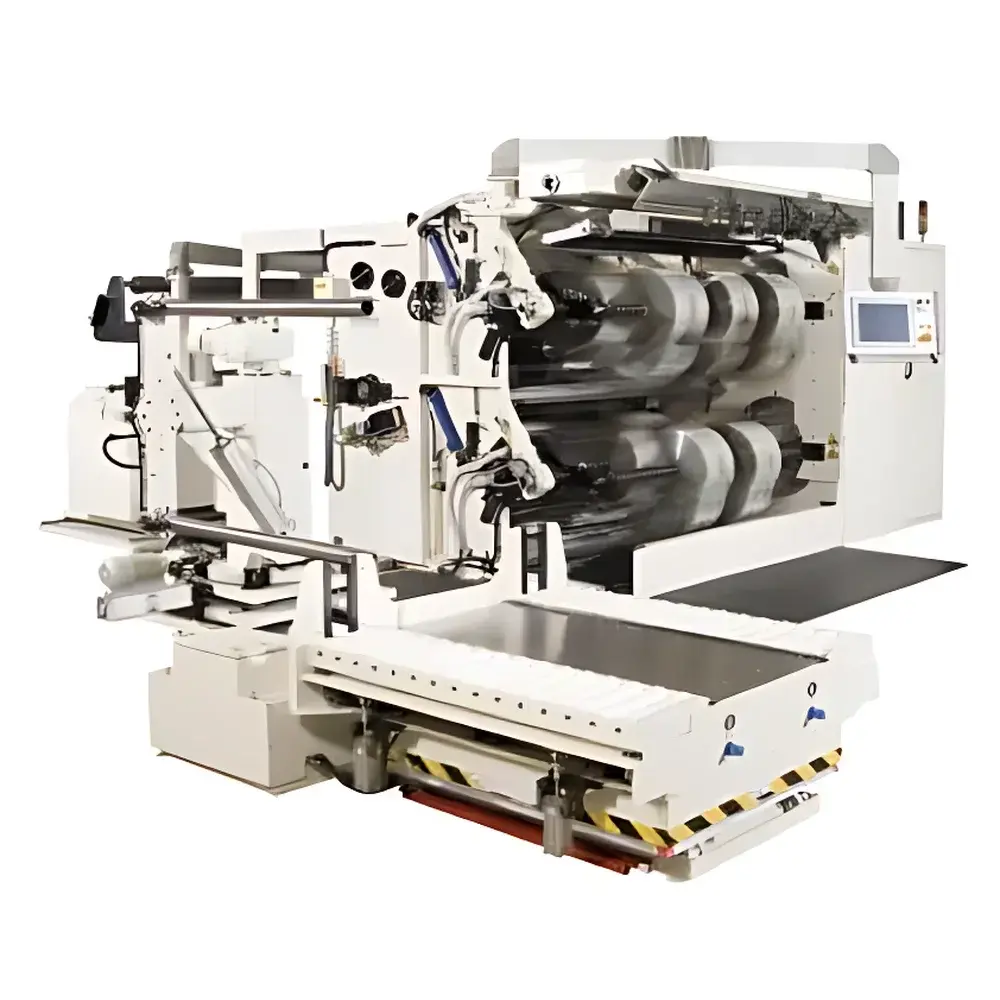
PSA QuickSlit Fully Automatic Tower Slitting and Rewinding Machine
| Brand | PSA |
|---|---|
| Origin | Germany |
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported |
| Model | QuickSlit |
| Pricing | Upon Request |
| Max Web Width | 2200 mm |
| Max Unwind Roll Weight | 3000 kg |
| Max Unwind Diameter | Φ1600 mm |
| Core Diameter Range | Φ50–200 mm |
| Slitting Methods | Guillotine, Score, Flying Cut, Pressure Cut, Tear Cut |
| Min Slit Width | 20 mm |
| Max Rewind Diameter | Φ600 mm |
| Max Line Speed | 800 m/min |
Overview
The PSA QuickSlit Fully Automatic Tower Slitting and Rewinding Machine is an industrial-grade, dual-station tower slitter engineered for high-precision, continuous-operation converting of flexible roll materials. Designed and assembled in Germany, the system operates on a proven tower architecture that decouples unwinding, slitting, and rewinding functions into synchronized, independently controlled zones—enabling true non-stop production through automatic roll changeover. Its core principle relies on dynamic load balancing between four independent rewind stations: two actively winding while the other two simultaneously perform core ejection, new core insertion, and tension pre-setting—all without interrupting web transport. This architecture eliminates traditional stop-start cycles inherent in single- or dual-position rewind systems, delivering sustained line efficiency at speeds up to 800 m/min. The machine is purpose-built for converters requiring strict dimensional consistency, minimal edge damage, and repeatable tension profiles across diverse substrates—from thin polymeric films to multi-layer laminates and metallized foils.
