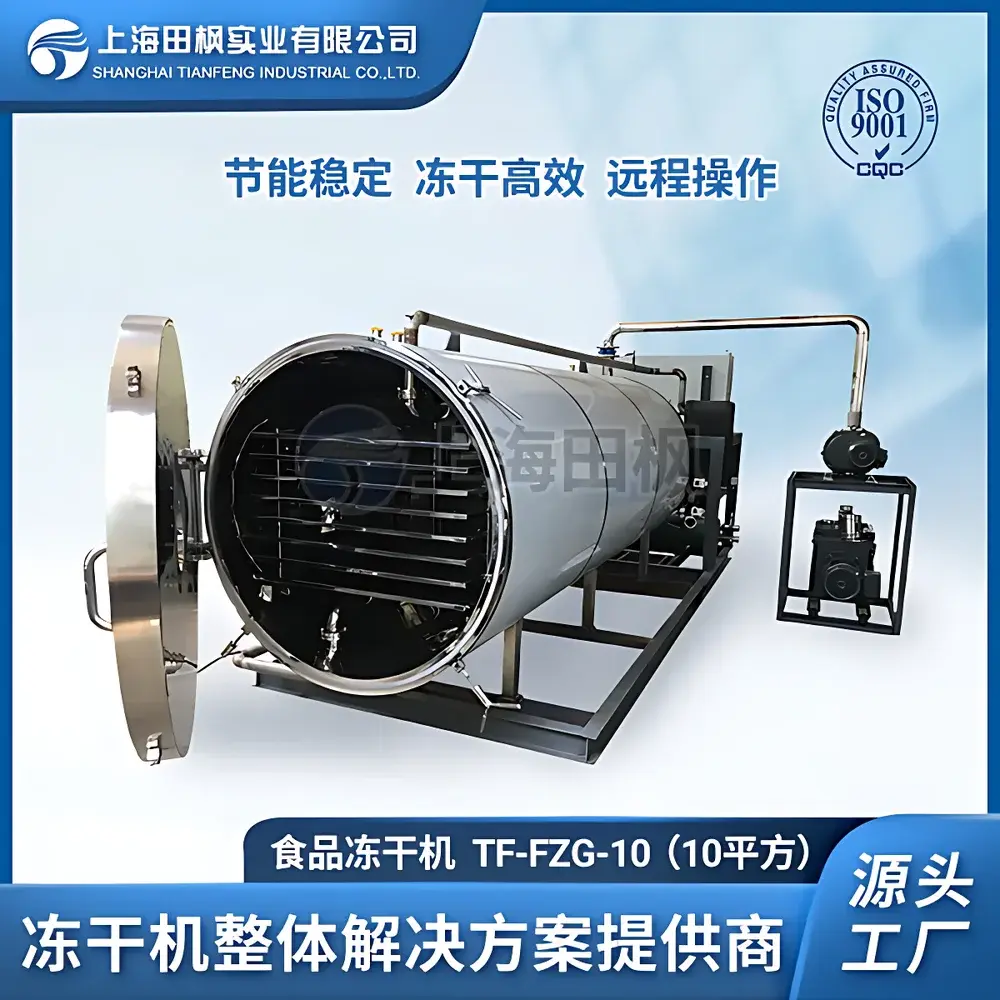


Tianfeng TF-FZG-10 Industrial-Scale Food Freeze Dryer
| Brand | Tianfeng |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Product Category | Domestic |
| Model | TF-FZG-10 |
| Instrument Type | Standard Shelf-Type Freeze Dryer |
| Application Scope | Production-Scale Processing |
| Freeze-Drying Area | 10.5 m² |
| Ultimate Vacuum | ≤ 2.7 Pa |
| Condensate Capacity (24 h) | 200 kg/24h |
| Cold Trap Temperature | ≤ −65 °C |
| Main Unit Dimensions | 6300 × 2100 × 3600 mm |
| Shelf Configuration | 7+1 stainless steel shelves (150 × 100 × 2 cm), 65 mm spacing |
| Shelf Temperature Range | −45 °C to +80 °C |
| Heating Power (Optional Electric) | 16 kW |
| Total Installed Power | 63 kW |
| Control System | Omron PLC + Industrial PC with Wi-Fi & Remote Monitoring Capability |
| Chamber Material | 304 Food-Grade Stainless Steel (Mirror-Finished Interior, Sandblasted Exterior) |
| Weight | 6.5 t |
Overview
The Tianfeng TF-FZG-10 is an industrial-scale shelf-type freeze dryer engineered for high-reliability, GMP-aligned production of heat-sensitive food and nutraceutical products. It operates on the fundamental principle of lyophilization—sequential freezing, primary drying (sublimation under vacuum), and secondary drying (desorption)—to remove water while preserving structural integrity, enzymatic activity, volatile compounds, and nutritional profiles. Unlike conventional hot-air or spray-drying methods, this system maintains native conformation of proteins, probiotics, and bioactive peptides, making it essential for processing beef extracts, probiotic cultures, fruit juice concentrates, bird’s nest hydrolysates, and other premium functional ingredients. The chamber’s full 304 stainless steel construction—mirror-polished interior surfaces and electropolished welds—meets hygienic design standards required for food-grade manufacturing environments and facilitates validation per FDA 21 CFR Part 11 and EU Annex 11 when integrated with audit-trail-enabled software.
