
Aolong Casting X-ray Inspection System
| Brand | Aolong |
|---|---|
| Origin | Liaoning, China |
| Manufacturer Type | OEM Manufacturer |
| Regional Classification | Domestic (China) |
| Model | Casting X-ray Inspection System |
| Price | Upon Request |
| Tube Voltage | 20–450 kV |
| Tube Current | 0.1–20 mA |
| Repeatability | ±0.01% |
| High-Voltage Rise Time | 0.1–0.3 ms |
| System Spatial Resolution | 16–60 lp/cm (dual-range configuration) |
| Contrast Sensitivity | 1.2–1.5% |
Overview
The Aolong Casting X-ray Inspection System is a high-performance digital radiography (DR) platform engineered for non-destructive evaluation (NDE) of metallic castings in industrial quality control and failure analysis environments. Based on the fundamental principle of differential X-ray attenuation, the system captures internal structural variations—such as porosity, slag inclusions, shrinkage cavities, micro-cracks, and incomplete fusion—by converting transmitted radiation into high-fidelity digital images. Unlike film-based or computed radiography (CR), this system employs real-time imaging architecture with either image intensifier, linear array detector, or flat-panel detector (FPD) configurations, enabling immediate defect localization and quantitative assessment. Its modular design integrates a high-stability X-ray generator, precision multi-axis manipulator, radiation-shielded enclosure, and calibrated image processing workstation—all compliant with IEC 61331-1 and GB/T 23907 (Chinese national standard for industrial X-ray equipment safety and performance).
Key Features
- Wide-range adjustable X-ray source: 20–450 kV tube voltage and 0.1–20 mA tube current support inspection of castings from thin-walled aluminum housings to thick-section ductile iron components.
- Exceptional repeatability: ±0.01% dose and positional stability ensures consistent exposure conditions across batch inspections—critical for statistical process control (SPC) and long-term trend analysis.
- Rapid high-voltage response: Sub-millisecond rise time (0.1–0.3 ms) enables precise pulse-mode operation, minimizing motion blur during dynamic scanning and reducing heat load on the anode.
- Dual-resolution imaging capability: Configurable spatial resolution of 16–39 lp/cm (standard mode) and 40–60 lp/cm (high-definition mode), optimized for trade-offs between throughput and fine-detail detection (e.g., sub-millimeter porosity in aerospace-grade Al-Si alloys).
- Integrated multi-axis positioning system: Motorized X-Y-Z translation plus rotational and tilt axes allow full 360° geometric coverage without manual repositioning—essential for complex geometries such as cylinder heads, brake calipers, and turbine housings.
- Lead-lined shielded enclosure: Fully interlocked Class I radiation protection room meeting GBZ 138 and IAEA SSG-11 requirements, equipped with emergency stop, door interlock sensors, and real-time dose monitoring.
Sample Compatibility & Compliance
The system accommodates castings up to 800 mm × 600 mm × 600 mm (L×W×H) and weights up to 150 kg, supporting ferrous (gray iron, ductile iron, steel) and non-ferrous (aluminum, magnesium, zinc) alloys. It is routinely deployed in facilities operating under ISO 9001, IATF 16949, and AS9100 quality management systems. Image acquisition and archiving workflows are compatible with ASTM E2737 (Standard Practice for Digital Radiographic Testing), EN 1435 (weld inspection), and ISO 17636-2 (radiographic testing of welds using digital detectors). Audit trails, user authentication, and electronic signature support align with FDA 21 CFR Part 11 requirements when configured with validated software modules.
Software & Data Management
The embedded inspection software provides real-time image enhancement (contrast stretching, noise suppression, edge sharpening), automated defect recognition (ADR) templates for common casting flaws, and measurement tools compliant with ISO 10277 (image quality indicators). All acquired images are stored in DICOM 3.0 format with embedded metadata—including exposure parameters, part ID, operator ID, timestamp, and calibration status. The system supports seamless integration into enterprise-level MES and PLM platforms via HL7 or RESTful API interfaces. Raw data and processed reports are exportable in PDF/A-1b, CSV, and XML formats for traceability and regulatory submission.
