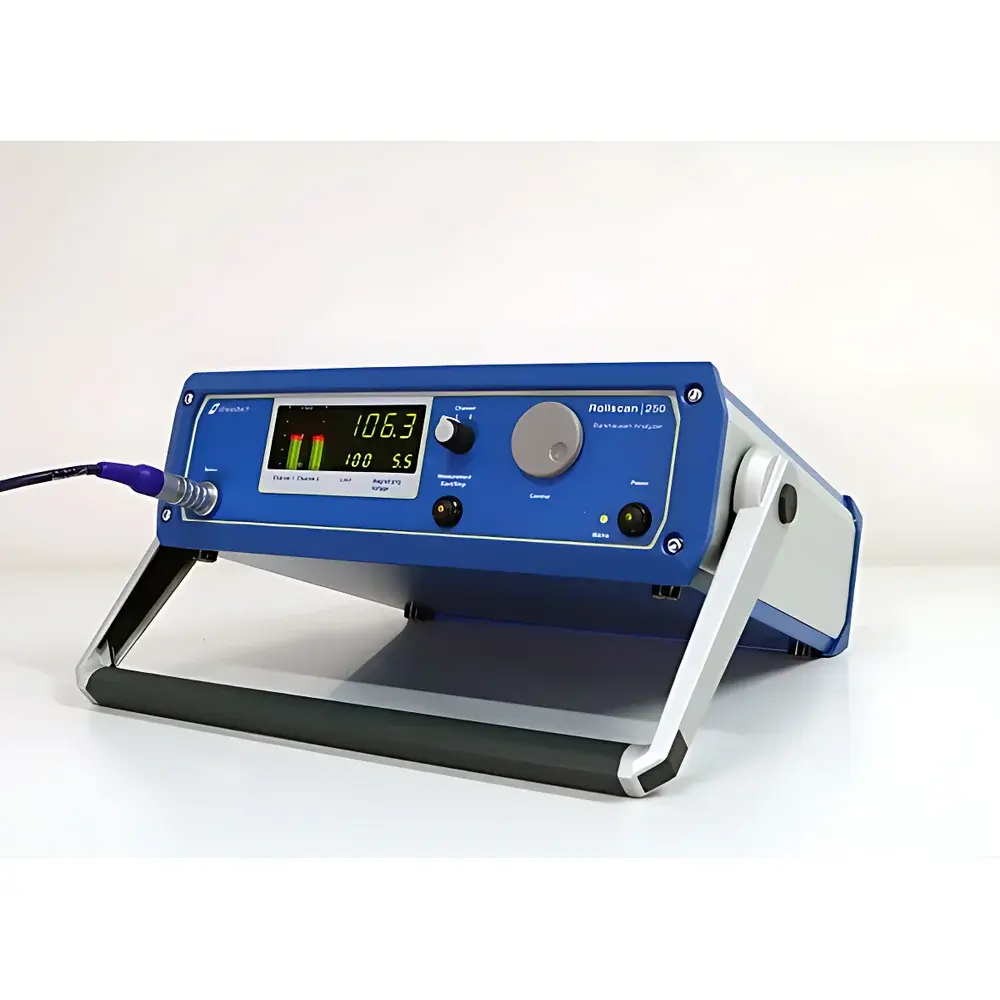

Stresstech Rollscan 250 Surface Integrity Analyzer for Grinding Burn Detection
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Rollscan 250 |
| Application | Non-destructive evaluation of grinding burn and near-surface residual stress in ferrous and nickel-based alloys |
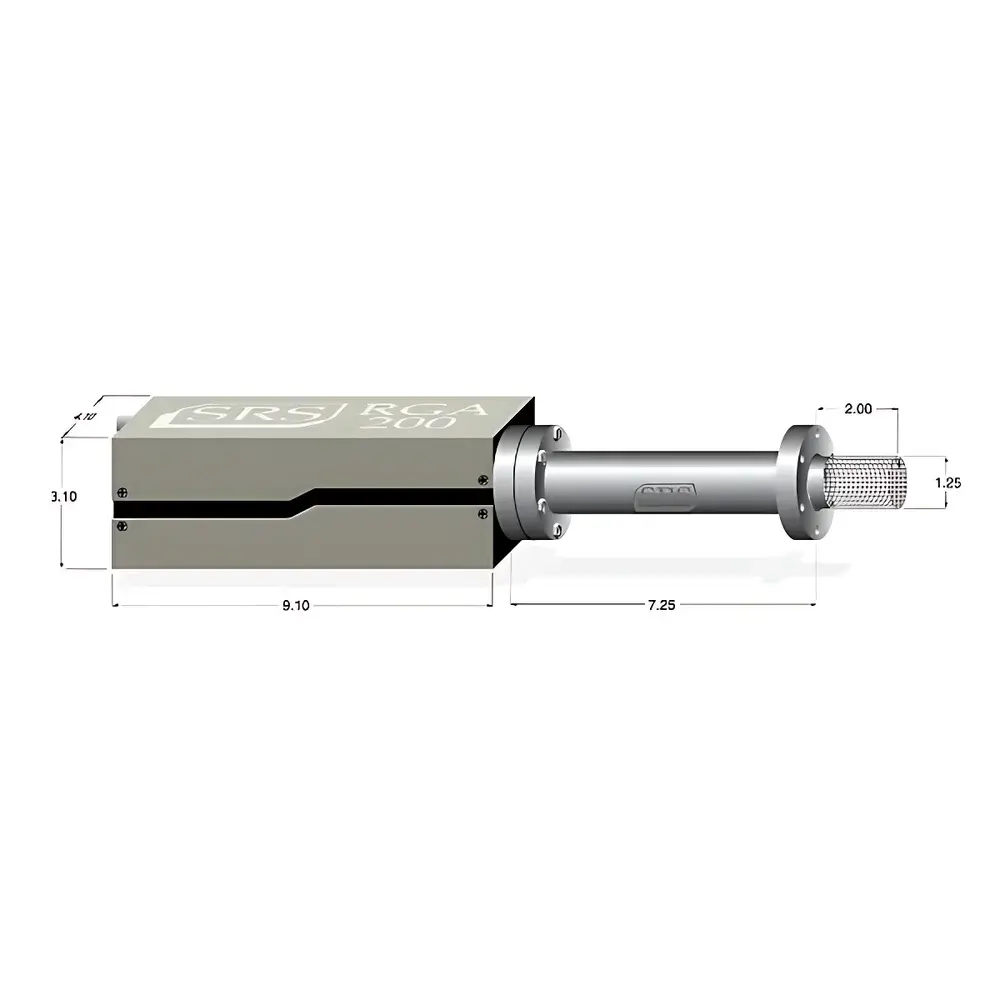
| Sensor Options | Contact & non-contact electromagnetic (eddy current) probes |
| Measurement Modes | Static, manual, or automated scanning |
| Compliance | Designed per ISO 21946 (non-destructive testing — electromagnetic testing — guidelines for eddy current inspection of surface integrity), supports GLP/GMP traceability via audit trail-enabled software |
| Software Platform | ViewScan (optional data acquisition and analysis suite) |
| Signal Processing | Integrated digital signal processor (DSP) with real-time parameter adjustment (excitation voltage, frequency, gain, phase rotation) |
| Material Compatibility | Ferritic steels, alloy steels, nickel-based superalloys, cobalt alloys |
Overview
The Stresstech Rollscan 250 is a dedicated electromagnetic surface integrity analyzer engineered for the non-destructive detection of grinding-induced thermal damage—commonly referred to as “grinding burn”—in critical rotating components. Unlike conventional hardness or microstructural examination methods requiring destructive sectioning, the Rollscan 250 employs high-frequency eddy current principles to interrogate the near-surface microstructure (typically 10–200 µm depth) and associated residual stress gradients. This enables rapid, in-process or post-process verification of thermal-mechanical integrity in hardened steel parts subjected to aggressive grinding, induction hardening, carburizing, or nitriding. The system operates on the physical principle that localized overheating during grinding alters magnetic permeability, electrical conductivity, and crystallographic domain alignment—changes that modulate eddy current response in quantifiable, repeatable ways. Its design targets high-reliability manufacturing environments where undetected subsurface damage can precipitate premature fatigue failure—especially in aerospace landing gear, turbine shafts, automotive camshafts, and precision bearing components.
