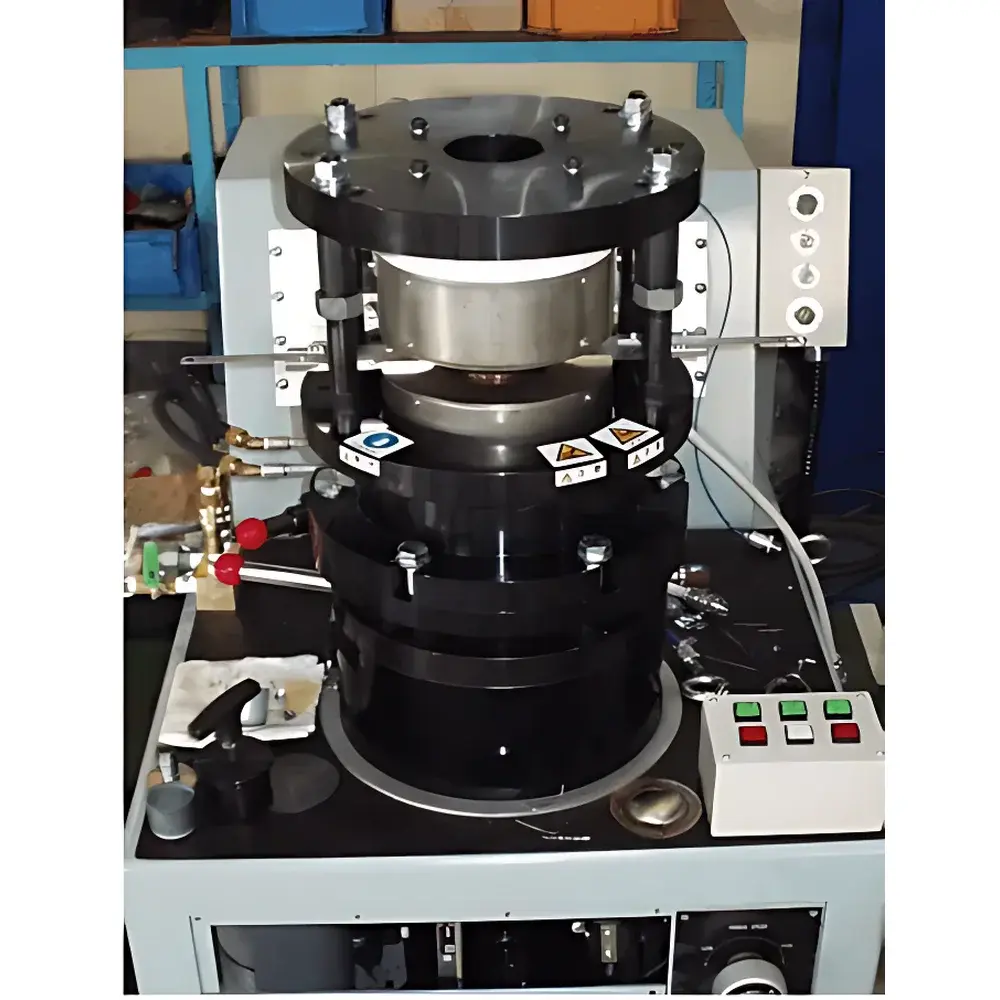
SAS-120D-DH Automotive Thin Steel Sheet Cold & Hot Forming Testing System
| Origin | Japan |
|---|---|
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported Instrument |
| Model | SAS-120D-DH |
| Price | USD 165,000 (FOB Yokohama) |
Overview
The SAS-120D-DH Automotive Thin Steel Sheet Cold & Hot Forming Testing System is an engineered mechanical testing platform designed to replicate and quantify the thermo-mechanical deformation behavior of advanced high-strength thin-gauge steel sheets under controlled temperature and load conditions. Based on the validated design principles implemented at Hiroshima University’s Advanced Materials Processing Laboratory, this system employs a servo-hydraulic actuation architecture coupled with integrated high-temperature furnace technology to deliver precise, repeatable uniaxial or biaxial forming simulations. It operates across a continuous thermal range from ambient temperature up to 500 °C—enabling direct correlation between microstructural evolution (e.g., dynamic recrystallization, phase transformation kinetics) and macroscopic formability metrics such as limiting drawing ratio (LDR), fracture strain, and springback magnitude. Unlike conventional tensile testers, the SAS-120D-DH incorporates real-time displacement-controlled punch stroke profiling, synchronized thermal gradient mapping, and force-displacement-temperature data fusion—making it uniquely suited for evaluating next-generation press-hardening steels (PHS), dual-phase (DP), transformation-induced plasticity (TRIP), and twinning-induced plasticity (TWIP) alloys.
