


KJ GROUP SP-MSM-16AT High-Throughput Inverting Arc Melting System
| Brand | KJ GROUP |
|---|---|
| Origin | Liaoning, China |
| Manufacturer Type | Original Equipment Manufacturer (OEM) |
| Country of Origin | China |
| Model | SP-MSM-16AT |
| Max Operating Temperature | 3500 °C |
| Power Supply | AC 220/380 V, 50 ±0.5 Hz |
| Total Power Consumption | <40 kW |
| Cooling Capacity | 16 L/min (integrated KJ-5300 chiller) |
| Electrode | Ø6 mm tungsten with water cooling |
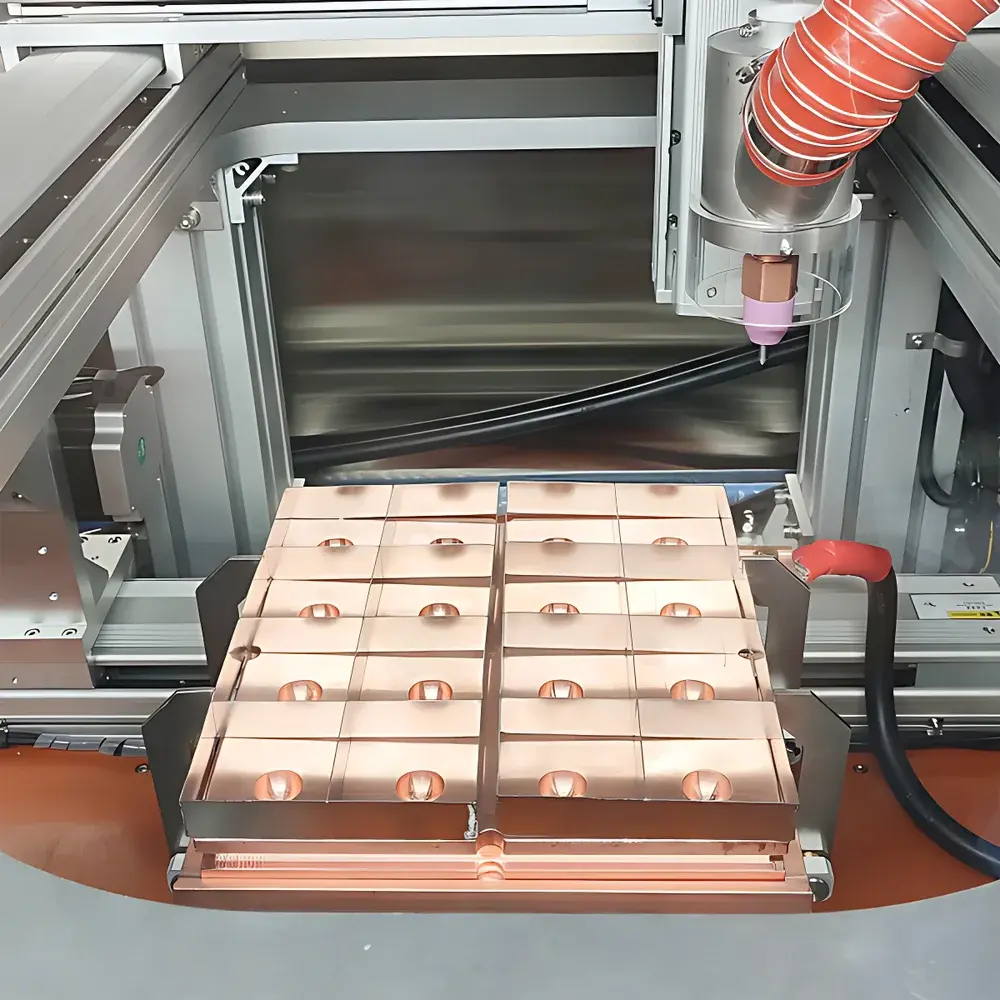
| Crucible Array | 16 × Ø20 mm water-cooled copper crucibles |
| Arc Current Range | 20–300 A DC |
| Ignition Method | High-frequency start |
| Gas Purity Requirement | Ar ≥99.999% (5N), H₂/Ar mixture (5% H₂ / 95% Ar) for regeneration |
| Glovebox Atmosphere Control | H₂O & O₂ <1 ppm (continuous monitoring via integrated dew point & O₂ analyzers, ±0.1 ppm accuracy) |
| Glovebox Dimensions (L×W×H) | 2715×1050×900 mm |
| Transition Chamber | Dual (360×700 mm and 150×300 mm) |
| Weight | ~700 kg |
Overview
The KJ GROUP SP-MSM-16AT High-Throughput Inverting Arc Melting System is an integrated, glovebox-enclosed metallurgical platform engineered for rapid, reproducible synthesis and compositional screening of refractory alloys, intermetallics, and high-entropy materials. It operates on the principle of direct-current (DC) arc melting under inert or reducing atmospheres—where a high-current arc (20–300 A) is struck between a water-cooled tungsten electrode and conductive samples within copper crucibles, generating localized temperatures up to 3500 °C. This enables full melting and homogenization of elements with exceptionally high melting points (e.g., Mo, W, Ta, Nb, C, B). The system’s defining capability lies in its synchronized 16-position crucible array and programmable mechanical inversion mechanism, allowing automated top-to-bottom sample flipping during solidification to minimize segregation and promote compositional uniformity across all 16 ingots per cycle. Designed for compatibility with laboratory automation infrastructure, it supports integration with AGVs and robotic manipulators via standard Ethernet/IP and Modbus TCP interfaces.
