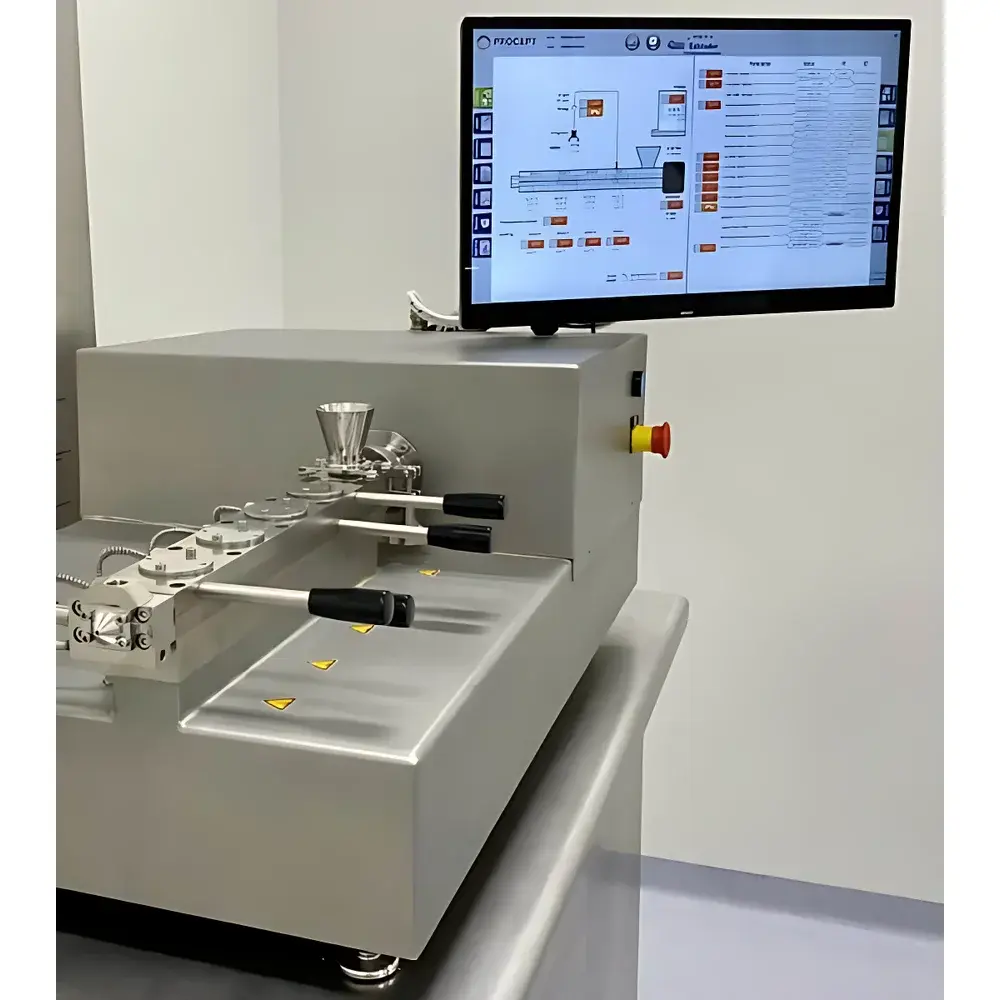

PROCEPT Vextruder Twin-Screw Extruder
| Brand | PROCEPT (Belgium) |
|---|---|
| Origin | Belgium |
| Model | Vextruder |
| Screw Diameter | 16 mm |
| L/D Ratio | 25 |
| Screw Rotation | Co-rotating |
| Drive Motor | High-torque servo motor |
| Speed Range | 3–40 rpm (DC adjustable) |
| Heating Zones | 4 independent zones (with water-cooling capability) |
| Feed Ports | 5 (powder/liquid feed, venting, pressure relief) |
| Cooling | Refrigerated hopper for powder feed |
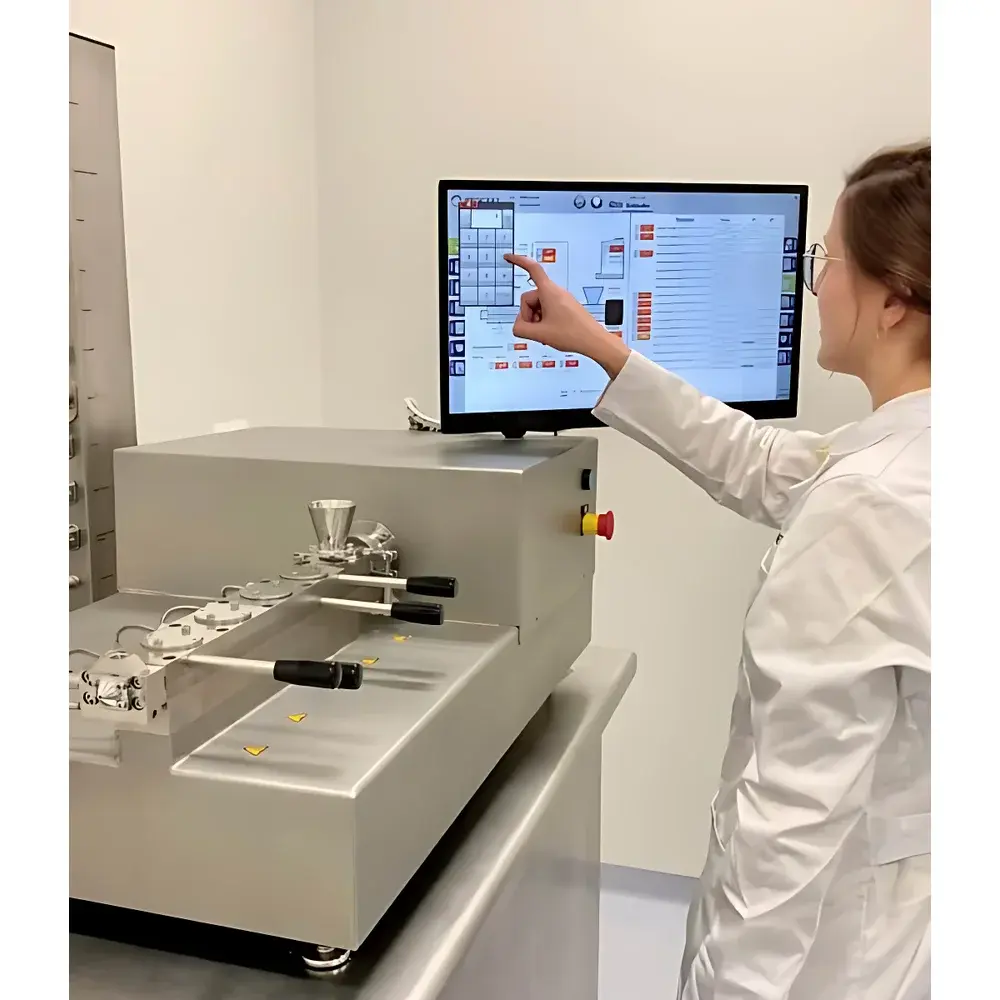
| Control System | Touchscreen PC on articulated arm |
| Data Logging | Real-time parameter recording & tabular reporting |
| Solvent Compatibility | Water and organic solvents |
| Configuration | Modular, benchtop or mobile (caster-mounted) |
| Application Scope | Hot-melt extrusion (HME), wet granulation, melt granulation, wet extrusion, continuous manufacturing under R&D and clinical-scale GMP conditions |
| Compliance Context | Designed to support GLP/GMP-aligned process development, with audit-ready data logging suitable for FDA 21 CFR Part 11–aligned validation workflows |
Overview
The PROCEPT Vextruder Twin-Screw Extruder is an engineered platform for continuous pharmaceutical process development—from early-stage feasibility studies through clinical batch production. Based on co-rotating twin-screw architecture, it operates on the principles of distributive and dispersive mixing within a precisely controlled thermal and mechanical environment. The 16 mm screw diameter and 25:1 length-to-diameter (L/D) ratio provide sufficient residence time and shear history for robust material transformation, including polymer plasticization, API dispersion, particle size reduction, and binder activation. Its modular design enables rapid reconfiguration between hot-melt extrusion (HME), wet granulation, melt granulation, and wet extrusion—making it a single-platform solution for formulation scientists exploring solid dispersion, solubility enhancement, taste masking, and modified-release dosage forms.