Key Features
- Production-capable freeze-drying area of 10.5 m² across eight temperature-controlled shelves (7 active + 1 bottom shelf), each dimensioned at 150 × 100 × 2 cm with uniform 65 mm vertical spacing for optimal airflow and batch scalability.
- Cold trap rated to ≤ −65 °C, enabling efficient condensation of sublimated water vapor from highly concentrated biological matrices such as fermented dairy cultures or enzymatically hydrolyzed collagen solutions.
- Ultimate vacuum performance ≤ 2.7 Pa achieved via configurable vacuum pump train (rotary vane or dry screw options available), ensuring low residual moisture content (< 2% w/w) in final dried cakes without collapse or melt-back.
- Shelf temperature control range of −45 °C to +80 °C supports both deep freezing of viscous liquids (e.g., probiotic suspensions) and controlled ramped drying protocols for delicate fruit pulps or meat hydrolysates.
- Integrated Omron PLC-based automation system paired with an industrial PC interface provides real-time monitoring of pressure, shelf/cold trap temperatures, condensate mass accumulation, and process timing—fully compatible with remote diagnostics and secure cloud-based data logging.
- Energy-optimized refrigeration architecture utilizing food-grade thermal oil circulation and optional 16 kW electric shelf heating allows precise thermal profiling, minimizing cycle time without compromising product quality.
Sample Compatibility & Compliance
The TF-FZG-10 accommodates a broad spectrum of food and biologically derived feedstocks—including minced beef homogenates, lactic acid bacterial suspensions (Lactobacillus, Bifidobacterium), clarified fruit juices (e.g., pomegranate, acerola), and hydrolyzed avian glycoproteins (e.g., edible bird’s nest). All wetted parts comply with ISO 22000 hygiene requirements and are constructed from ASTM A240 304 stainless steel with Ra ≤ 0.4 µm surface finish. The chamber design conforms to ASME BPVC Section VIII Div. 1 pressure vessel standards, and the control architecture supports electronic signature implementation, alarm event logging, and change management workflows aligned with GMP Annex 15 and ICH Q5C stability testing guidelines.
Software & Data Management
The embedded IPC runs validated freeze-drying software with configurable recipe management, multi-stage drying profile programming (including ramp/hold steps, pressure modulation, and shelf-heating rate limits), and automated endpoint detection based on product thermocouple trends and pressure rise tests. All operational data—including timestamps, operator IDs, parameter deviations, and alarm acknowledgments—are stored locally with redundant backup and exportable in CSV or PDF formats compliant with FDA 21 CFR Part 11 requirements. Optional integration with MES/SCADA systems enables batch record generation, electronic batch release, and real-time SPC charting for critical quality attributes (CQAs) such as residual moisture and reconstitution time.
Applications
This system serves R&D-to-production scale-up needs across multiple regulated sectors: stabilization of live probiotic powders for functional foods; dehydration of enzyme-rich meat extracts for flavor enhancers; preservation of anthocyanin-rich fruit concentrates without thermal degradation; long-term storage of immunomodulatory nutraceuticals (e.g., royal jelly, deer antler velvet); and preparation of sterile-ready intermediates for oral dissolving films or sachet formulations. Its reproducible drying kinetics support process validation studies per ISO 13485 and USP for container closure integrity and moisture barrier performance.
FAQ
What types of food matrices can be processed in the TF-FZG-10 without pre-formulation optimization?
Beef purees, probiotic broths (OD600 ≥ 1.2), clarified fruit juices (<5% pulp), and aqueous bird’s nest extracts (≤ 5% solids) demonstrate consistent drying behavior using standard ramp-hold cycles.
Is the system suitable for GLP-compliant stability testing?
Yes—when equipped with calibrated PT100 shelf sensors, Class II vacuum gauges, and audit-trail-enabled software, it meets OECD GLP Principles for long-term accelerated and real-time stability studies.
Can the cold trap capacity handle continuous operation with high-moisture feedstocks like fresh fruit pulp?
With its 200 kg/24h condensate capacity and dual-stage refrigeration, the unit sustains stable vacuum during extended primary drying phases typical of high-water-content materials (≥ 85% initial moisture).
Does the control system support IQ/OQ/PQ documentation packages?
Tianfeng provides vendor-qualified protocol templates, calibration certificates for all field instruments, and FAT/SAT reports traceable to NIST standards.
What maintenance intervals are recommended for sustained GMP operation?
Vacuum pump oil changes every 500 operating hours; cold trap defrosting every 3–5 batches; shelf surface passivation and leak testing semiannually per internal SOPs.



