



Labtech LTE12–LTE36 Modular Co-Rotating Twin-Screw Extruder
| Brand | Labtech Engineering |
|---|---|
| Origin | Imported (Non-Chinese) |
| Model Range | LTE12, LTE16, LTE20, LTE26, LTE36 |
| Screw Diameter | 12–36 mm |
| L/D Ratio | 32–60 |
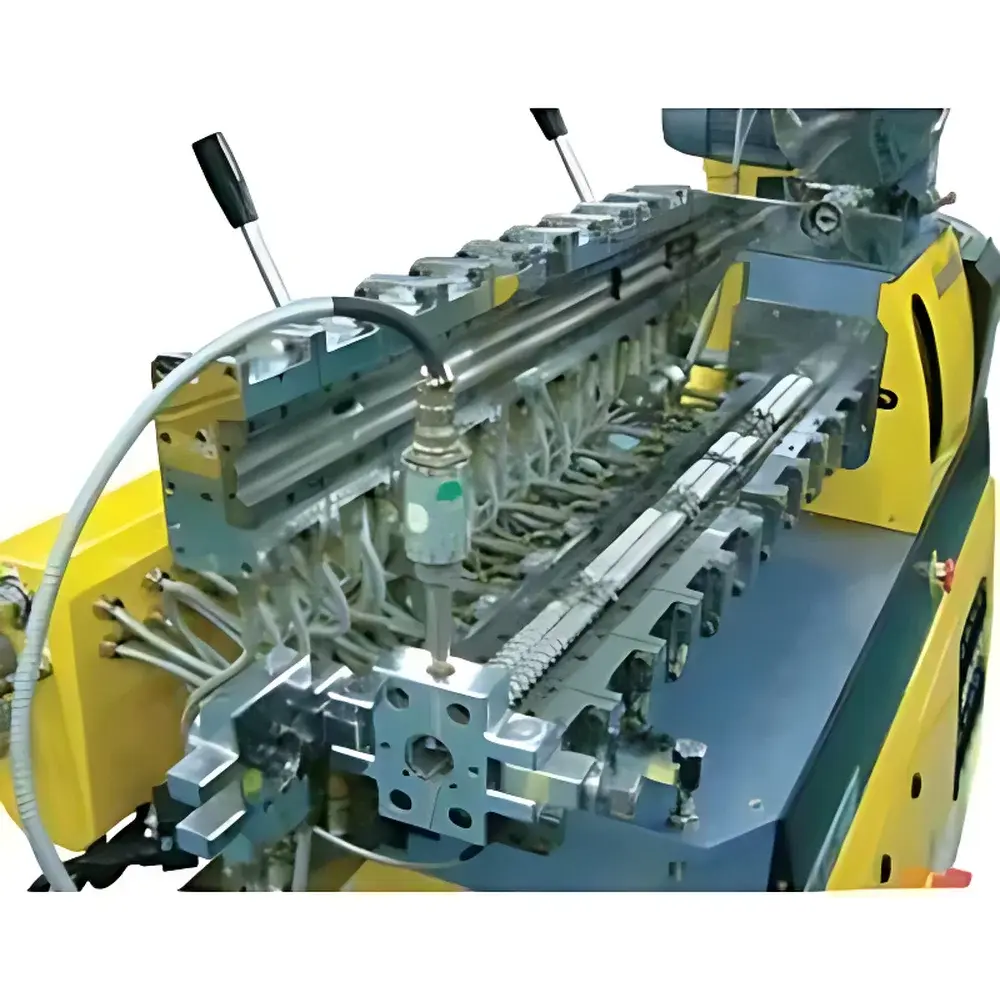
| Barrel Design | Split-shell (clamshell), modular |
| Screw & Barrel Material | Nitrided high-grade tool steel |
| Control System | PC-based fully automated control |
| Optional Modules | Vacuum venting port, liquid dosing pump, side-feeding fiberglass inlet, Labtech side-cutting granulator |
| Cooling | Integrated internal recirculating cooling system |
| Safety | Multi-level interlock alarms, gravity-balanced hinge mechanism, replaceable barrel liners |
Overview
The Labtech LTE12–LTE36 series represents a class of laboratory-scale, co-rotating twin-screw extruders engineered for precise polymer compounding, reactive extrusion, masterbatch development, and formulation screening under controlled process conditions. Based on the Couette flow principle and positive displacement mechanics, these extruders deliver reproducible residence time distribution, uniform shear history, and scalable mixing intensity across five standard screw diameters (12 mm to 36 mm). Designed specifically for R&D labs in polymer science, additive manufacturing feedstock development, and high-performance thermoplastic elastomer (TPE) processing, the system enables direct translation of lab-scale results to pilot or production-scale extrusion lines—particularly critical for materials such as TPU, LCP, engineering thermoplastics, and filled composites.
