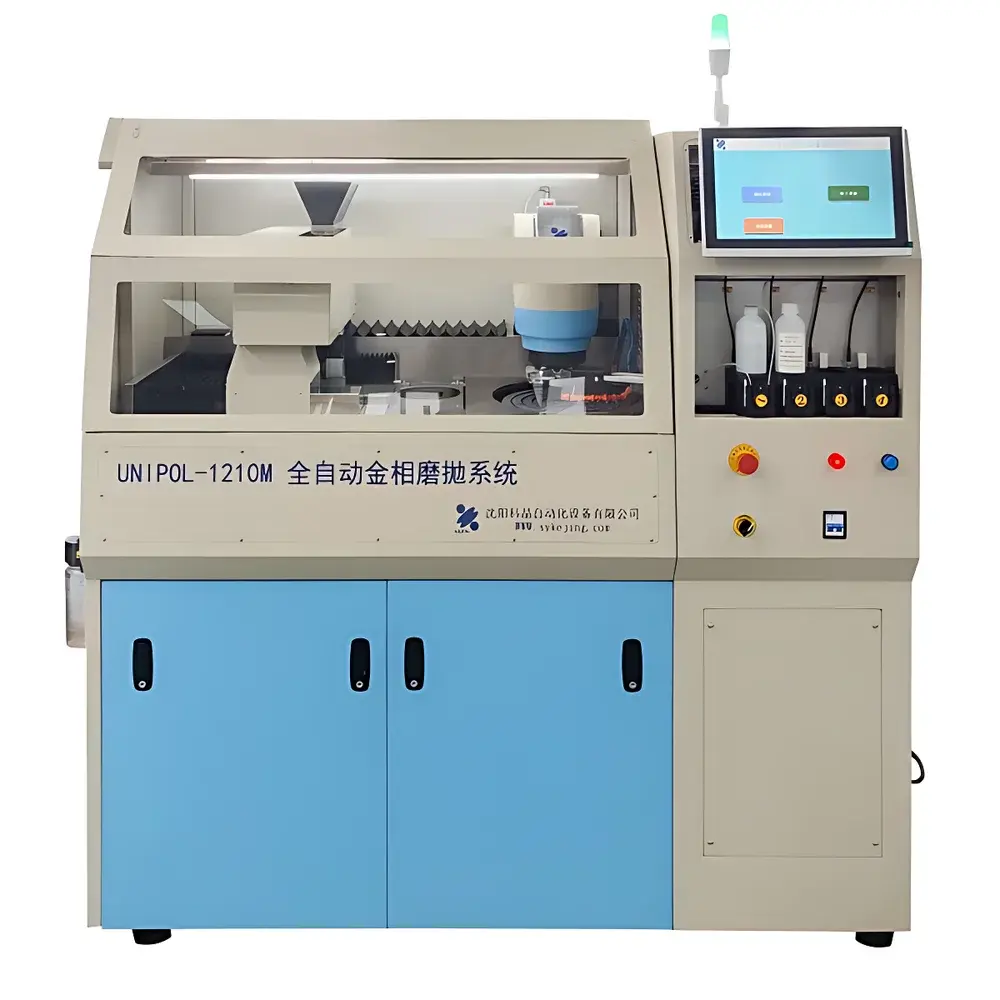

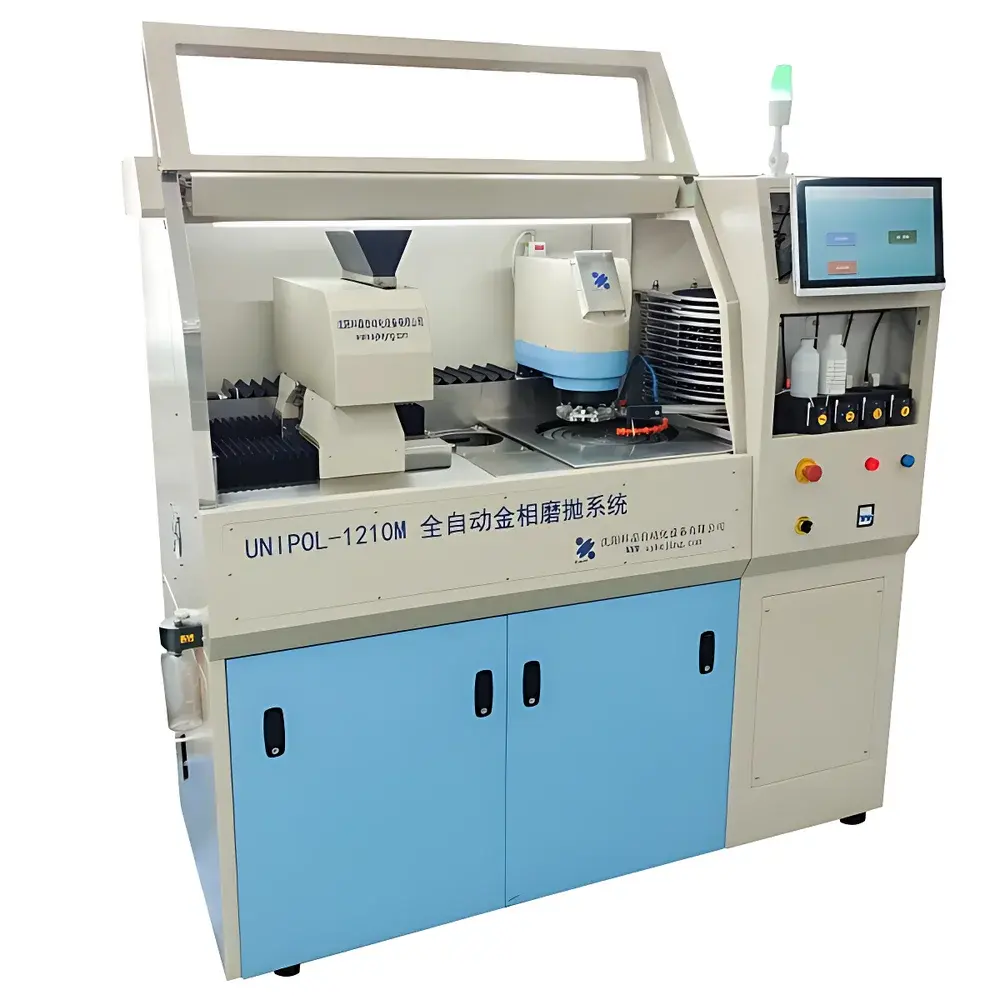
KJ GROUP UNIPOL-1210M Fully Automated Metallographic Mounting, Grinding and Polishing System
| Brand | KJ GROUP |
|---|---|
| Origin | Liaoning, China |
| Model | UNIPOL-1210M |
| Mounting Stations | 6 |
| Mounting Diameter | 30 mm (max height 35 mm) |
| Heating Temperature | up to 180 °C |
| Heating Time | 1–30 min |
| Cooling Time | 1–30 min |
| Heating Power | 1200 W |
| Single-Station Clamping Force | 220 kg |
| Grinding/Polishing Plate Diameter | φ300 mm |
| Plate Speed | 50–500 rpm |
| Specimen Holder Speed | 10–60 rpm |
| Specimen Holder Diameter | φ30 mm |
| Specimen Loading Force Range | 1–5 kg (pneumatically controlled via flow regulator) |
| Vacuum-Mounted Abrasive/Polymer Disc Capacity | 16 sets |
| Integrated Fluid Delivery | 3 channels (water, abrasive slurry ×1, suspension ×2, 1 spare) |
Overview
The KJ GROUP UNIPOL-1210M Fully Automated Metallographic Mounting, Grinding and Polishing System is an integrated laboratory platform engineered for precision, repeatability, and unattended operation in metallographic sample preparation. It implements a sequential, closed-loop workflow encompassing hot compression mounting, planar grinding, fine polishing, and multi-stage cleaning — all under programmable control. The system operates on the principle of synchronized rotational kinematics (counter-rotating specimen holder and grinding/polishing plate), combined with pneumatically regulated, center-loaded specimen force and vacuum-based abrasive media retention. This architecture ensures uniform material removal rates, minimized edge rounding, and high inter-sample reproducibility — critical for quantitative microstructural analysis per ASTM E3, ISO 13076, and ISO 2934. Designed for laboratories conducting routine QC/QA, failure analysis, or high-throughput materials R&D, the UNIPOL-1210M eliminates manual intervention between process steps while maintaining full traceability of operational parameters.
