CUBIC INSTRUMENTS In-Situ Zirconia-Based Oxygen and Combustible Gas (COe) Analyzer
| Brand | CUBIC INSTRUMENTS |
|---|---|
| Origin | Hubei, China |
| Instrument Type | Online Analyzer |
| Measurement Principle | Zirconia Limiting-Current Electrochemistry + Thick-Film Catalytic Oxidation |
| Detection Range | O₂: 0–25% vol |
| COe | 0–10,000 ppm |
| Response Time | O₂: T₉₀ ≤ 10 s |
| COe | T₉₀ ≤ 20 s |
| Accuracy | O₂: ±1% FS or ±0.2% vol |
| COe | ±5% FS or ±25 ppm |
| Resolution | O₂: 0.01% vol |
| COe | 1 ppm |
| Communication | RS-485 / MODBUS RTU |
| Analog Outputs | 2 × 4–20 mA |
| Alarm Outputs | 3 configurable relay outputs |
| Environmental Operating Range | Control Unit: −40°C to +65°C |
| Sensor Unit | −40°C to +120°C |
| IP Rating | IP66 |
| Probe Materials | S316L stainless steel, Alloy 600, Alumina (Al₂O₃) |
| Flange Mounting | DN50 (customizable) |
| Probe Length | Customizable |
Overview
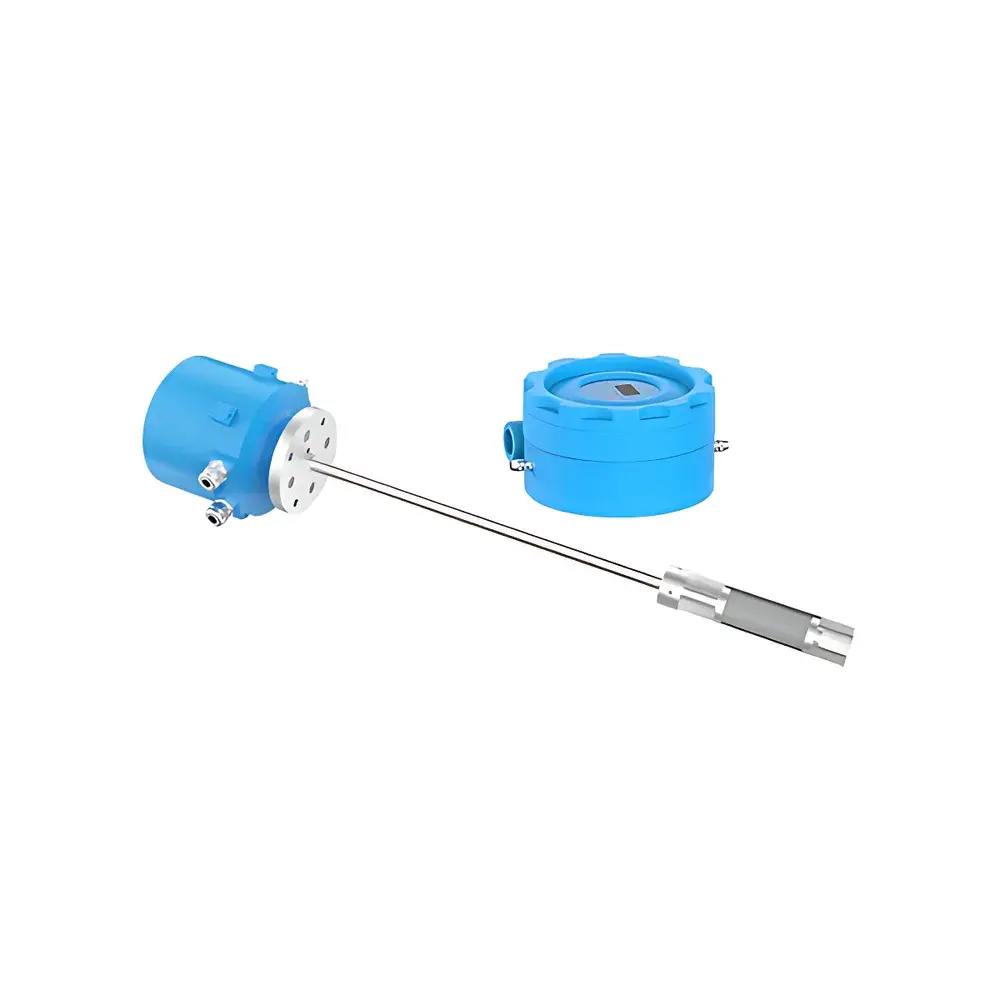
The CUBIC INSTRUMENTS In-Situ Zirconia-Based Oxygen and Combustible Gas (COe) Analyzer is an industrial-grade, high-temperature online gas analyzer engineered for continuous, real-time monitoring of oxygen (O₂) and total combustible equivalents (COe) directly within hot process streams—without extractive sampling. It operates on dual electrochemical principles: zirconia-based limiting-current sensing for O₂ quantification and thick-film catalytic oxidation coupled with amperometric detection for COe measurement. This in-situ architecture eliminates sample transport delays, condensation risks, and calibration drift associated with extractive systems, making it particularly suited for combustion optimization, furnace atmosphere control, waste incineration, and syngas monitoring applications where gas composition must be tracked under dynamic thermal conditions up to 1500°C at the measurement point.
