

Nabertherm L 24/11 BO Ashing Furnace with Integrated Exhaust Aftertreatment System
| Brand | Nabertherm |
|---|---|
| Origin | Germany |
| Model | L 24/11 BO |
| Instrument Type | Box-type Muffle Furnace |
| Max Temperature | 1100°C |
| Temperature Control Accuracy | ±1°C |
| Max Power | 9000 W |
| Ramp Time to Max Temp | 95 min |
| Heating Method | Resistance Wire Heating |
| Internal Dimensions | 250 × 280 × 340 mm |
| Exhaust Treatment | Thermal & Catalytic Afterburning up to 850°C |
| Air Preheating | Yes (via bottom heating plate) |
| Safety Compliance | EN 60519-2 Class 2 Overtemperature Protection |
| Insulation Material | Non-carcinogenic Ceramic Fiber (TRGS 905 Class 1/2) |
| Construction | Double-walled Stainless Steel Casing with Textured Finish |
| Door Mechanism | Spring-assisted Mechanical Lock |
| Data Logging | NTLog Basic (USB flash drive) |
| Optional Software | VCD Process Control & Documentation Suite |
Overview
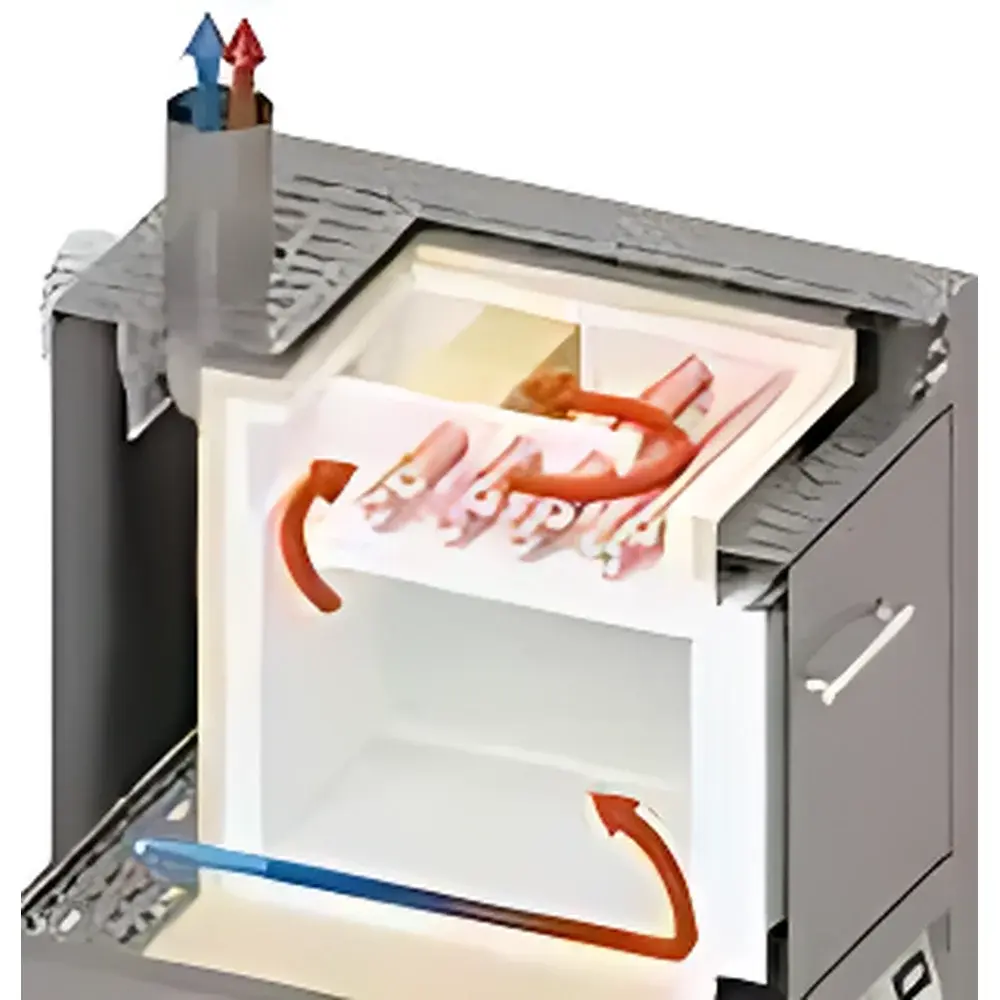
The Nabertherm L 24/11 BO is a high-performance, laboratory-grade ashing furnace engineered for controlled thermal decomposition of organic matrices under oxidizing conditions. Designed according to DIN EN 13725 and aligned with ASTM D2974, ISO 1171, and USP requirements for loss-on-ignition (LOI) and ash content determination, this furnace integrates dual-stage thermal processing capability: primary ashing at ≤600 °C followed by high-temperature calcination or sintering up to 1100 °C — all within a single chamber. Its core architecture employs three-sided resistive heating (left, right, and bottom), ensuring exceptional temperature uniformity (±3 °C across the working volume at 1000 °C, per Nabertherm internal validation). The furnace operates on a closed-loop air management principle: ambient air is drawn in, preheated via conduction from the bottom heating plate, and introduced into the chamber to sustain stoichiometric combustion during ashing. Exhaust gases are routed through an integrated afterburner operating at up to 850 °C, where residual hydrocarbons undergo thermal oxidation and catalytic conversion — significantly reducing CO, VOC, and particulate emissions prior to venting.
