
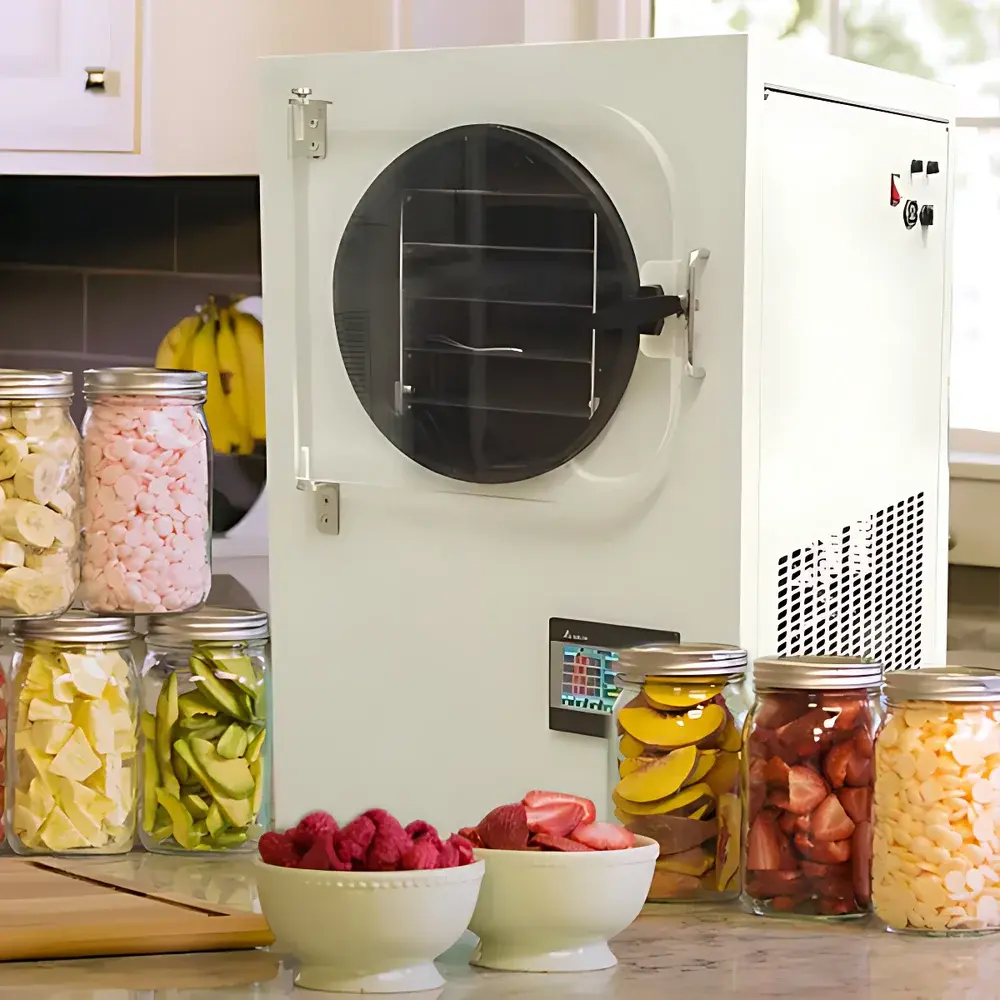



Tianfeng HFD-Series Benchtop Food Freeze Dryer for Fruits and Vegetables
| Brand | Tianfeng |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Country of Origin | China |
| Model | HFD-Series Fruit Freeze Dryer |
| Instrument Type | Standard Shelf-Type Freeze Dryer |
| Application Scope | Laboratory & Small-Scale Production |
| Freeze-Drying Area | 0.6 m² |
| Ultimate Vacuum | ≤10 Pa (at no-load) |
| Condenser Capacity | 10 kg/24 h |
| Condensing Temperature | ≤−40 °C |
| Dimensions (W×D×H) | 710 × 850 × 1080 mm |
| Power Supply | 220 V, 50 Hz |
| Rated Power | 2300 W |
| Shelf Tray Size | 330 × 440 mm × 4 trays |
| Control System | Real-time shelf temperature & process curve display, intelligent PID temperature control |
| Defrost Function | One-Touch Automatic Defrost |
Overview
The Tianfeng HFD-Series Benchtop Food Freeze Dryer is a compact, in-situ freeze-drying system engineered for laboratory-scale processing and pilot production of heat-sensitive food matrices—including fruits, vegetables, herbs, meats, broths, and traditional Chinese medicinal materials. It operates on the fundamental principle of lyophilization: a three-stage physical process comprising pre-freezing, primary drying (sublimation under vacuum), and secondary drying (desorption). During primary drying, frozen water transitions directly from solid to vapor phase below the triple point of water (0.01 °C, 611 Pa), preserving cellular microstructure and minimizing thermal degradation. This enables retention of labile phytonutrients (e.g., vitamin C, polyphenols, enzymes), volatile aromatics, and native color and texture—attributes critical for functional food R&D, nutraceutical development, and shelf-stable ingredient formulation.
