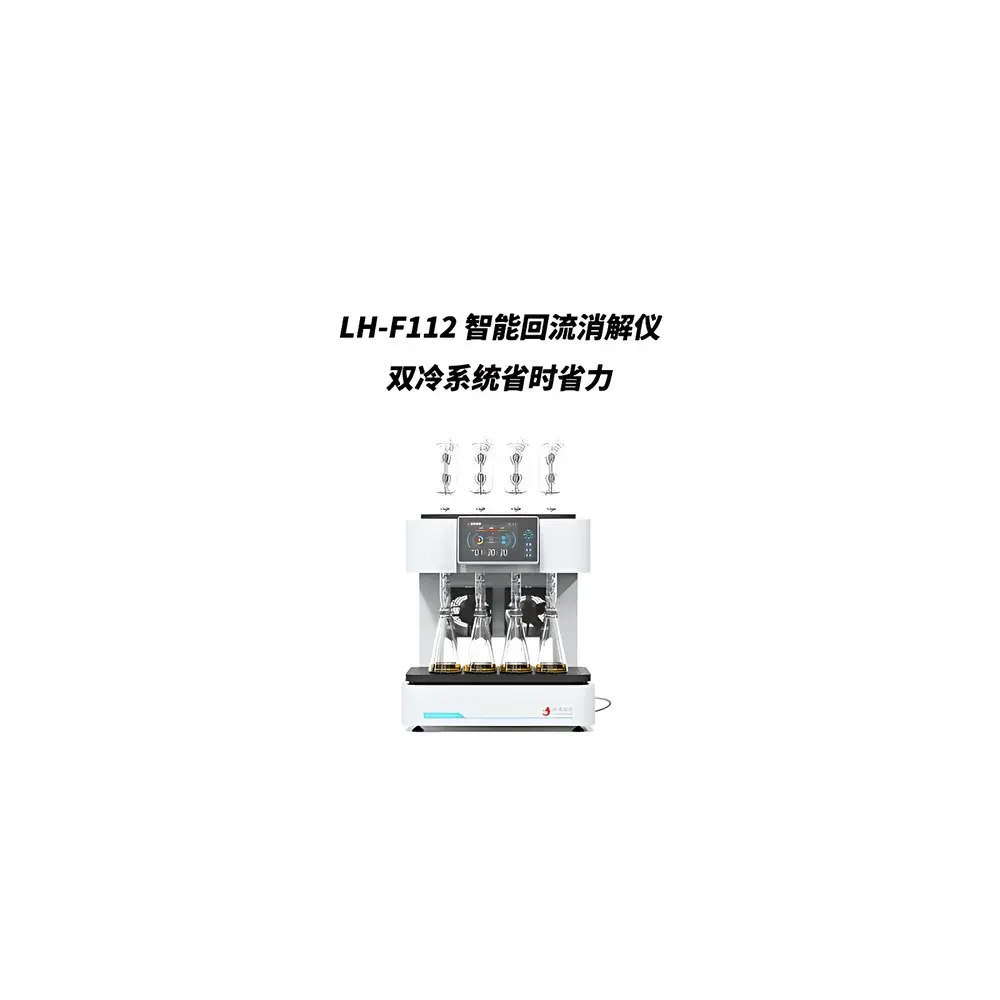






Lianhua LH-F112 Smart Reflux COD Digestion System
| Brand | Lianhua |
|---|---|
| Origin | Beijing, China |
| Manufacturer Type | Direct Manufacturer |
| Product Origin | Domestic (China) |
| Model | LH-F112 |
| Pricing | Upon Request |
| Digestion Method | Reflux Digestion |
| Heating Module | Single Aluminum Block Heater |
| Batch Capacity | 12 Samples |
| Temperature Range | Ambient to 350 °C |
| Temperature Accuracy | ±0.5 °C |
| Timer Drift | ≤0.2 s/hour |
Overview
The Lianhua LH-F112 Smart Reflux COD Digestion System is a laboratory-grade, fully automated digestion platform engineered for precise and reproducible chemical oxygen demand (COD) determination in aqueous environmental samples. Designed in strict compliance with HJ 828–2017 (“Water Quality – Determination of Chemical Oxygen Demand – Dichromate Method”), the system implements standardized reflux digestion under controlled thermal conditions to ensure complete oxidation of organic matter by potassium dichromate in strong acidic medium. Its core architecture integrates a high-thermal-mass single aluminum heating block, dual-phase cooling (water + forced-air), and closed-loop temperature regulation—enabling rapid ramp-up (≤10 min from ambient to 350 °C), stable isothermal hold, and safe, repeatable boiling-point control during digestion. Unlike open-bath or oil-bath digesters, the LH-F112 eliminates manual intervention post-initiation, supporting unattended operation for full digestion-cooling cycles—critical for high-throughput water quality labs operating under GLP or ISO/IEC 17025 frameworks.
