Flue Gas Desulfurization (FGD) System – Lime-Limestone & Magnesium Oxide-Based Wet Scrubbing Technology
| Origin | France |
|---|---|
| Supplier Type | Authorized Distributor |
| Origin Category | Imported |
| Model | FGD-MgO/Lime |
| Pricing | Available Upon Request |
Overview
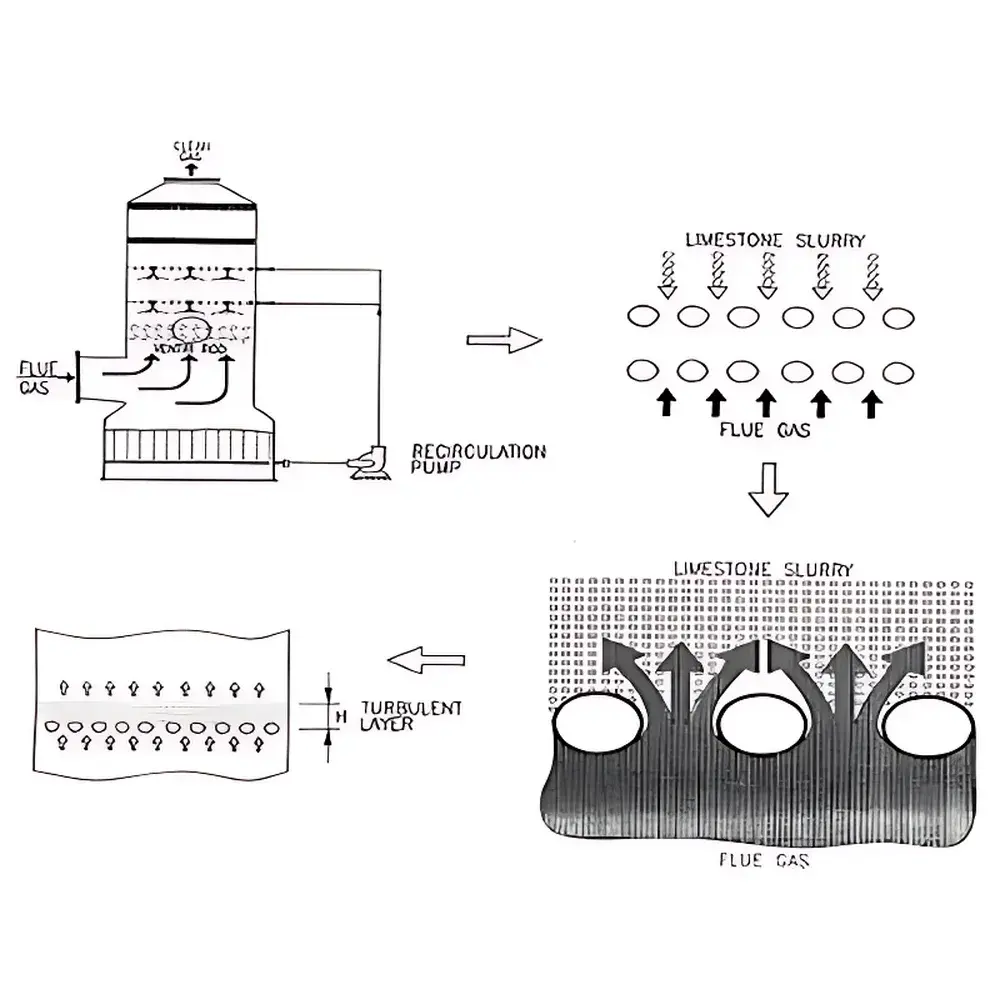
The Flue Gas Desulfurization (FGD) System is an engineered wet-scrubbing solution designed for continuous, high-efficiency removal of sulfur dioxide (SO₂) from industrial flue gases—primarily generated by sintering machines, coal-fired power plants, and metallurgical facilities. Based on proven chemical absorption principles, the system leverages either limestone/lime slurry (CaCO₃/CaO) or magnesium oxide (MgO) slurry as the alkaline reagent to initiate a sequence of controlled reactions: SO₂ dissolution, acid–base neutralization, catalytic oxidation, and crystallization. Unlike generic gas analyzers, this FGD system functions as a full-scale process unit—not merely a measurement device—but integrates real-time process control, corrosion-resistant construction, and modular scalability aligned with ISO 14064-1 and EU Industrial Emissions Directive (2010/75/EU) compliance requirements.