Key Features
- High-torque servo-driven co-rotating twin screws (3–40 rpm, DC-adjustable) ensuring consistent torque delivery across variable load conditions
- Four independently controlled heating zones with integrated water-cooling capability, enabling precise axial temperature profiling from feed throat to die
- Refrigerated hopper for temperature-sensitive powder feeding—critical for thermolabile APIs and low-melting excipients
- Five functional ports: dual powder/liquid feed inlets, vacuum venting port, pressure relief port, and optional side-feeding or sampling port
- Modular construction supporting benchtop installation or caster-mounted mobility; extrusion unit designed for integration into fume hoods or isolators
- Articulated-arm-mounted touchscreen PC with intuitive HMI interface—fully configurable display layout, real-time trend visualization, and password-protected user roles
- Comprehensive data acquisition system logging all critical parameters (screw speed, zone temperatures, torque, feed rate, motor current) with timestamped CSV export and tabular report generation
Sample Compatibility & Compliance
The Vextruder accommodates a broad range of pharmaceutical materials—including hygroscopic powders, viscous polymer melts, solvent-based pastes, and high-viscosity suspensions. It supports both aqueous and organic solvent systems (e.g., ethanol, acetone, dichloromethane), with sealed feed zones and venting pathways compatible with Class I flammable vapor handling. From a regulatory perspective, its deterministic control architecture and electronic audit trail functionality align with ICH Q5A/Q5C expectations for process consistency. The data logging system is structured to meet foundational requirements for FDA 21 CFR Part 11 compliance—supporting electronic signatures, user access control, and immutable record retention when deployed with validated IT infrastructure. While not a GMP-certified production unit per se, the Vextruder is routinely employed in GLP-compliant development labs and qualifies as a “GMP-capable” tool for Phase I–III clinical supply manufacturing when operated under documented SOPs and change-controlled configurations.
Software & Data Management
The embedded control software provides closed-loop monitoring of all operational parameters with configurable alarm thresholds and automatic shutdown protocols. Process recipes are stored with version control and metadata (operator ID, date/time, calibration status). All raw data streams—including temperature gradients, torque profiles, and feed rate deviations—are captured at ≥1 Hz resolution and archived in vendor-neutral CSV format. Optional OPC UA connectivity enables integration with laboratory information management systems (LIMS) or MES platforms for centralized batch record assembly. Audit trails include operator logins, parameter modifications, and report generation events—structured to satisfy internal QA review and external regulatory inspection requirements.
Applications
- Hot-melt extrusion of amorphous solid dispersions for bioavailability enhancement
- Continuous wet granulation using PVP, HPMC, or copovidone binders
- Melt granulation with low-melting waxes or fatty acids
- Wet extrusion for spheronization feedstock preparation
- Taste-masking via polymer-encapsulated API extrudates
- Stabilization of metastable polymorphs through controlled cooling profiles
- Process analytical technology (PAT) method development—serving as a testbed for inline NIR, Raman, or torque-based endpoint detection
FAQ
What is the maximum throughput capacity for R&D-scale batches?
Typical output ranges from 0.1 to 5 kg/h depending on formulation viscosity, screw configuration, and thermal profile—optimized for small-batch clinical trial material production.
Can the screw configuration be changed without specialized tools?
Yes—modular screw elements (conveying, kneading, reverse-pitch) are secured with standard hex keys; full reconfiguration can be completed in under 45 minutes by trained personnel.
Is the system compatible with PAT sensor integration?
The extruder includes pre-drilled mounting interfaces and analog/digital I/O ports for third-party sensors (e.g., inline rheometers, NIR probes, die pressure transducers).
Does PROCEPT provide IQ/OQ documentation support?
Yes—validated protocol templates, factory acceptance test (FAT) reports, and calibration certificates are supplied; on-site OQ execution support is available upon request.
How is cleaning validation addressed for multi-product use?
The barrel segments and screw elements are fully disassemblable; surface finish (Ra ≤ 0.8 µm) and absence of dead-leg geometry comply with EMA Annex 15 expectations for extractables assessment and swab recovery studies.