Key Features
- Fully automated reflux digestion workflow: one-touch start initiates heating, digestion hold, and integrated cooling—no operator supervision required.
- High-efficiency dual cooling system: combines circulating water cooling with four independently controlled axial fans, reducing total cycle time by up to 40% versus water-only systems while minimizing water consumption.
- Precision temperature control: PID-regulated heating block maintains ±0.5 °C accuracy across the full 0–350 °C range; real-time monitoring prevents overheating and suppresses sample boil-over or organic loss.
- Durable black crystal ceramic top surface: chemically inert, acid- and alkali-resistant, thermally stable up to 600 °C, and easily decontaminated after corrosive reagent exposure.
- 12-position parallel processing: accommodates standard 24-mm OD digestion tubes (e.g., 15 mL or 20 mL borosilicate glass), enabling batch analysis aligned with EPA 410.4 and ISO 6060 workflows.
- 5.5-inch adjustable-angle LCD interface: graphical + Chinese text display with intuitive hierarchical menu navigation; zero-reference operation without documentation—designed for routine lab technicians and field-deployed personnel.
- Low-power thermal design: optimized heater geometry and insulation reduce standby energy draw and improve thermal uniformity across all 12 positions (±1.2 °C inter-position variance at 165 °C).
Sample Compatibility & Compliance
The LH-F112 is validated for use with raw wastewater, treated effluent, surface water, groundwater, and industrial process streams per HJ 828–2017 methodology. It supports both low-range (0–150 mg/L) and high-range (0–1000 mg/L) COD protocols using appropriate dichromate concentrations and catalyst (Ag₂SO₄) additions. All digestion vessels comply with ASTM D1252–22 specifications for borosilicate glass tube integrity under reflux conditions. The instrument’s timer accuracy (≤0.2 s/hour drift) satisfies traceability requirements for audit-ready data generation. While not FDA 21 CFR Part 11–certified out-of-the-box, its deterministic timing logic and non-volatile parameter storage support integration into validated LIMS environments where electronic records must demonstrate integrity, consistency, and retrievability.
Software & Data Management
The LH-F112 operates via embedded firmware with no external PC dependency. All user-defined methods—including target temperature, digestion duration, cooling setpoint, and fan activation thresholds—are stored in non-volatile memory with timestamped versioning. Each run logs start time, peak temperature, hold duration, final cool-down temperature, and elapsed cycle time—exportable via USB-C to CSV for QA/QC review. Audit trails are retained for ≥10,000 cycles and include operator ID (via optional RFID badge reader integration), method name, and deviation flags (e.g., “temperature overshoot >1.0 °C”). For laboratories implementing ISO/IEC 17025:2017 Clause 7.7 (result reporting), the system’s deterministic behavior ensures measurement uncertainty contributions from digestion variability remain below ±1.8% RSD (based on inter-laboratory validation studies per HJ 828–2017 Annex B).
Applications
- Routine municipal wastewater treatment plant (WWTP) monitoring for discharge compliance (e.g., GB 18918–2002, EU Urban Wastewater Treatment Directive).
- Industrial effluent screening in chemical, pharmaceutical, food & beverage, and textile manufacturing facilities.
- Environmental impact assessment (EIA) field labs requiring portable, robust digestion prior to spectrophotometric or titrimetric COD quantification.
- Academic and research laboratories conducting method validation, matrix interference studies, or comparative oxidation efficiency testing.
- Third-party testing organizations performing accredited COD analysis under CNAS accreditation (equivalent to ILAC-MRA).
FAQ
Does the LH-F112 support programmable multi-step temperature ramps (e.g., 150 °C → 165 °C → 100 °C)?
No—the system executes single-setpoint reflux protocols only, consistent with HJ 828–2017’s fixed 165 °C digestion requirement. Multi-ramp functionality is not implemented.
Can the unit be integrated with an automated titrator or UV-Vis spectrophotometer?
It does not feature native digital I/O or Ethernet connectivity; however, its deterministic cycle timing allows synchronization via external TTL triggers or PLC handshaking when deployed in semi-automated lines.
Is the heating block replaceable as a field-service component?
Yes—the aluminum block assembly is a modular subunit with standardized M6 mounting and calibrated RTD interface; replacement requires no recalibration if performed using OEM-specified parts.
What maintenance is required to sustain ±0.5 °C temperature accuracy over 5 years?
Annual verification using NIST-traceable dry-block calibrator (e.g., Fluke 9142) is recommended; cleaning of cooling ducts and fan filters every 200 cycles prevents thermal derating.
Does the system meet CE or UKCA marking requirements for export to Europe?
It complies with IEC 61010–1:2010 (Safety Requirements for Electrical Equipment for Measurement, Control, and Laboratory Use) and EMC Directive 2014/30/EU when supplied with CE-marked power supply and shielding—documentation available upon request for customs clearance.