Key Features
- Integrated exhaust aftertreatment system combining thermal afterburning (up to 850 °C) and catalytic cleaning, compliant with German TA Luft emission guidelines for laboratory-scale thermal processes
- Triple-zone resistive heating configuration (two lateral walls + floor-mounted ceramic heating plate) enabling rapid heat-up and stable isothermal hold performance
- Double-walled stainless steel housing with textured surface finish, maintaining external surface temperatures below 55 °C at maximum operating temperature — certified per EN 60519-2
- Non-carcinogenic, TRGS 905 Class 1/2 certified ceramic fiber insulation, eliminating health hazards associated with legacy refractory materials
- Mechanically interlocked hinged door with spring-assisted latching mechanism, preventing accidental opening during operation and supporting GLP-compliant procedural integrity
- Dual-stage temperature control logic: dedicated ashing mode (≤600 °C) with active oxygen supply management, and high-temp mode (up to 1100 °C) for post-ashing calcination or ceramic densification
- EN 60519-2 Level 2 overtemperature protection system with independent bimetallic cut-off switch, providing fail-safe thermal containment
Sample Compatibility & Compliance
The L 24/11 BO accommodates diverse sample formats including crucibles (Pt, Al₂O₃, SiC), ceramic setters, and polymer molds — supporting batch ashing of foodstuffs (e.g., dairy, cereals), pharmaceutical excipients, geological sediments, and AM-printed green bodies. Its design conforms to key regulatory frameworks: FDA 21 CFR Part 11 readiness (when paired with VCD software), ISO/IEC 17025 traceability requirements for calibration documentation, and EU Directive 2010/75/EU (IED) thresholds for small-scale thermal treatment units. All internal components meet RoHS and REACH substance restrictions. The furnace’s air-intake and exhaust monitoring circuitry provides real-time verification of airflow integrity — essential for auditable ashing protocols in accredited QC labs.
Software & Data Management
Standard NTLog Basic firmware enables time-stamped process recording (temperature, setpoint, ramp rate, dwell time) directly onto USB storage media — generating CSV-compatible logs suitable for 21 CFR Part 11 Annex 11–aligned review. Optional VCD (Virtual Control Device) software extends functionality to remote supervision, multi-furnace synchronization, electronic signature capture, and automated report generation compliant with GLP/GMP Annex 15 validation templates. VCD supports configurable alarm escalation (email/SMS), audit trail export with immutable timestamps, and integration with LIMS via OPC UA or Modbus TCP. All controller firmware updates follow IEC 62443-3-3 security principles, with signed firmware packages and secure boot enforcement.
Applications
- Quantitative ash content analysis in food, feed, and agricultural products per AOAC 942.05 and ISO 2171
- Thermal debinding of polymer-bonded metal or ceramic green parts in additive manufacturing workflows
- LOI determination in cement, fly ash, and soil samples per ASTM C114 and EN 196-2
- Pre-sintering thermal conditioning of technical ceramics and battery cathode precursors
- Heat cleaning of injection molding tools without dimensional distortion or surface oxidation
- Residue quantification in pharmaceutical raw material testing (ICH Q5D, USP )
FAQ
What safety certifications does the L 24/11 BO hold?
It complies with EN 60519-2 (electrical safety for industrial electroheating equipment), EN 61000-6-4 (EMC emissions), and carries CE marking under the EU Machinery Directive 2006/42/EC.
Can the furnace be validated for GMP environments?
Yes — when equipped with VCD software and calibrated per IQ/OQ/PQ protocols, it meets Annex 15 requirements for computerized system validation and data integrity.
Is catalytic aftertreatment mandatory for all ashing applications?
Catalytic cleaning is activated only during ≤600 °C ashing cycles; above that threshold, thermal afterburning remains active, but catalyst engagement is bypassed to preserve catalyst longevity.
How is temperature uniformity verified across the chamber?
Nabertherm provides factory-issued temperature mapping reports (per ASTM E2203) covering nine-point spatial profiling at 600 °C and 1000 °C, included with each unit shipment.
Does the furnace support programmable multi-step ramps?
Yes — the Nabertherm controller supports up to 32 segments per program, with adjustable ramp rates (0.1–30 °C/min), dwell times (0–999 h 59 min), and conditional branching based on thermocouple feedback.