Key Features
- Fully automated six-station hot mounting module with electric-hydraulic actuation, programmable temperature (up to 180 °C), time-controlled heating/cooling cycles, and individual clamping force calibration (220 kg per station).
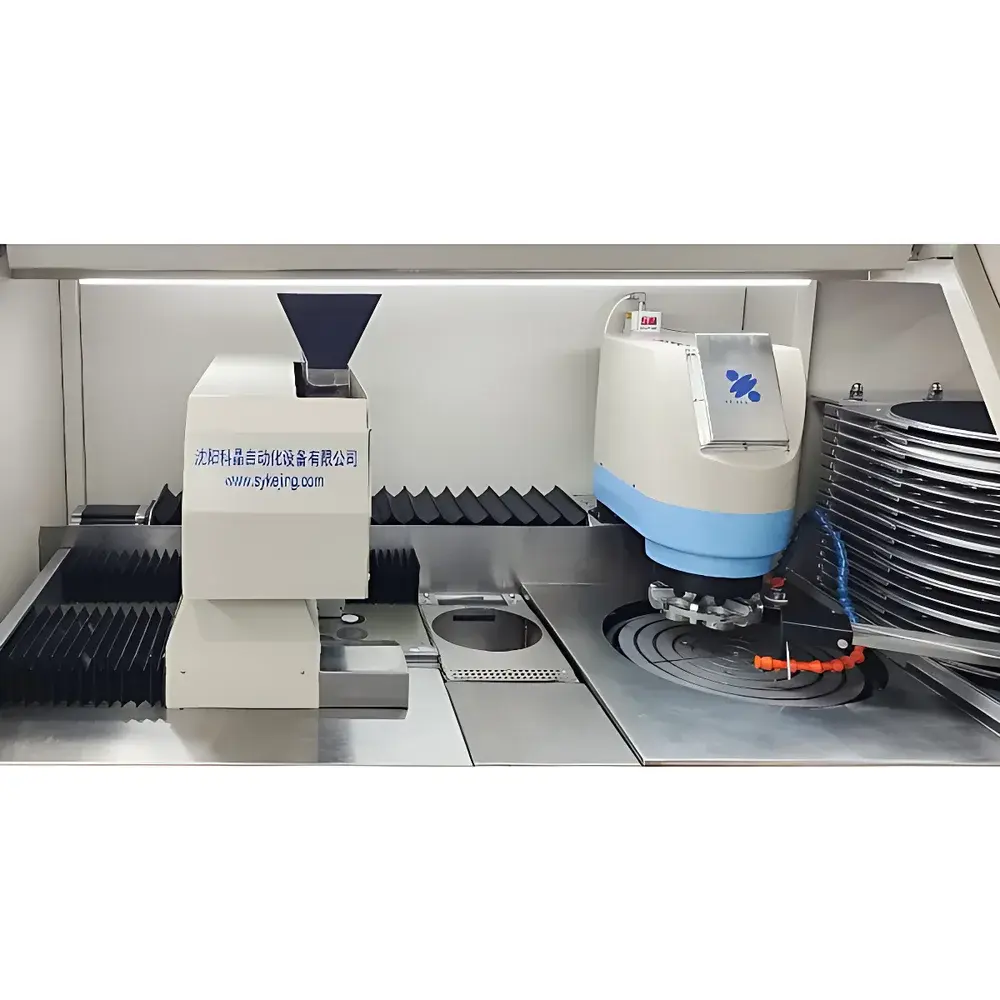
- Single φ300 mm grinding/polishing plate with independent speed control (50–500 rpm) and low-speed, high-torque motor drive optimized for consistent stock removal across coarse-to-fine abrasives.
