


Stresstech CamScan Barkhausen Noise-Based Camshaft Grinding Burn Detection System
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | CamScan |
| Power Supply | 90–260 VAC, 47–63 Hz, single-phase |
| Rated Power | 120 VA |
| Operating Temperature | 10–50 °C (non-condensing) |
| Operating Humidity | 10–90 % RH (non-condensing) |
| Magnetization Frequency Range | Sine wave 1–1000 Hz, Triangle wave 1–150 Hz |
| Demagnetization | Automatic |
| Control Architecture | Industrial PLC + Embedded PC with Real-Time OS |
| Compliance | Designed for ISO 10893-13, ASTM E3022, and EN 10204 Type 3.1 applications |
Overview
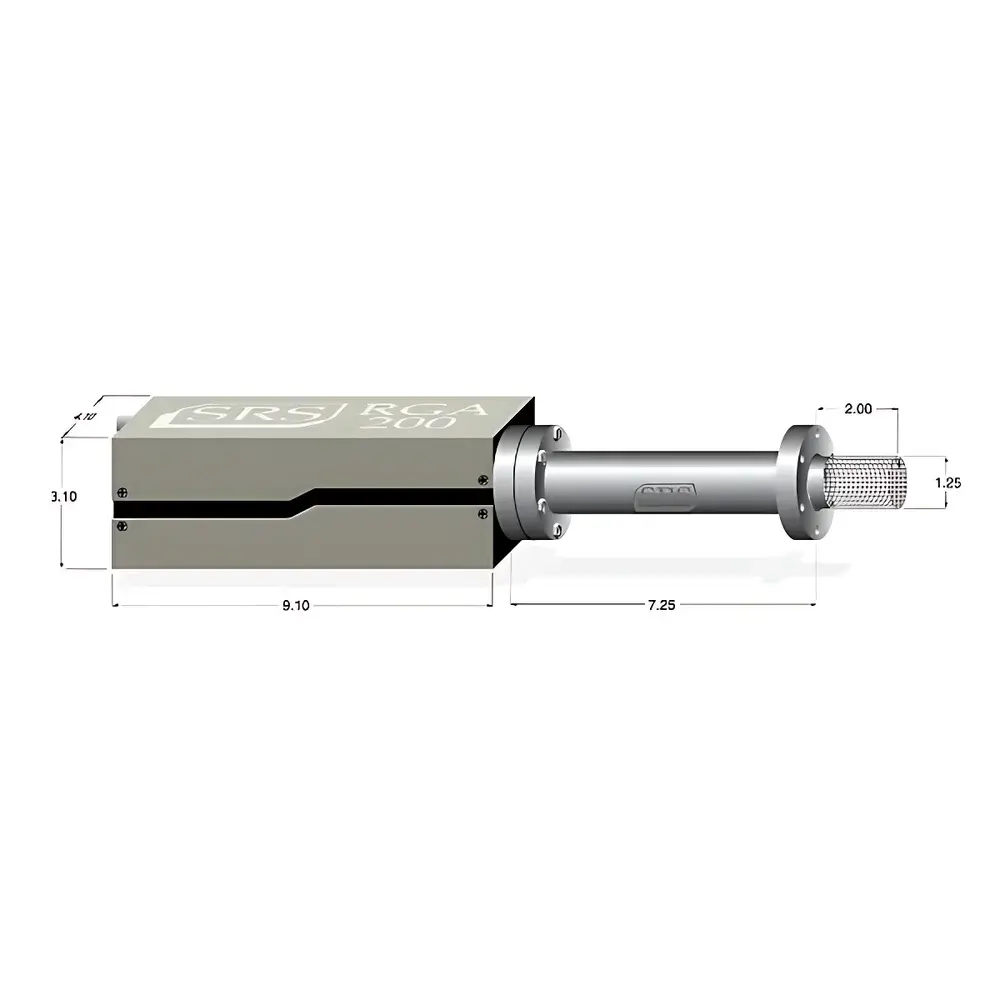
The Stresstech CamScan is a precision-engineered, Barkhausen noise analysis (BNA)-based non-destructive testing (NDT) system specifically developed for the detection of grinding-induced thermal damage—commonly referred to as “grinding burn”—on camshafts, crankshafts, bearing journals, and other rotationally symmetric cylindrical components. Unlike conventional eddy current or ultrasonic methods, the CamScan leverages the magneto-acoustic response of ferromagnetic materials under controlled dynamic magnetization. When localized microstructural changes occur due to excessive heat during grinding—such as untempered martensite, residual tensile stress gradients, or phase transformations—the magnetic domain wall mobility is altered, generating a quantifiable Barkhausen emission signal. This principle enables highly sensitive, surface-near (typically 0.02–0.2 mm depth) discrimination between thermally stable and thermally damaged microstructures without surface preparation or coupling media.
