

HunterLab STOL-MG Series In-Line Gloss and Color Measurement System
| Brand | HunterLab |
|---|---|
| Origin | USA |
| Model | STOL-MG Series |
| Product Type | Spectrophotometric Color & Gloss Analyzer |
| Instrument Type | In-Line |
| Optical Geometry | Multi-Angle (0°/30°) |
| Light Source | Full-Spectrum LED |
| Spectral Range | 400 nm – 700 nm |
| Spectral Bandwidth | 10 nm |
| Aperture Size | 1 inch |
| Repeatability | ΔE* < 0.05 (Max) / < 0.03 (Avg) in CIE L*a*b* on White Tile (20 readings) |
| Gloss Measurement Angles | 20° and 60° |
| Gloss Range | 20°: 0–2,000 GU |
| 60° | 0–1,000 GU |
| Gloss Accuracy | ±0.1 GU (0–199.9 GU), ±0.1% (200–2,000 GU) |
| Gloss Reproducibility | ±0.5 GU (0–199.9 GU), ±0.4% (200–2,000 GU) |
| Measurement Speed | 20 readings/sec |
| Housing Rating | NEMA 4 / IP56 |
| Sensor Configuration | Triple-sensor (color, height, gloss) |
| LED Lifetime | ≥5 years continuous operation |
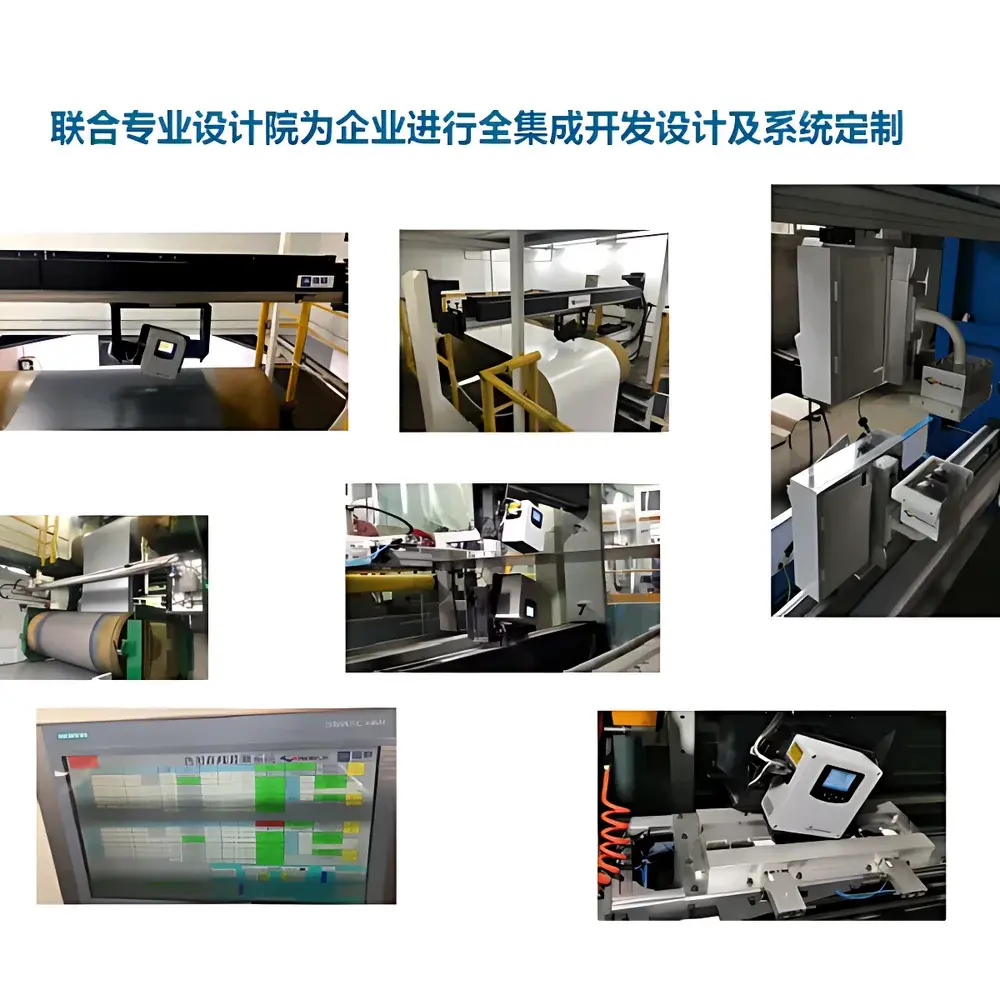
Overview
The HunterLab STOL-MG Series is an industrial-grade, in-line spectrophotometric system engineered for real-time color and gloss monitoring of coil-coated metal substrates during continuous production. Operating on a dual-angle (0°/30°) directional geometry with full-spectrum LED illumination and a sealed 256-pixel diode array detector, the STOL-MG delivers traceable, high-reproducibility measurements compliant with ISO 13655:2017 (spectral measurement standards), ASTM D2244 (color difference calculation), and ASTM D523 (gloss measurement at 20° and 60°). Its non-contact, high-speed acquisition (up to 20 measurements per second) enables dynamic process control across wide-format coil lines—capturing spatial variations in hue, lightness, chroma, and surface reflectance without interrupting throughput. Designed specifically for the architectural and appliance coil coating industry, the STOL-MG integrates directly into production control architectures to support Quality by Design (QbD), Process Analytical Technology (PAT), and Lean Six Sigma initiatives—including DMAIC-driven root-cause analysis of color drift or gloss inconsistency.