Key Features
- Modular probe architecture supporting both contact and non-contact eddy current sensors—including pencil-type, array, and custom-configured probes for complex geometries.
- Real-time, user-adjustable excitation parameters: voltage (0.5–10 Vpp), frequency range (100 Hz–10 MHz), gain (0–80 dB), and phase rotation (±180°), enabling optimization across diverse material conditions and defect morphologies.
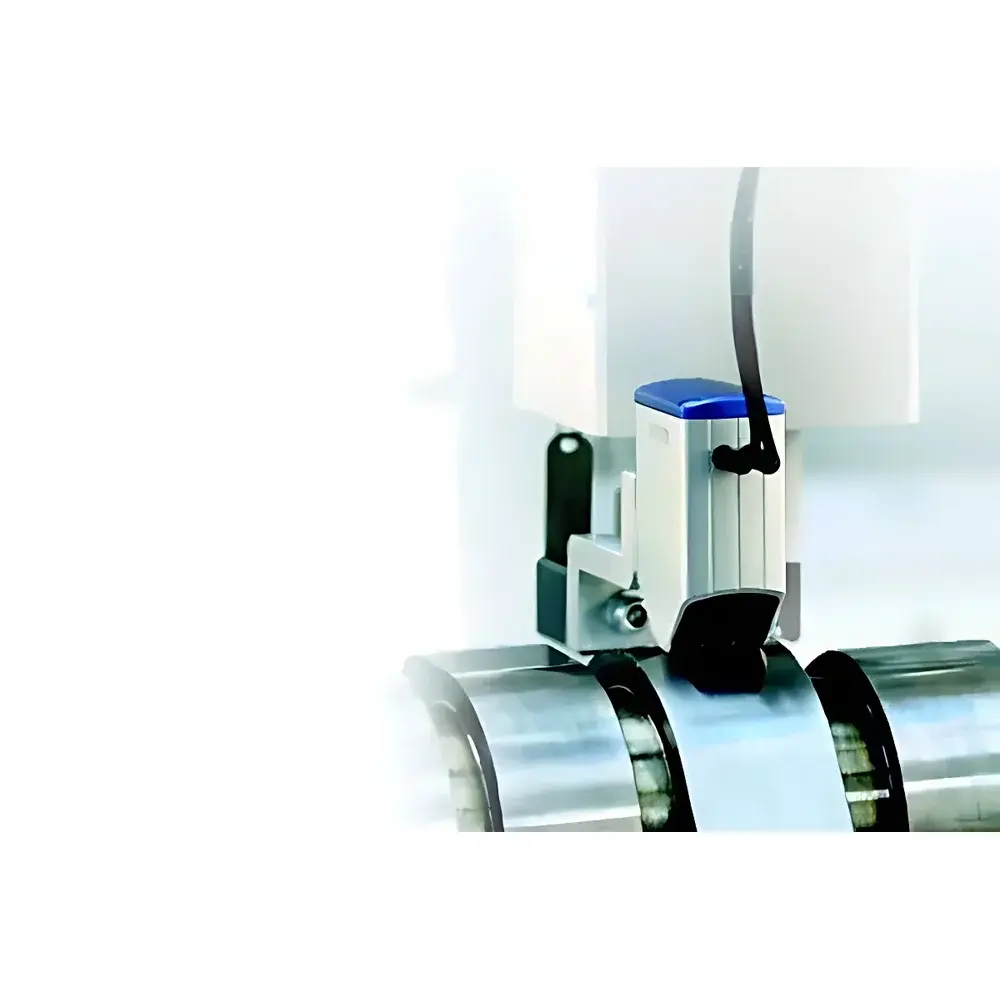
- Digital signal processor (DSP) core delivering <10 ms response time per measurement point, facilitating integration into automated production lines with conveyor-based or robotic scanning systems.
