

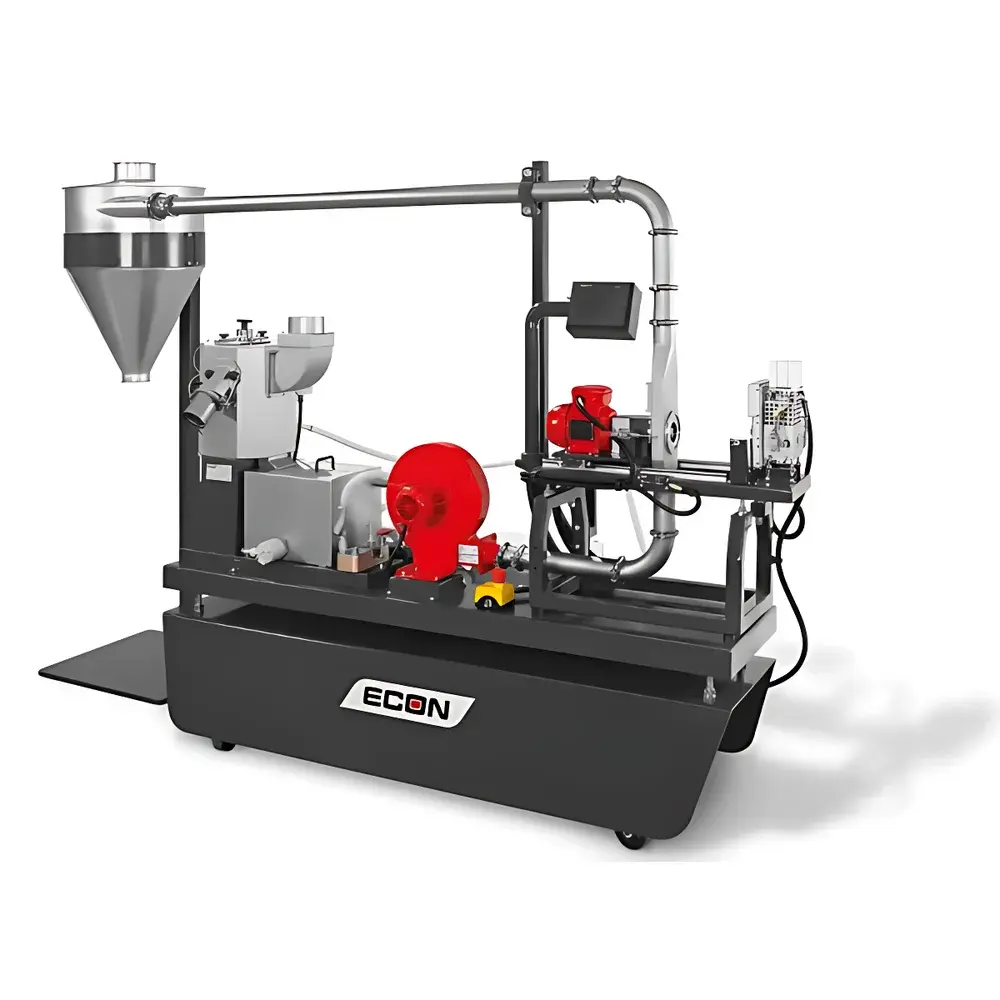
ECON EUP10 Lab Laboratory Underwater Pelletizer
| Brand | ECON |
|---|---|
| Origin | Austria |
| Model | EUP10 Lab, EUP10, ECON Hybrid |
| Application | Laboratory-scale underwater and air pelletizing for thermoplastics, elastomers, WPC, PVC, PE, and bioplastics |
| Throughput Range | Up to 30 kg/h (EUP10), <5 kg/h (EUP10 Lab) |
| Footprint | <2 m² (EUP10 Lab), <3 m² (ECON Hybrid) |
| Core Technology | Patented insulated die carrier system with thermal decoupling |
| Drive System | Servo-controlled cutter (EUP10), manually adjustable cutter (EUP10 Lab) |
| Automation Level | Semi-automated (EUP10 Lab), fully automated with auto-locking mechanism (EUP10), dual-mode configurable (ECON Hybrid) |
| Compliance | Designed for GLP-compliant lab environments |
Overview
The ECON EUP10 Lab is a compact, laboratory-grade underwater pelletizer engineered for precision material development in polymer research, academic laboratories, and pre-production validation. Based on the Couette-flow principle of controlled solidification under pressurized water quenching, it enables reproducible granule formation from molten thermoplastic extrudates—delivering spherical, low-dust, dimensionally consistent pellets with minimal thermal degradation. Unlike conventional water-ring or strand pelletizers, the EUP10 Lab integrates ECON’s proprietary insulated die carrier technology, which thermally isolates the die plate from the heated manifold while maintaining precise, uniform die-face temperature control (±1.5 °C). This architecture minimizes die-hole clogging, reduces energy transfer to process water by up to 40%, and lowers extrusion backpressure—critical advantages when screening heat-sensitive polymers, bio-based resins, or filled compounds at sub-5 kg/h throughput.