Key Features
- Modular clamshell barrel design allows rapid access to screw elements and barrel interior without disassembly—enabling real-time observation, immediate cleaning between formulations, and fast configuration changes for different mixing intensities.
- Gravity-balanced hinge mechanism ensures stable, hands-free barrel opening and prevents uncontrolled movement during maintenance—meeting ISO 13857 ergonomic safety requirements for laboratory equipment.
- Nitrided tool steel screws and barrels provide exceptional wear resistance against abrasive fillers (e.g., glass fiber, mineral powders) and chemically aggressive additives, extending service life and maintaining dimensional stability over repeated thermal cycles.
- PC-based automation system with programmable logic controller (PLC) integration supports full parameter logging—including torque, melt pressure, barrel zone temperatures (±0.5 °C accuracy), screw speed (0.1–600 rpm), and motor power consumption—with timestamped data export in CSV/Excel format.
- Integrated internal recirculating cooling circuit maintains consistent thermal profiles across all barrel zones, minimizing axial temperature gradients and enabling accurate simulation of industrial extrusion thermal histories.
- Multi-point safety architecture includes door interlocks, emergency stop circuits compliant with IEC 60204-1, overtemperature cutoffs, and torque overload protection—fully documented for GLP-compliant lab audits.
Sample Compatibility & Compliance
The LTE series accommodates a broad spectrum of polymeric systems: thermoplastics (PP, PE, PS, PC, PA6/66), thermoplastic elastomers (TPU, TPE-E, TPE-O), liquid crystal polymers (LCP), conductive composites (carbon black-, CNT-, graphene-loaded), flame-retardant formulations, and reactive monomer blends. All configurations meet CE marking requirements per Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU. Optional vacuum venting modules comply with ASTM D3835 for volatile removal efficiency testing; side-feeding ports support ISO 21338-compliant fiber incorporation protocols. The system is routinely validated for use in laboratories operating under ISO/IEC 17025 and FDA 21 CFR Part 11–enabled environments when paired with Labtech’s audit-trail-enabled software package.
Software & Data Management
Labtech’s proprietary ExtrusionStudio™ software provides real-time visualization of process variables, synchronized multi-channel trending, and automated batch reporting. Each run generates a digital fingerprint including screw speed ramp profiles, torque transients, pressure spikes, and thermal deviation maps—exportable as PDF or XML for traceability. The software supports user-defined SOP templates, electronic signature workflows, and role-based access control aligned with ALCOA+ principles (Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, Available). Raw data files are stored with SHA-256 checksum integrity verification and support long-term archival per ISO 16363 standards.
Applications
- Development and optimization of color masterbatches and additive concentrates for polyolefin and engineering resin systems.
- Reactive extrusion of functionalized polyolefins, graft copolymers, and silane-crosslinkable compounds.
- Dispersion evaluation of nanofillers (e.g., nano-clay, silica, MXene) in thermoplastic matrices using torque rheometry correlation.
- Thermal stability assessment of heat-sensitive biopolymers (PLA, PHA) via residence time distribution analysis under low-shear configurations.
- Process validation for medical-grade compound batches requiring ISO 10993-compliant material history documentation.
- Scale-up studies supporting DOE-driven formulation design for automotive under-hood components and EV battery encapsulants.
FAQ
What is the maximum allowable throughput for the LTE36 model at 400 rpm with LDPE?
Typical throughput ranges from 8–12 kg/h depending on screw configuration, feed rate, and barrel temperature profile—exact values require empirical calibration using gravimetric feeder data.
Can the system be integrated with third-party rheometers or inline NIR sensors?
Yes—via analog 4–20 mA and digital RS485 Modbus RTU interfaces; Labtech provides OEM integration documentation and signal conditioning specifications.
Is the granulator module compatible with highly viscous TPU melts above 10⁵ Pa·s?
The side-cutting granulator is rated for Shore D 25–85 thermoplastic elastomers and has been validated for continuous operation with TPU grades up to 95°C melt temperature and 120 MPa tensile modulus.
Does Labtech offer IQ/OQ/PQ documentation packages for GMP environments?
Yes—comprehensive qualification kits are available upon request, including test protocols, acceptance criteria aligned with USP , and completed execution records signed by certified metrologists.
How frequently should the nitrided screw elements be inspected for wear when processing 30 wt% glass fiber composites?
We recommend endoscopic inspection every 200 operational hours and dimensional verification (pitch, flight clearance) every 500 hours—full replacement intervals vary based on filler aspect ratio and abrasive index per ASTM D1044.