- No zero-point compensation required—eliminating drift-related recalibration during extended operation or ambient temperature fluctuations (operating range: 5–40 °C).
- Hardware compatibility with Rollscan 300-series sensors and accessories, ensuring long-term platform scalability and spare-part interoperability.
- Compact, ruggedized main unit (IP54-rated enclosure) suitable for shop-floor deployment alongside CNC grinders, heat-treat furnaces, or final inspection stations.
Sample Compatibility & Compliance
The Rollscan 250 is validated for use on ferromagnetic and paramagnetic engineering alloys, including low-alloy steels (e.g., AISI 4140, 52100), case-hardened steels (e.g., 16MnCr5, 20MnCr5), nickel-based superalloys (e.g., Inconel 718, Waspaloy), and cobalt-chromium alloys (e.g., Stellite 6). It detects subsurface anomalies such as untempered martensite, rehardened zones, tensile residual stress peaks (>800 MPa), and microcrack networks—each exhibiting distinct impedance signatures. The system adheres to the technical framework of ISO 21946 for electromagnetic surface integrity assessment and supports documentation workflows compliant with AS9100, EN 9100, and ASTM E3093 (Standard Guide for Electromagnetic Testing of Metallic Materials). When paired with ViewScan software, it generates timestamped, operator-logged reports with full audit trail functionality—meeting FDA 21 CFR Part 11 requirements for electronic records in regulated manufacturing.
Software & Data Management
ViewScan (optional licensed software) provides comprehensive data acquisition, visualization, and reporting capabilities. It supports multi-channel synchronized acquisition from up to four simultaneous probes, spatial mapping of impedance amplitude/phase over 2D scan paths, and comparative overlay against reference “good part” baselines. Raw signal data is stored in vendor-neutral HDF5 format, enabling third-party analysis in MATLAB, Python (NumPy/Pandas), or statistical process control (SPC) platforms. Calibration certificates, sensor configuration files, and measurement logs are embedded within each dataset for full traceability. No proprietary database is required—data export options include CSV, XML, and PDF report generation with configurable templates aligned to internal quality standards.