Key Features
- Patented insulated die carrier system: Die plate mounted on a thermally decoupled, electrically heated carrier—ensuring stable melt exit temperature and eliminating localized hot spots or cold zones across the die face.
- Ultra-compact footprint: Total installed area <2 m²; designed for standard fume hood–compatible lab spaces without dedicated utility trenches or floor anchors.
- Modular cutter assembly: Manual fine-tuning of blade-to-die gap (EUP10 Lab) or servo-driven, real-time speed synchronization (EUP10) for optimal pellet length control (typically 2.0–3.5 mm).
- Low thermal inertia design: Reduced heater mass and optimized insulation cut warm-up time to <25 minutes and stabilize melt temperature within ±0.8 °C during steady-state operation.
- Dual-path compatibility: The ECON Hybrid variant supports rapid reconfiguration (<5 minutes) between underwater and air pelletizing modes via interchangeable cutting chambers, cyclone/fan coupling, and water-loop disconnection—enabling direct comparison of pellet morphology, dust generation, and drying kinetics.
Sample Compatibility & Compliance
The EUP10 Lab accommodates a broad spectrum of thermoplastic and elastomeric feedstocks—including polyolefins (PP, HDPE, LDPE), PVC compounds, wood-plastic composites (WPC), thermoplastic elastomers (TPEs), and certified biopolymers (PLA, PHA). Its non-contact water quenching and low-shear die-face geometry preserve additive dispersion integrity and minimize polymer chain scission. All wetted components are constructed from AISI 316 stainless steel with electropolished surfaces (Ra <0.4 µm), meeting FDA 21 CFR 177.1520 requirements for food-contact polymer processing. The system supports IQ/OQ documentation packages aligned with ISO/IEC 17025 and ASTM D3895-22 for lab instrument qualification. Data logging complies with ALCOA+ principles and is compatible with 21 CFR Part 11–enabled LIMS integration when paired with optional ECON ControlSuite software.
Software & Data Management
While the EUP10 Lab operates via intuitive local HMI (7″ touchscreen, IP65-rated), optional ECON ControlSuite v3.2 provides centralized parameter logging, batch traceability, and audit-trail-enabled operation. Each pelletization run records timestamped values for die temperature (4 channels), cutter speed, water flow rate, and motor load—exportable as CSV or PDF reports with digital signatures. The software enforces role-based access control (RBAC), electronic signature workflows, and automatic backup to network drives—supporting GLP/GMP-aligned lab workflows. Historical data can be cross-referenced with rheological or DSC characterization results using standardized metadata tagging (e.g., ISO 10360-7 compliant identifiers).
Applications
- Rapid formulation screening: Evaluate filler dispersion, plasticizer migration, or compatibilizer efficiency across 10–50 g polymer batches before pilot-scale trials.
- Biopolymer process validation: Assess thermal stability and pellet integrity of PLA or starch blends under controlled quench conditions—critical for downstream injection molding cycle time prediction.
- Recycled resin qualification: Characterize melt homogeneity and contamination sensitivity in post-consumer PE/PP streams using identical die geometry as full-scale ECON production lines.
- Academic polymer processing labs: Teach fundamental concepts of solidification kinetics, interfacial heat transfer, and granule morphology–property relationships with real-time visual observation ports.
- Regulatory submission support: Generate ICH Q5C-compliant particle size distribution (PSD) data via integrated laser diffraction (optional Malvern Mastersizer 3000 interface) for drug delivery polymer carriers.
FAQ
What throughput range is supported by the EUP10 Lab?
The EUP10 Lab is optimized for laboratory-scale testing at 0.5–4.5 kg/h, enabling statistically valid pellet quality assessment from as little as 50 g of extrudate.
Can the EUP10 Lab be integrated with existing twin-screw extruders?
Yes—it accepts standard 1/2″–2″ OD die adapters and interfaces with most major extruder brands (Thermo Fisher, Leistritz, Collin) via customizable flange kits and torque-compensated alignment couplings.
Is the insulated die technology validated for high-viscosity materials like PC or PSU?
Yes—the die carrier’s distributed heating and thermal mass optimization have been verified for materials with melt viscosity >10,000 Pa·s at 300 °C, maintaining die-face temperature uniformity within specification limits.
Does ECON provide qualification documentation for GxP environments?
Yes—factory-issued IQ/OQ protocols, calibration certificates (traceable to NIST standards), and risk-based URS templates are included with each system shipment.
How does air pelletizing mode differ in the ECON Hybrid configuration?
In air mode, the cutting chamber directs pellets into a low-velocity airstream coupled to a cyclonic separator—eliminating water contact entirely while preserving surface finish suitable for hygroscopic resins such as PA6 or PBT.


")