Key Features
- 16-channel parallel melting architecture with individually addressable, water-cooled copper crucibles (Ø20 mm), each precisely positioned using X-Y-Z motorized translation stages and verified by optical position sensors.
- Automated in-situ sample inversion: programmable flip sequence (1–10 cycles per melt) executed via stepper-driven telescoping tray with locating pins—ensuring repeatable orientation and thermal history control.
- Integrated high-purity inert atmosphere glovebox (2715×1050×900 mm internal volume) featuring dual transition chambers (360×700 mm and 150×300 mm), 8-inch nitrile gloves, and hinged front window for real-time visual monitoring of arc ignition, melt pool dynamics, and solidification behavior.
- Gas purification system with single-column regeneration, continuous moisture/oxygen removal (<1 ppm H₂O/O₂), and on-board dew point analyzer (±0.1 ppm resolution) and oxygen sensor (0–999 ppm range).
- Dual-control interface: right-side glovebox master HMI for atmosphere management and left-side dedicated arc controller with touchscreen programming of arc gap, current ramp profile, dwell time, and inversion logic.
- Comprehensive thermal management: integrated KJ-5300 recirculating chiller (16 L/min flow rate) cools both tungsten electrode and crucible base; all electrical feedthroughs isolated with phenolic resin mounts to prevent thermal conduction and grounding interference.
Sample Compatibility & Compliance
The SP-MSM-16AT accommodates metallic, intermetallic, and ceramic precursor mixtures in pellet or compacted powder form (max. 5 g per crucible). It supports synthesis under argon (≥5N purity), argon–hydrogen mixtures (5% H₂ for oxide reduction), or nitrogen (for nitride-forming systems), with gas delivery routed through ISO-KF flanged ports on the rear panel. All internal surfaces are electropolished stainless steel (304/316), compliant with ASTM F86 for surface passivation. The glovebox meets ISO 14644-1 Class 5 (ISO Class 5) particulate cleanliness standards via 0.3 µm HEPA filtration at exhaust. Pressure regulation maintains ±5 Pa overpressure relative to ambient—critical for maintaining atmospheric integrity during transition chamber operation. The system is engineered for GLP-compliant workflows: all process parameters (current, time, gas composition, temperature proxies) are timestamped and stored locally with audit-trail capability.
Software & Data Management
Operation is managed through two synchronized embedded Linux-based HMIs: one for glovebox environmental control (gas flow rates, regeneration cycles, alarm thresholds) and another for arc process sequencing (current setpoint ramps, arc duration, inversion timing). Both interfaces log data to internal SSD storage (≥32 GB) in CSV and SQLite formats, with optional export via USB or Ethernet. Remote access is enabled via secure VNC-over-SSH (disabled by default). No proprietary cloud services are required or installed. Data export complies with FDA 21 CFR Part 11 requirements when configured with user authentication, electronic signatures, and immutable audit logs—making it suitable for regulated R&D environments. All firmware updates are delivered as signed .bin files with SHA-256 verification.
Applications
- High-throughput phase diagram mapping of multi-component alloy systems (e.g., Al–X–Y–Z quaternaries) via combinatorial sample arrays.
- Rapid prototyping of refractory high-entropy alloys (HEAs) and medium-entropy alloys (MEAs) for aerospace and nuclear applications.
- Controlled synthesis of metastable intermetallic phases requiring precise thermal gradients and minimal solute segregation.
- Preparation of master alloys for subsequent casting, additive manufacturing feedstock qualification, or TEM lamella extraction.
- In-situ observation studies of melt pool stability, dendritic growth kinetics, and gas-metal interaction under ultra-low oxygen partial pressures.
- Method development for ASTM E2922 (Standard Practice for Arc Melting of Metals and Alloys) and ISO 11575 (Metallographic specimen preparation).
FAQ
What inert gas purity is required for stable arc operation?
Argon with minimum 99.999% purity (5N) and impurity levels ≤5 ppm H₂O and ≤5 ppm O₂ is mandatory. Lower purity results in unstable arcing, electrode erosion, and oxide inclusion formation.
Can the system operate without hydrogen in the glovebox atmosphere?
Yes—the primary operating atmosphere is high-purity argon. Hydrogen (5% in Ar) is used only during periodic regeneration of the purification column and is not present during active melting.
Is the 3500 °C temperature rating achievable for all sample compositions?
The 3500 °C rating reflects the theoretical peak plasma temperature of the DC arc under optimal conditions. Actual sample melt temperature depends on composition, mass, thermal conductivity, and crucible contact—typically ranging from 1800 °C (Ti-based) to >3200 °C (W–C systems).
How is crucible positioning accuracy maintained during thermal cycling?
Each crucible is mechanically registered using hardened steel locating pins embedded in the thermally isolated copper base plate. Thermal expansion is compensated by low-CTE ceramic spacers and real-time positional feedback from Hall-effect sensors mounted on the Z-stage.
Does the system support external PLC integration for factory-floor deployment?
Yes—digital I/O (24 V DC, opto-isolated) and Modbus TCP over Ethernet are provided for synchronization with MES systems, AGVs, or robotic loading arms per SEMI E10 and ISA-88 standards.