Applications
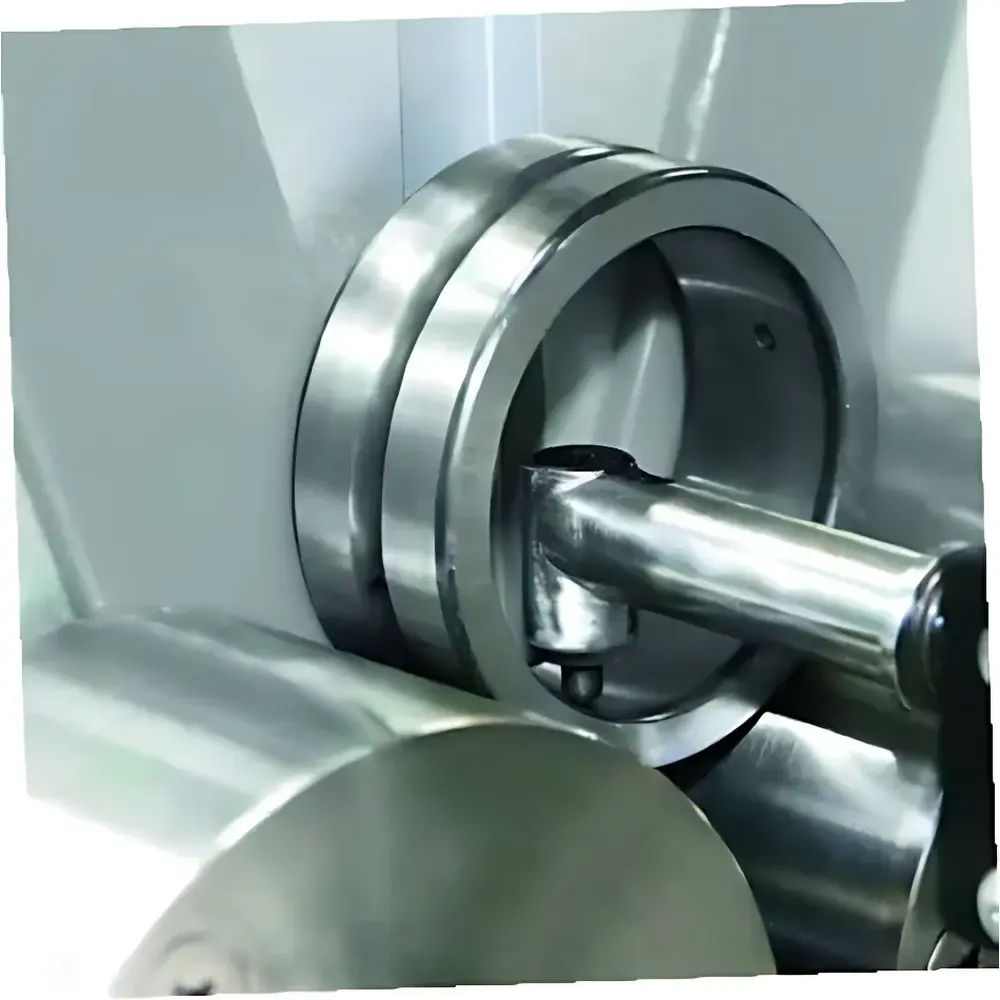
The Rollscan 250 is routinely deployed in high-value component manufacturing where grinding burn poses unacceptable risk: aerospace landing gear actuators and axle shafts; powertrain components including crankshafts, camshafts, and transmission gears; fuel injection nozzles and piston rods in diesel and aviation engines; bearing rings and rollers in wind turbine gearboxes; and nuclear reactor control rod drive mechanisms. Its ability to detect subsurface damage beneath chromium plating—without removal or etching—makes it indispensable for refurbishment validation in maintenance, repair, and overhaul (MRO) facilities. Field applications also include university metallurgy labs conducting fundamental studies on thermomechanical surface degradation mechanisms.
FAQ
Does the Rollscan 250 require surface preparation prior to measurement?
No—measurements can be performed directly on finished, oil-free surfaces. Light oxide films or residual coolant do not interfere; however, thick scale, paint, or non-conductive coatings must be removed.
Can it distinguish between grinding burn and other near-surface defects such as decarburization or soft spots?
Yes—through multi-parameter signature analysis (amplitude, phase, frequency-dependent response), trained operators and ViewScan’s classification algorithms differentiate thermal damage from decarburized layers or quench soft spots based on characteristic impedance shifts.
Is calibration traceable to national standards?
Yes—Stresstech provides NIST-traceable calibration kits with certified reference specimens representing defined burn severity levels (Level 1–4 per ISO 21946 Annex B).
What is the typical measurement repeatability under controlled conditions?
Within ±2% amplitude variation across repeated scans on identical locations using fixed probe pressure and alignment—validated per ISO 17025-accredited internal procedures.
How is system performance verified during routine operation?
Daily verification uses built-in self-test routines and reference standards; quarterly verification includes full sensor response characterization using calibrated test blocks and documented uncertainty budgets.
Related Products
")