Key Features
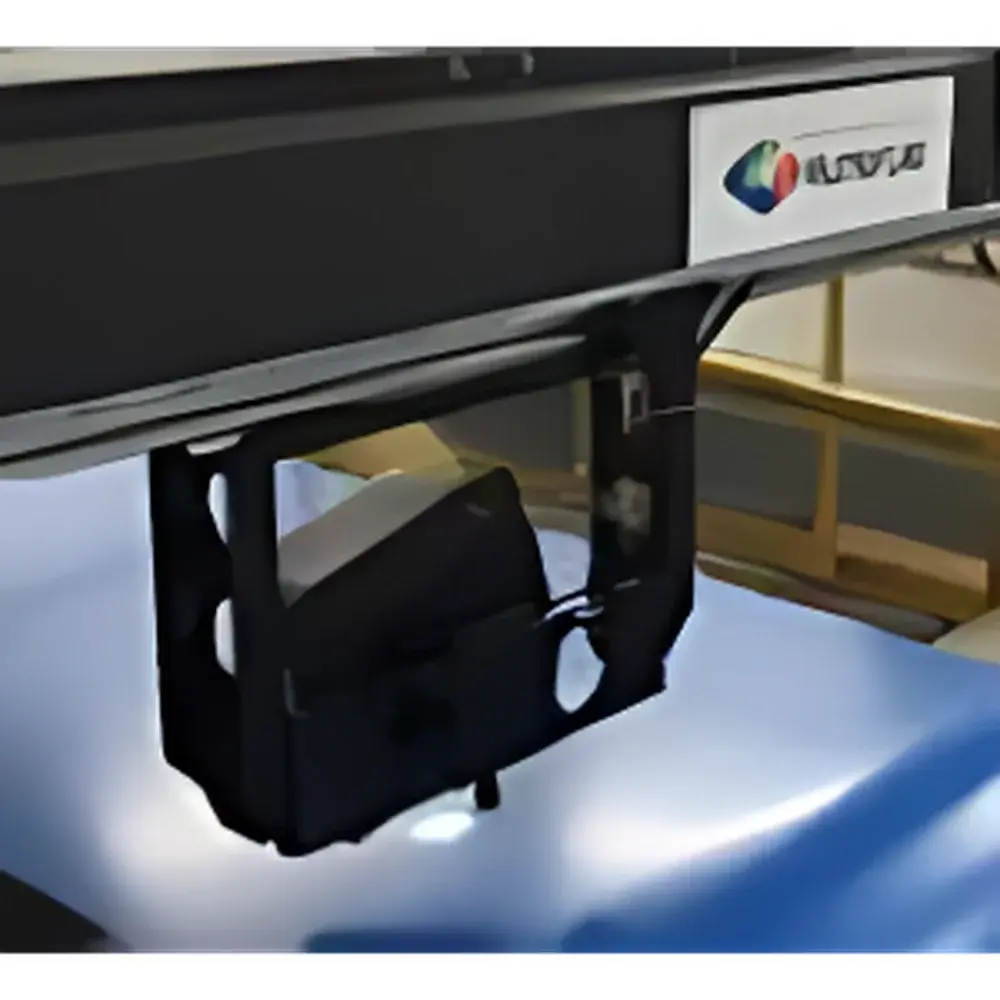
- Triple-sensor architecture simultaneously acquires spectral color data (CIE L*a*b*, ΔE*), surface height profile, and dual-angle gloss (20°/60°) in a single pass—eliminating sequential measurement delays and inter-sensor misalignment errors.
- Full-width automated transverse scanning system with programmable lateral travel up to 5 m/s and 10-axis probe positioning—enabling precise zonal mapping across coil widths up to 1,800 mm.
- Auto-calibration scheduler with user-defined intervals reduces manual intervention, mitigates operator exposure risks in high-noise/high-temperature zones, and maintains long-term photometric stability per ISO 17025 calibration traceability requirements.