Key Features
- Optimized mass transfer architecture: Turbulence-generating internals ensure uniform “plug-flow” gas distribution—eliminating vortex formation and wall-channeling effects common in conventional empty-tower scrubbers.
- Multi-layer anti-wall-effect design: Four-tiered internal configuration achieves >200% liquid coverage ratio, enhancing interfacial contact area and SO₂ capture kinetics.
- Thermal interface management: Specialized quench section at the hot flue gas inlet prevents scaling at the cold–hot boundary zone through controlled adiabatic saturation and rapid temperature drop.
- Self-cleaning spray nozzles and low-L/G operation: Liquid-to-gas ratio maintained at 4–7 L/m³, reducing energy consumption by 17–25% versus conventional lime-based systems.
- Integrated mist elimination: Robust demister assembly with high-efficiency wash cycles minimizes carryover and eliminates long-term fouling risks without manual intervention.
- Modular configuration options: Supports wet MgO, limestone-gypsum, circulating fluidized bed (CFB), and rotary atomizer (SDA) process variants—each tailored to specific flue gas composition, flow rate, and temperature profiles.
Sample Compatibility & Compliance
This FGD system accommodates flue gases with SO₂ concentrations ranging from 500 mg/Nm³ to 8,000 mg/Nm³, dust loadings up to 200 mg/Nm³, and operating temperatures between 120 °C and 180 °C (pre-quench). It is certified for use under EN 14181 (QAL3/QAL2 verification framework) and meets emission limit values stipulated in China’s GB 13223–2011 and EPA Method 6C. The MgO-based variant complies with ASTM D5110 for magnesium oxide reactivity testing and supports traceable GLP-aligned operational logs per FDA 21 CFR Part 11 when integrated with optional audit-trail software modules.
Software & Data Management
The system interfaces with a PLC-based distributed control system (DCS) supporting Modbus TCP and OPC UA protocols. Real-time parameters—including pH, oxidation-reduction potential (ORP), slurry density, inlet/outlet SO₂ concentration (via optional inline UV-DOAS sensor integration), and pump amperage—are logged at 1-second intervals. Historical data is archived in SQL-compliant format with automatic backup to encrypted NAS storage. All process deviations trigger configurable alarms with timestamped event records, enabling root-cause analysis and regulatory reporting in accordance with ISO 50001 energy management standards.
Applications
Primary deployment includes sintering machine exhaust treatment in iron & steel plants; secondary applications cover biomass boiler flue gas conditioning, municipal waste incinerator off-gas polishing, and retrofit installations for aging coal-fired units seeking compliance with revised national emission standards. The MgO route is especially suited for high-sulfur coal combustion scenarios where >95% SO₂ removal efficiency must be sustained across variable load conditions. By-product streams—such as MgSO₄·7H₂O crystals or CaSO₄·2H₂O gypsum—meet ASTM C35-22 and EN 14227-1 specifications for reuse in construction materials or agricultural amendments.
FAQ
What is the typical turndown ratio for this FGD system under variable load conditions?
The system maintains stable SO₂ removal efficiency (>92%) across 40–100% of design flue gas flow, enabled by adaptive slurry dosing control and dynamic ORP feedback loops.
Can the system be retrofitted into existing concrete absorber towers?
Yes—modular turbulence elements and spray header assemblies are dimensionally compatible with standard 6–12 m diameter concrete or FRP-lined towers; structural reinforcement assessment is recommended prior to installation.
Does the MgO-based process generate hazardous waste?
No—MgSO₄ product meets TCLP (US EPA Method 1311) criteria for non-hazardous classification and is commercially accepted as fertilizer-grade magnesium sulfate.
Is third-party performance validation available?
Independent verification per ISO 11469 and VDI 3925 Blatt 2 is supported through accredited test laboratories upon project commissioning.
What maintenance intervals are recommended for the demister and spray nozzles?
Scheduled inspection every 6 months; ultrasonic cleaning of nozzles and visual demister integrity check included in standard PM checklist—no replacement required under normal operation for ≥24 months.