Applications
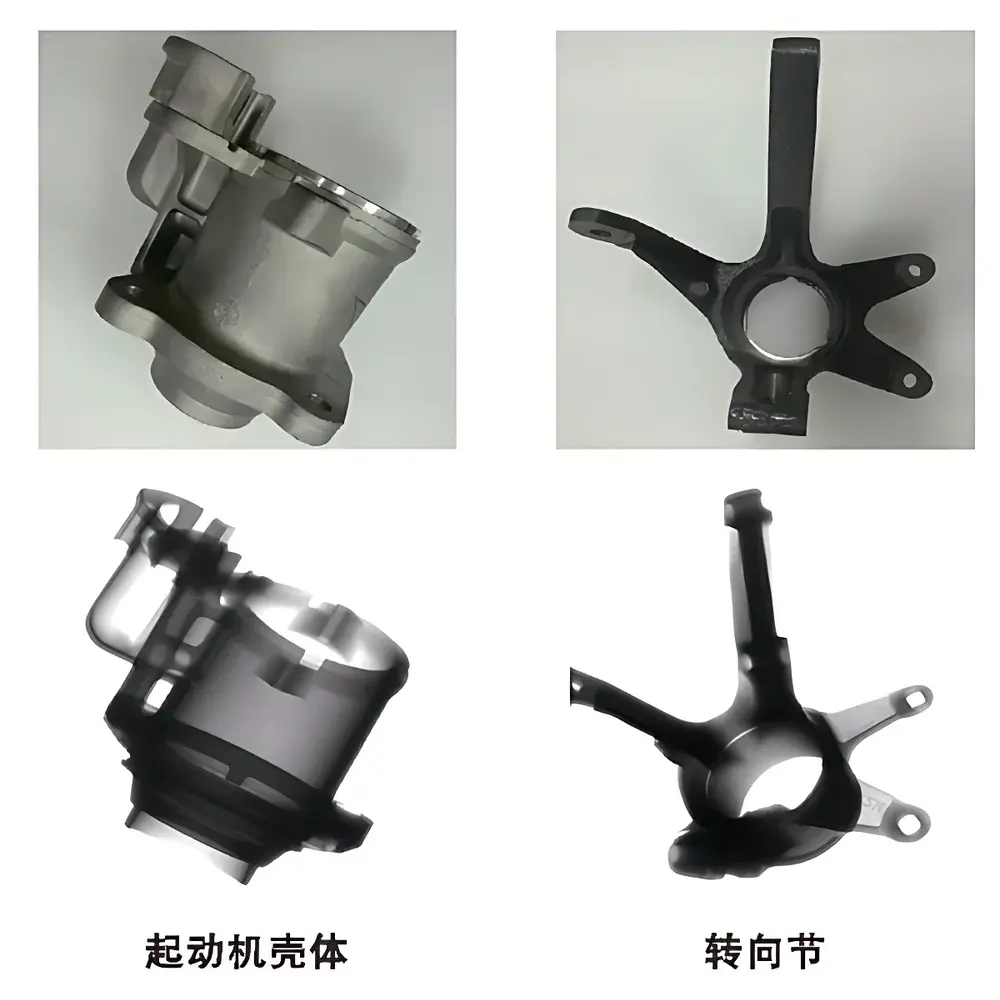
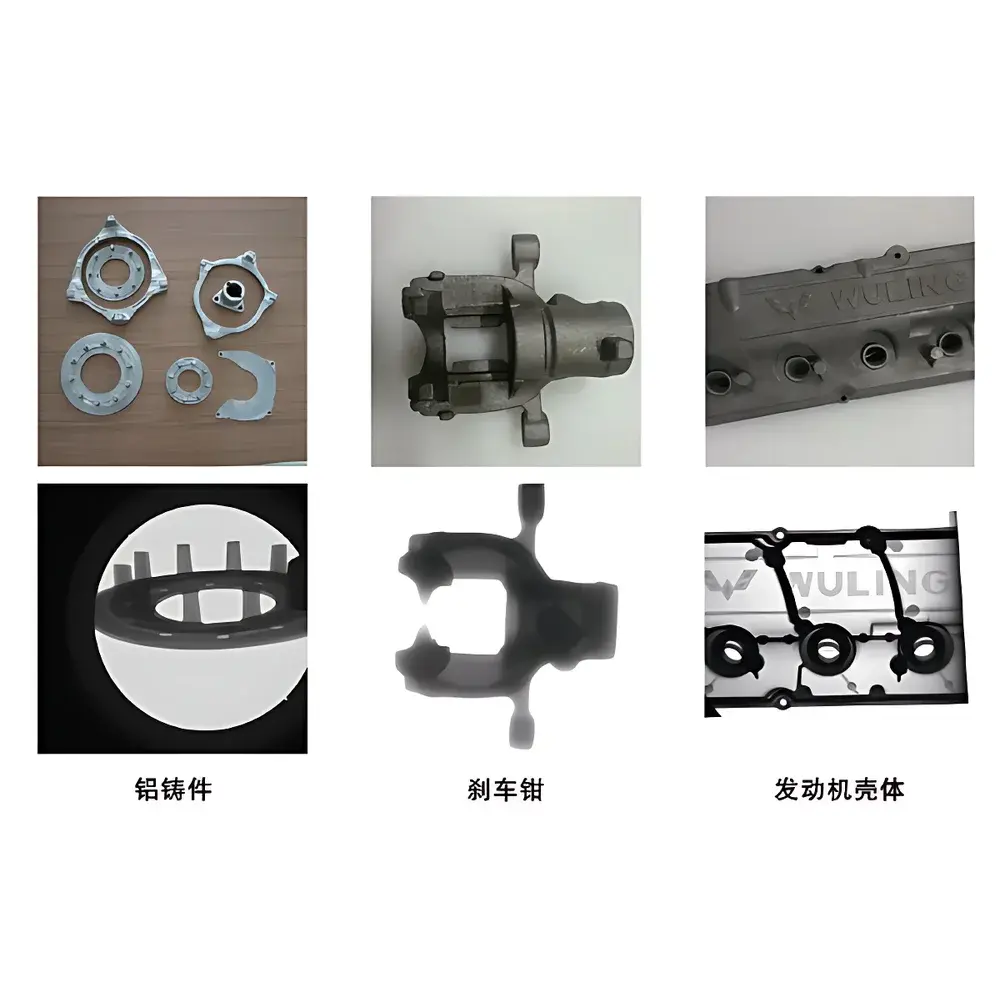
- Automotive: Cylinder blocks, cylinder heads, transmission housings, brake calipers, wheel hubs, starter motor casings, steering knuckles.
- Aerospace: Turbine blade root sections, structural brackets, landing gear components, and engine casings manufactured via investment or sand casting.
- Industrial Machinery: Machine tool beds, pump bodies, valve manifolds, hydraulic manifolds, and gearboxes.
- Marine & Energy: Propeller blades, exhaust manifolds, diesel engine blocks, and offshore valve bodies.
- General Foundry: Ductile iron pipe fittings, nodular castings, and precision investment-cast components requiring ASTM E186/E2868 acceptance criteria.
FAQ
What types of casting defects can this system reliably detect?
It detects volumetric discontinuities (porosity, shrinkage, inclusions) and planar flaws (hot tears, cold shuts, cracks) down to 1.2% contrast sensitivity at optimal geometry—validated per ASTM E2698 IQI standards.
Is the system suitable for inline production inspection?
Yes—when integrated with conveyorized part handling and automated pass/fail logic, it supports cycle times under 90 seconds per medium-sized casting.
Does the system comply with international radiation safety regulations?
Yes—the fully shielded cabin meets IEC 61331-1, GBZ 138, and local regulatory requirements for occupational dose limits; annual third-party radiation survey certification is supported.
Can inspection protocols be validated for AS9102 or PPAP submissions?
Yes—software includes protocol definition, parameter locking, and electronic record generation required for First Article Inspection reporting.
What detector technologies are supported?
Configurable with CsI-based image intensifiers, line-scan CCD/CMOS arrays, or amorphous silicon (a-Si) flat-panel detectors—each selected based on required resolution, frame rate, and dynamic range.


")