- Specimen holder with φ30 mm capacity, variable rotation (10–60 rpm), and pneumatically adjusted loading force (1–5 kg) via precision flow regulators — enabling material-specific pressure optimization for metals, ceramics, geological specimens, and semiconductor packages.
- Vacuum-adhesive disc magazine supporting up to 16 preloaded abrasive papers and polishing cloths; automatic exchange sequence programmable per step, eliminating manual media handling and cross-contamination risk.
- Dual-mode cleaning station integrating ultrasonic cavitation (40 kHz) and targeted high-pressure water jets (0.3–0.6 MPa), coupled with dedicated waste fluid recovery and filtration — ensuring complete residue removal prior to microscopy or microhardness testing.
- Multi-channel dispensing system with three independently controllable fluid paths: deionized water, abrasive slurry (e.g., SiC-based), and colloidal suspensions (e.g., diamond or alumina); one channel reserved for future reagent expansion.
- Industrial-grade 10.1″ capacitive touchscreen HMI with intuitive drag-and-drop workflow editor, real-time process monitoring, and secure parameter archiving compliant with GLP audit requirements.
Sample Compatibility & Compliance
The UNIPOL-1210M accommodates a broad spectrum of rigid, non-porous, and semi-brittle materials including ferrous and non-ferrous alloys, sintered ceramics (Al₂O₃, ZrO₂), geological thin sections (granite, basalt, shale), electronic packaging substrates (AlN, SiC, FR-4), and composite laminates. Its modular architecture allows standalone use of the mounting, grinding/polishing, or cleaning modules — facilitating integration into existing lab workflows or validation under ISO/IEC 17025 accreditation. All embedded software logs timestamped operational events (e.g., cycle start/end, media change, fluid delivery volume), supporting FDA 21 CFR Part 11-compliant electronic records when deployed with network-authenticated user accounts and audit trail enablement.
Software & Data Management
The embedded control firmware supports creation, naming, versioning, and password-protected storage of up to 256 process protocols. Each protocol defines thermal profiles, rotational speeds, dwell times, pressure setpoints, fluid dosing volumes, and media exchange logic. Preloaded material-specific templates cover common standards such as ASTM E3 (metallographic specimen preparation), ASTM B657 (aluminum alloys), and ISO 14577 (instrumented indentation). Raw operational logs are exportable in CSV format for external LIMS integration or statistical process control (SPC) analysis. Firmware updates are performed via USB or Ethernet, with checksum verification and rollback capability.
Applications
- Routine quality control of castings, forgings, and welds in aerospace and automotive manufacturing.
- Failure analysis laboratories requiring strict adherence to ASTM E407 and ISO 22824 for inclusion assessment and grain size evaluation.
- Academic and industrial research on advanced ceramics, additive-manufactured metals, and battery electrode cross-sections.
- Geological core analysis where preservation of mineral boundary integrity during polishing is essential for SEM-EDS or EBSD mapping.
- Electronics reliability testing involving delamination studies of die-attach interfaces or solder joint cross-sectioning.
FAQ
Does the UNIPOL-1210M support cold mounting integration?
No — it is configured exclusively for hot compression mounting using thermosetting resins. Cold mounting requires external equipment.
Can the system be validated for GMP-regulated environments?
Yes — with optional IQ/OQ documentation packages and configurable audit trail settings, it meets foundational requirements for GMP Annex 11 and ISO 13485 process validation.
What maintenance intervals are recommended for pneumatic and vacuum subsystems?
Vacuum pump oil replacement every 500 operating hours; pneumatic filter-regulator lubrication every 1,000 hours; abrasive disc magazine gasket inspection quarterly.
Is remote monitoring or diagnostics supported?
Standard Ethernet connectivity enables SNMP-based network health monitoring and secure SSH access for diagnostic log retrieval — no cloud dependency required.
How is cross-contamination prevented between dissimilar materials?
Through automated sequential cleaning (ultrasonic + high-pressure rinse), dedicated fluid lines per chemistry type, and programmable “blank run” cycles with neutral media before switching material classes.