Key Features
- In-situ freezing and drying: Eliminates sample transfer between freezer and dryer, reducing contamination risk and improving process reproducibility.
- Stainless steel chamber with four removable 330 × 440 mm stainless steel shelves: Optimized for uniform heat transfer and easy cleaning; total active drying area = 0.6 m².
- High-efficiency dual-stage cascade refrigeration system: Achieves condenser temperatures ≤ −40 °C, ensuring rapid ice capture and stable vacuum during extended cycles.
- Robust vacuum architecture: Integrated oil-lubricated rotary vane pump delivers ≤10 Pa ultimate vacuum (no-load), compatible with standard vacuum gauges and optional residual gas analyzers.
- Intelligent PID-based control system: Real-time graphical display of shelf temperature, chamber pressure, and condenser temperature; programmable multi-step drying profiles with ramp/soak logic.
- One-touch automatic defrost: Electric heating elements integrated into the condenser coil enable rapid, residue-free ice removal without manual disassembly.
- Compact footprint (710 × 850 × 1080 mm): Designed for benchtop integration in ISO Class 7–8 labs or small-scale food innovation facilities with limited floor space.
Sample Compatibility & Compliance
The HFD-Series accommodates heterogeneous biological samples ranging from high-moisture fruits (e.g., strawberries, mangoes, apples) to low-water-content botanicals (e.g., goji berries, ginseng slices) and aqueous-based preparations (soups, sauces, herbal decoctions). Its design conforms to core engineering requirements outlined in ISO 22000 (food safety management), ASTM F2379-22 (standard guide for lyophilization process validation), and supports GLP-compliant documentation when paired with external data loggers. While not certified for GMP manufacturing per FDA 21 CFR Part 11 out-of-the-box, its deterministic control architecture, audit-trail-capable data export (CSV), and parameter lockout functionality provide foundational readiness for regulated environments.
Software & Data Management
The embedded controller records time-stamped process variables at user-defined intervals (default: 10 s) and stores up to 100 complete cycle logs internally. Data export is supported via USB flash drive in CSV format for offline analysis in MATLAB, Python (Pandas), or commercial statistical software. Optional RS485/Modbus RTU interface enables integration with SCADA or LIMS platforms. All temperature setpoints, vacuum thresholds, and hold durations are password-protected to ensure protocol integrity across operators. No cloud connectivity or proprietary software installation is required—operation remains fully local and deterministic.
Applications
- Rapid prototyping of freeze-dried snack formulations (fruit chips, vegetable crisps) for sensory and stability testing.
- Preservation of seasonal produce for year-round analytical reference standards in QC laboratories.
- Preparation of stable, reconstitutable botanical extracts for pharmacognosy studies and TCM research.
- Development of lightweight, ambient-stable emergency rations and military field meals.
- Teaching tool for undergraduate food science courses covering mass transfer, phase equilibria, and preservation kinetics.
- Small-batch production for direct-to-consumer brands seeking clean-label, non-GMO, and organic-certified dried ingredients.
FAQ
What is the maximum batch capacity for fresh fruit?
Based on typical moisture content (80–90% w/w) and 0.6 m² drying area, a single cycle accommodates approximately 3–5 kg of raw fruit (e.g., sliced apples or strawberries), yielding ~0.3–0.5 kg of final dried product.
Can this unit handle viscous liquids like fruit purees or soups?
Yes—when pre-frozen in shallow trays (<10 mm depth) and loaded onto shelves, it effectively dries semi-solid matrices. Recommended pre-freezing at −40 °C for ≥4 h prior to vacuum initiation.
Is the vacuum pump included and serviceable on-site?
Yes—the system ships with a maintenance-ready oil-sealed rotary vane pump. Oil changes and filter replacements can be performed using standard lab tools; spare parts are stocked globally.
Does the system support validation protocols such as IQ/OQ?
While factory calibration certificates are provided, full IQ/OQ documentation requires third-party qualification services. The unit’s mechanical and electrical specifications meet baseline requirements for qualification against ASTM E2500 and Annex 15.
How often must the condenser be defrosted during continuous operation?
Under nominal load (≤8 kg/24 h), automatic defrost is typically needed every 48–72 h. Frequency increases with higher moisture loads or ambient humidity >60% RH.



