
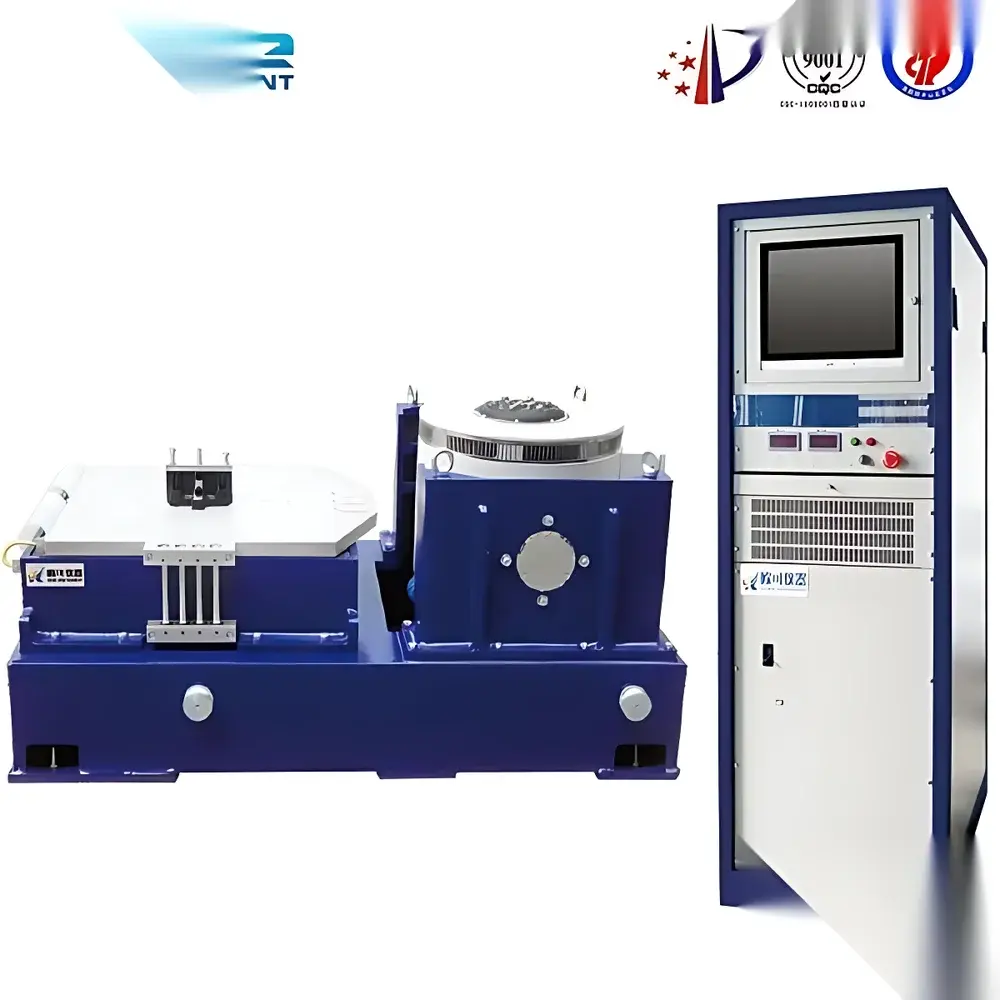
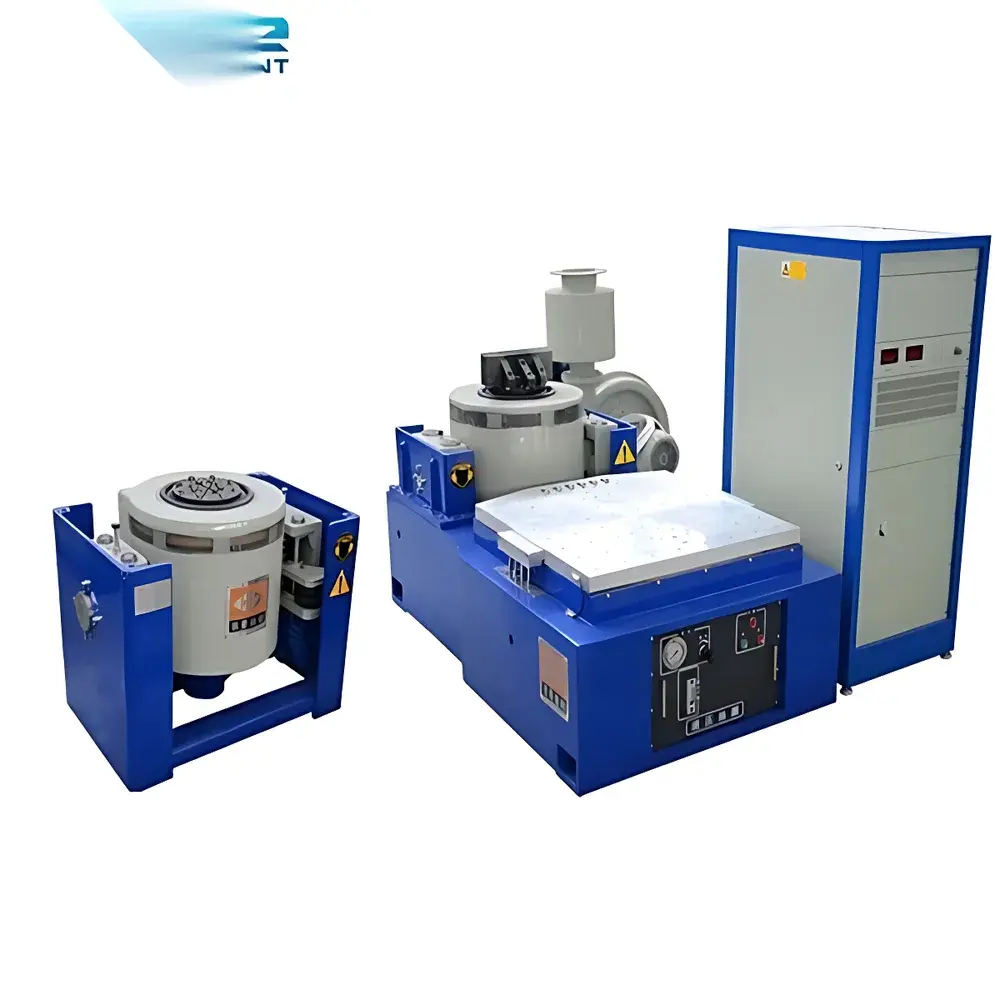
Triaxial Electro-Hydraulic Vibration Shaker
| Brand | Other Brands |
|---|---|
| Origin | Imported |
| Manufacturer Type | General Distributor |
| Load Capacity | 800 kg |
| Peak Thrust | 150 kN |
| Frequency Range | 10–55 Hz |
| Peak-to-Peak Displacement | 1.5 mm |
| Table Dimensions | 1500 × 1500 mm |
| Max Acceleration | 9 g |
| Vibration Axis | Vertical (Single-Axis Operational Mode) |
| Control Modes | Fixed-Frequency & Sweep Testing |
| Table Material | Anodized Aluminum Alloy |
| System Architecture | Electro-hydraulic Servo with High-Pressure Hydraulic Power Unit (HPU) and Real-Time PC-Based Controller |
Overview
The Triaxial Electro-Hydraulic Vibration Shaker is a high-force, low-frequency servo-controlled vibration testing system engineered for rigorous mechanical qualification of large-scale components and assemblies. Unlike electromagnetic shakers limited by force and displacement constraints, this system leverages hydraulic actuation—specifically electro-hydraulic servo valve technology—to convert high-pressure fluid energy into precise, repeatable linear motion. Its core architecture supports vertical-axis vibration testing per ISO 10816, ASTM D999, and MIL-STD-810H methods, delivering controlled sinusoidal, swept-sine, and fixed-frequency excitations. Designed for structural integrity validation under simulated operational or environmental loading conditions, it serves as a critical tool in durability assessment workflows for aerospace subassemblies, marine propulsion modules, automotive powertrain systems, and civil infrastructure mock-ups subjected to seismic simulation protocols.