Key Features
- Servo-hydraulic loading frame with 120 kN maximum static capacity and ±0.5% load accuracy per ASTM E4
- Integrated radiant heating furnace with programmable ramp rates (0.1–20 °C/min) and axial temperature uniformity ≤±3 °C over 50 mm gauge length
- High-resolution optical extensometry (0.1 µm resolution) and digital image correlation (DIC) compatibility for full-field strain mapping
- Modular tooling interface supporting Nakajima-type dome stretching, Erichsen cupping, and Marciniak-type biaxial stretch-bending configurations
- Real-time closed-loop control of punch displacement, load, and specimen surface temperature via PID-regulated feedback
- Compliance with ISO 16842 (metallic materials — sheet and strip — determination of forming limit curves) and JIS Z 2247 (cold working properties of steel sheets)
Sample Compatibility & Compliance
The SAS-120D-DH accommodates standard sheet specimens measuring 100 mm × 100 mm (minimum) up to 200 mm × 200 mm (maximum), with thicknesses ranging from 0.5 mm to 2.5 mm. It supports both cold-rolled (CR) and hot-rolled (HR) carbon-manganese, bake-hardening (BH), and press-hardened steels—including Al-Si coated 22MnB5 grades used in hot stamping. All thermal and mechanical calibration procedures follow traceable NIST/JSI standards. The system meets essential requirements for GLP-compliant material qualification workflows and is compatible with audit-ready documentation packages aligned with ISO/IEC 17025:2017 clause 7.7 (uncertainty of measurement) and IATF 16949:2016 clause 8.5.1.2 (process validation for automotive production parts).
Software & Data Management
Control and acquisition are managed through proprietary FORMA-TEST v4.2 software, running on a Windows 10 IoT Enterprise platform. The software provides synchronized multi-channel logging (force, displacement, thermocouple readings, DIC strain fields) at up to 1 kHz sampling rate. Raw data is stored in HDF5 format with embedded metadata (test parameters, calibration certificates, operator ID, timestamp). Export options include CSV, MATLAB .mat, and universal ASAM MDF4 files for integration into CAE pipelines (e.g., LS-DYNA, AutoForm, PAM-STAMP). Audit trail functionality complies with FDA 21 CFR Part 11 requirements, including electronic signatures, role-based access control, and immutable event logs covering all parameter modifications and test executions.
Applications
- Development and validation of forming limit diagrams (FLDs) for AHSS under elevated temperatures
- Quantification of thermal softening effects and strain-rate sensitivity in warm-forming processes
- Correlation of microstructure (EBSD, TEM) with localized necking onset and fracture initiation thresholds
- Process window definition for hot stamping die design and cooling rate optimization
- Material model parameter identification (e.g., Johnson-Cook, Hockett-Sherby, modified Gurson) for finite element simulation
- Supplier qualification testing per OEM specifications (e.g., GMW14400, Ford WSS-M99P1111-A, VW PV1280)
FAQ
What temperature uniformity can be achieved across the specimen during testing?
Temperature uniformity is maintained within ±3 °C over a 50 mm central zone under steady-state conditions at 500 °C, verified by calibrated surface-mounted thermocouples and infrared pyrometry.
Is the system compatible with third-party DIC systems such as Correlated Solutions VIC-2D or LaVision DaVis?
Yes—the machine includes standardized mounting rails, trigger synchronization I/O ports (TTL), and time-stamped frame metadata export for seamless integration with industry-standard DIC platforms.
Does the SAS-120D-DH support automated test sequencing for batch evaluation?
Yes—FORMA-TEST v4.2 supports script-driven test sequences with conditional logic, pass/fail criteria, and auto-generated summary reports compliant with AIAG SAE J2921 guidelines.
What is the lead time for factory acceptance testing (FAT) and installation support?
Standard FAT is conducted at the Japanese manufacturing partner’s facility; on-site commissioning and operator training are scheduled within 8 weeks post-order confirmation, subject to customs clearance and facility readiness.