- Weld seam detection and avoidance logic—triggered via integrated height sensing—prevents mechanical impact on the optical head and preserves measurement continuity during substrate splices.
- NEMA 4/IP56-rated stainless-steel enclosure ensures operational integrity under harsh industrial conditions: resistant to coolant mist, metal dust, vibration, and thermal cycling typical of continuous annealing and coating lines.
- Real-time alarm propagation: simultaneous visual/audible alerts on both the STOL-MG’s local HMI and the line’s central PLC—paired with timestamped event logging in SQL-based database for GLP-compliant audit trails.
Sample Compatibility & Compliance
The STOL-MG is validated for use on pre-painted steel and aluminum coils with matte, semi-gloss, and high-gloss finishes (0–2,000 GU at 20°). It accommodates surface roughness values typical of roll-coated organic coatings (Ra < 1.6 µm) and tolerates minor waviness (< 0.5 mm amplitude over 100 mm) without signal degradation. All optical components are sealed against particulate ingress, and the 1-inch measurement aperture ensures consistent sampling area regardless of minor web flutter. The system conforms to IEC 61000-6-2 (EMC immunity) and IEC 61000-6-4 (EMC emissions), and its software architecture supports FDA 21 CFR Part 11 compliance when deployed with electronic signature modules and audit-trail-enabling database configurations. Instrument-to-instrument agreement meets HunterLab’s Inter-Instrument Agreement (IIA) specification (ΔE* < 0.15 between units under identical conditions), enabling multi-head deployment across tandem coaters or multi-shift operations without cross-site calibration drift.
Software & Data Management
STOL-MG Control Suite is a Windows-based SCADA-integrated application supporting OPC UA and Modbus TCP protocols for bidirectional communication with MES, ERP, and line-level HMIs. The interface allows role-based access control (administrator, operator, QA analyst), customizable dashboard templates (e.g., real-time ΔE* trend + 20°/60° gloss ratio heatmap), and configurable pass/fail thresholds per color space (L*a*b*, L*C*h°, or custom tolerances per ASTM D3134). All measurements are time-stamped, georeferenced to coil position (via encoder input), and stored in an ACID-compliant relational database with automatic backup and query-by-batch-ID functionality. Raw spectral data (31-point reflectance per 10 nm interval) and processed metrics export natively to Microsoft Excel (.xlsx) or CSV—retaining metadata such as calibration ID, ambient temperature, and sensor health status. Optional integration with HunterLab’s Universal Software Platform (USP) enables cross-fleet comparison against lab-grade benchtop instruments (e.g., UltraScan VIS) using standardized observer/illuminant settings (CIE 10°/D65).
Applications
- Real-time closed-loop control of color consistency in continuous coil coating lines—detecting pigment dispersion anomalies, oven temperature deviations, or roller doctor blade wear before off-spec material accumulates.
- Gloss uniformity validation across coil width and length—identifying edge effects, coating thickness gradients, or curing inefficiencies correlated with IR lamp output decay.
- Automated batch release verification—comparing in-line STOL-MG outputs against lab-measured master standards to satisfy ISO 9001 Clause 8.6 (release of products and services).
- Root-cause analysis of color shift events—correlating temporal ΔE* spikes with upstream process parameters (e.g., resin feed rate, solvent blend ratio, line speed) via synchronized historian data.
- Supplier quality assurance—validating incoming coil lots against contractual color/gloss specifications prior to stamping or fabrication, reducing scrap from downstream paint mismatch.
FAQ
Does the STOL-MG require periodic recalibration against physical standards?
Yes—though automated self-check routines verify photometric stability daily, NIST-traceable ceramic tile calibration is recommended every 30 days or after any mechanical shock event, per ISO/IEC 17025 Clause 6.5.2.
Can the system measure textured or embossed coil surfaces?
It is optimized for smooth-to-semi-textured roll-coated finishes (Ra ≤ 1.6 µm); deep embossing (>50 µm depth) may require empirical correction factors validated per ASTM E2539.
How is measurement data secured for regulatory audits?
All raw spectra, processed metrics, operator actions, and system events are logged with immutable timestamps and digital signatures in a tamper-evident database—fully compliant with FDA 21 CFR Part 11 when configured with PKI authentication and electronic audit trail modules.
Is remote diagnostics supported?
Yes—via secure TLS-encrypted VNC tunneling; HunterLab’s certified Field Application Engineers can perform firmware updates, spectral alignment verification, and optical path diagnostics without on-site presence.
What is the expected service life of the LED light source?
Rated for ≥43,800 hours (5 years) of continuous operation at nominal drive current; output degradation is monitored in real time and reported via predictive maintenance alerts in the Control Suite.