Key Features
- In-situ probe design enables direct insertion into hot, dusty, or corrosive process ducts or stacks—no sample conditioning system required.
- Dual-sensor architecture: Separate zirconia O₂ sensor and catalytic COe sensor housed in a single, thermally stabilized probe assembly.
- Integrated temperature-controlled sensor housing maintains stable operating temperature for both sensing elements, minimizing thermal interference from ambient fluctuations or inlet gas temperature gradients.
- Robust probe construction using S316L stainless steel, Alloy 600, and high-purity alumina ceramics ensures mechanical integrity and chemical resistance in aggressive environments (e.g., fly ash, sulfur compounds, alkali vapors).
- Multi-stage particulate protection: Sintered metal filter combined with internal baffle geometry reduces dust loading on sensitive surfaces without compromising response time.
- Wide operational temperature envelope: Sensor unit rated for −40°C to +120°C ambient exposure; process-side measurement capability extends to 1500°C via radiative/convective thermal management.
- IP66-rated electronics enclosure suitable for outdoor or semi-outdoor installation in harsh industrial settings.
Sample Compatibility & Compliance
The analyzer is compatible with flue gases, combustion exhaust, biomass gasifier effluent, cement kiln off-gas, and other high-temperature industrial process streams containing particulates, moisture, and variable hydrocarbon content. It meets structural and environmental requirements per IEC 60529 (IP66), EN 61000-6-2/6-4 (EMC immunity and emissions), and ISO 9001-certified manufacturing protocols. While not certified to ATEX or IECEx for explosive atmospheres, its design adheres to functional safety principles aligned with IEC 61508 SIL 2 for critical alarm functions. Data integrity supports GLP/GMP-aligned workflows through timestamped analog outputs and MODBUS registers with write-protected configuration memory.
Software & Data Management
The device communicates via industry-standard RS-485 serial interface using MODBUS RTU protocol (function codes 03/06/16), enabling seamless integration into DCS, SCADA, or PLC-based control systems. Two isolated 4–20 mA current loops provide linear analog outputs for O₂ and COe, each scalable and zero/span adjustable via local keypad or remote command. Three programmable relay outputs support fail-safe alarm signaling (e.g., low-O₂, high-COe, sensor fault). Internal non-volatile memory logs diagnostic events, calibration history, and uptime statistics. Firmware updates are performed via USB-to-serial adapter; all configuration changes are logged with timestamps and user identifiers—supporting audit readiness for regulated environments requiring traceability per FDA 21 CFR Part 11 Annex 11 principles.
Applications
- Combustion efficiency optimization in coal-, oil-, and gas-fired boilers, furnaces, and kilns by maintaining optimal air-to-fuel ratio via real-time O₂/COe feedback.
- Continuous emission monitoring (CEM) pre-compliance for regulatory reporting in waste-to-energy plants and municipal incinerators.
- Atmosphere control in heat treatment furnaces (e.g., carburizing, annealing) where precise O₂ partial pressure and reducing potential must be maintained.
- Syngas quality assurance in gasification processes, detecting incomplete oxidation and tracking combustible slip.
- Leak detection and safety monitoring in confined spaces or enclosed combustion chambers where rapid COe rise indicates hazardous conditions.
FAQ
What does “COe” represent, and how is it measured?
COe (Combustible Equivalents) denotes the total concentration of oxidizable species—primarily CO, H₂, CH₄, and light hydrocarbons—expressed as parts per million of carbon monoxide equivalent. It is determined via catalytic oxidation on a heated thick-film catalyst followed by electrochemical detection of the resulting CO₂ increase.
Can this analyzer operate continuously at 1500°C process temperature?
No—the probe tip is designed to withstand radiant and convective heat loads up to 1500°C at the measurement point, but the active sensor elements operate within their intrinsic temperature limits (typically < 800°C for zirconia, < 500°C for catalytic layer), achieved via passive thermal gradient management and optional active cooling shrouds.
Is calibration required, and how often?
Zero calibration using certified N₂ (for O₂) and synthetic air (for COe baseline) is recommended before initial commissioning and after major maintenance. Span calibration with certified span gases is advised every 3–6 months depending on process severity and regulatory requirements; automated zero-check routines are supported via MODBUS commands.
Does the system support remote diagnostics and predictive maintenance?
Yes—MODBUS register mapping includes real-time sensor health indicators (e.g., reference electrode impedance, heater voltage, signal noise RMS), enabling condition-based maintenance planning and early fault detection prior to measurement degradation.
Are custom probe lengths and flange configurations available?
Yes—probe length, insertion depth, flange type (DN50 standard), and material grade (e.g., Alloy 600 upgrade for chloride-rich environments) are configurable during order fulfillment to match site-specific duct geometry and corrosion requirements.