Key Features
- High-thrust electro-hydraulic actuation with 150 kN peak dynamic force output, enabling realistic simulation of ground-borne or vehicle-mounted vibratory loads
- Robust anodized aluminum test table (1500 × 1500 mm) offering high stiffness-to-mass ratio and uniform modal response across the surface
- Low-frequency capability down to 10 Hz with stable amplitude control up to ±0.75 mm (1.5 mm p-p), optimized for resonance detection and fatigue initiation studies
- Integrated high-pressure hydraulic power unit (HPU) featuring precision filtration (≤3 µm absolute), thermostatically regulated cooling, and pressure ripple suppression
- Real-time PC-based control system compliant with IEEE 1451.4 transducer interface standards, supporting closed-loop acceleration/force feedback with ≤0.5% amplitude linearity error
- Modular mechanical support frame with reinforced lateral load-bearing guides, ensuring minimal cross-axis coupling during vertical excitation
Sample Compatibility & Compliance
The shaker accommodates test specimens up to 800 kg mass with center-of-gravity height ≤600 mm above table surface. Fixture mounting follows ISO 5344 mechanical interface specifications (M12 threaded holes on 100 mm grid). The system meets mechanical safety requirements per EN 61000-6-2 (immunity) and EN 61000-6-4 (emission), and its control software architecture supports audit-ready data logging aligned with GLP and GMP documentation practices. While not certified to IEC 61000-4-28 (vibration immunity), it complies with vibration test method definitions in ISO 2041:2018 (vocabulary) and ISO 5347 series (transducer calibration).
Software & Data Management
Control and analysis are executed via a deterministic real-time operating system (RTOS)-based application running on an industrial-grade PC. The software provides full waveform definition (sine, swept sine, shock pulse), time-history playback, and automated test sequencing. All test parameters—including setpoint amplitude, frequency sweep rate, dwell duration, and limit thresholds—are stored with timestamped metadata. Raw acceleration and force channel data are acquired at 20 kHz sampling rate and exported in ASAM MDF 4.1 format. Audit trails record operator ID, parameter changes, and system state transitions, satisfying traceability requirements under FDA 21 CFR Part 11 when deployed in regulated quality assurance environments.
Applications
- Automotive: Powertrain mount durability, battery pack structural integrity verification, and chassis component resonance mapping
- Aerospace: Avionics rack qualification per DO-160 Section 8, landing gear subsystem shake testing
- Marine: Propulsion shaft alignment validation, sonar dome housing fatigue assessment
- Civil Engineering: Seismic response simulation of bridge deck segments and prefabricated wall panels
- Industrial Equipment: Heavy machinery baseplate vibration transmission analysis and foundation design verification
FAQ
What does “Triaxial” refer to in the product name?
The designation reflects the mechanical design’s capacity to support multi-axis mounting configurations—though standard operation is configured for vertical (Z-axis) excitation per test standard requirements. Optional horizontal actuators may be integrated for orthogonal testing upon system reconfiguration.
Is the 150 kN thrust rating achievable across the entire 10–55 Hz range?
Thrust output is frequency-dependent; maximum force is maintained from 10 Hz to ~25 Hz. Above 25 Hz, force capability declines inversely with frequency to preserve hydraulic power limits and thermal stability.
Can the system perform random vibration testing?
This base configuration supports only deterministic waveforms (fixed-frequency and swept-sine). Random vibration capability requires optional spectral control firmware and enhanced HPU cooling capacity—available as a factory-upgrade package.
What maintenance intervals are recommended for the hydraulic power unit?
Oil analysis and filter replacement are required every 1,000 operational hours or annually—whichever occurs first. Full HPU inspection, including servo valve calibration and accumulator precharge verification, is scheduled at 5,000-hour intervals.
Does the controller support third-party DAQ integration?
Yes—the system exposes analog I/O (±10 V, 16-bit) and Ethernet/IP interfaces for synchronization with external data acquisition systems, including National Instruments PXI platforms and Dewesoft X-series recorders.