Key Features
- Patented dual-waveform magnetization: Independent sine-wave (1–1000 Hz) and triangle-wave (1–150 Hz) excitation modes optimized for varying material grades and hardness levels (e.g., case-hardened 16MnCr5, nitrided 42CrMo4, or austempered ductile iron).
- Automated demagnetization cycle integrated into each measurement sequence, ensuring zero remanent field interference and compliance with ISO 10893-13 Annex B requirements.
- Industrial-grade control architecture: Programmable Logic Controller (PLC) synchronized with an embedded real-time operating system (RTOS) PC, enabling deterministic timing, traceable event logging, and seamless integration into automated production lines.
- Modular probe design: Interchangeable Hall-effect and inductive sensor heads calibrated for curvature radii from 8 mm to 250 mm—covering standard intake/exhaust cam lobes, nose radii, and journal surfaces.
- Measurement repeatability: <±2.5 % RSD (Relative Standard Deviation) across 50 consecutive scans on NIST-traceable reference specimens per ASTM E3022 Annex A2 verification protocol.
Sample Compatibility & Compliance
The CamScan is validated for use on ferromagnetic steel components with hardness ranges from 35–65 HRC and carbon equivalents (CE) ≥0.4 wt%. It supports full-circumferential scanning of parts up to Ø300 mm × 1200 mm length, including multi-lobe camshafts with variable lift profiles. All hardware and firmware comply with CE marking directives (EMC 2014/30/EU, Low Voltage 2014/35/EU), and software architecture conforms to FDA 21 CFR Part 11 requirements for electronic records and signatures—including audit trail, user access control, and data integrity safeguards. Calibration certificates are issued per ISO/IEC 17025-accredited procedures by Stresstech’s Espoo-based metrology lab.
Software & Data Management
Stresstech’s proprietary ScanMaster v5.2 software provides full acquisition, visualization, and reporting functionality. Each scan generates time-synchronized waveform data, RMS amplitude maps, and derivative-based burn severity indices aligned to angular position (0–360°). Data export formats include CSV (for statistical process control integration), XML (for MES/SCADA systems), and PDF reports compliant with ASME BPVC Section V, Article 24. The system supports configurable pass/fail thresholds based on material-specific reference libraries, and all measurement sessions are automatically timestamped, operator-ID tagged, and archived with SHA-256 hash integrity verification.
Applications
The CamScan serves critical quality assurance functions across high-reliability manufacturing sectors: in automotive powertrain plants, it verifies camshaft integrity post-grinding prior to engine assembly; in aerospace MRO facilities, it screens turbine shafts for rework-induced subsurface damage; in nuclear component suppliers, it validates surface integrity of control rod drive mechanisms; and in academic metallurgy labs, it supports fundamental research on thermomechanical fatigue interactions in hardened steels. Its ability to detect early-stage burn—before macro-crack formation—directly supports predictive maintenance strategies and reduces field failure rates in safety-critical rotating machinery.
FAQ
What standards does the CamScan comply with for grinding burn assessment?
The system meets the technical requirements of ISO 10893-13 (Non-destructive testing of welds — Testing of welds by magnetic particle testing — Part 13: Guidance on the use of Barkhausen noise analysis for detection of grinding burns), ASTM E3022 (Standard Practice for Validation of Scanning Laser Vibrometer Measurements), and EN 10204 Type 3.1 material certification workflows.
Can the CamScan be integrated into an existing factory automation system?
Yes—it features native OPC UA server support, Modbus TCP interface, and programmable digital I/O signals for direct handshake with Siemens S7, Rockwell Logix, or Beckhoff CX series PLCs.
Is operator training required before deployment?
Stresstech provides certified Level 2 NDT training (aligned with EN ISO 9712) upon installation, covering calibration, reference specimen handling, signal interpretation, and report generation.
How frequently must the system be recalibrated?
Annual traceable recalibration is recommended; however, daily verification using Stresstech-certified burn reference rings (part no. REF-CAM-BURN-01 through -04) ensures ongoing measurement validity per internal QA protocols.
Does the CamScan require special environmental conditions beyond standard workshop specifications?
No—operation is specified for ambient temperatures of 10–50 °C and relative humidity up to 90 % non-condensing, making it suitable for shop-floor deployment without climate-controlled enclosures.
Related Products

")