Key Features
- Four-station tower rewind configuration with fully automated roll transfer logic, reducing average splice downtime to under 8 seconds per changeover
- Modular slitting station supporting five distinct cutting methodologies: guillotine (rotary shear), score (creasing), flying cut (oscillating knife), pressure cut (anvil-based), and tear cut (controlled delamination)—each selectable via HMI without mechanical reconfiguration
- Active web tension control across all zones using closed-loop pneumatic brake and servo-driven torque compensation, maintaining ±1.5% tension stability across speed ranges from 50 to 800 m/min
- Automatic core loading/unloading system with servo-guided mandrel positioning and vacuum-assisted core retention, compatible with standard paper cores from Φ50 mm to Φ200 mm
- Integrated edge-guiding system with ultrasonic web tracking and programmable lateral offset correction, ensuring positional accuracy within ±0.15 mm over full 2200 mm web width
- CE-compliant safety architecture including light curtains, emergency stop redundancy, and ISO 13857-compliant guarding for all rotating and pinch-point zones
Sample Compatibility & Compliance
The QuickSlit accommodates a broad spectrum of roll-fed substrates used in packaging, labeling, and industrial converting applications. Verified compatibility includes BOPP, PET, PE, and CPP films (monolayer and co-extruded); coated and uncoated papers (40–350 g/m²); aluminum foil and foil-laminates (12–150 µm); metallized films; and pressure-sensitive adhesive tapes. All material handling components—including unwind chucks, slitting knives, and rewind shafts—are constructed from corrosion-resistant stainless steel or hard-anodized aluminum to prevent contamination and ensure long-term dimensional stability. The system complies with EN 62061 (functional safety), EN 1037 (guarding), and meets essential requirements of the EU Machinery Directive 2006/42/EC. Optional validation packages support IQ/OQ documentation aligned with ISO 9001 and GMP Annex 15 frameworks for regulated environments.
Software & Data Management
The machine is controlled by a Siemens SIMATIC S7-1500 PLC interfaced with a 15.6″ IP65-rated touchscreen HMI running TIA Portal v18. Process parameters—including target slit width, rewind tension profile, knife depth, and splice timing—are stored in encrypted recipe files with user-level access control (operator, technician, administrator). All operational events—start/stop timestamps, splice logs, tension deviations >±3%, and maintenance alerts—are timestamped and exported in CSV format via Ethernet/IP or USB. Audit trail functionality satisfies FDA 21 CFR Part 11 requirements when configured with optional digital signature and electronic record modules. Remote diagnostics capability allows authorized service engineers to initiate secure VPN-based troubleshooting sessions with real-time I/O monitoring.
Applications
- High-volume production of narrow-web labels and flexographic printing substrates
- Slitting of barrier films for pharmaceutical blister packaging and medical device pouches
- Conversion of release liners for adhesive tapes and automotive masking products
- Processing of metallized polyester film for capacitor manufacturing
- Preparation of jumbo rolls into customer-specific widths for downstream gravure or digital printing lines
- Reconditioning of recovered laminates for recycling feedstock preparation
FAQ
What is the minimum slit width achievable on the QuickSlit system?
The system achieves a minimum slit width of 20 mm with guaranteed edge straightness ≤±0.2 mm over 100 m, verified using laser micrometer inspection.
Can the machine handle jumbo rolls weighing up to 3000 kg safely?
Yes—the heavy-duty unwinder features dual hydraulic-assisted chucks rated for static loads up to 3500 kg, with overload protection and real-time torque monitoring.
Is offline setup and recipe simulation supported?
Yes—TIA Portal engineering software enables offline PLC logic testing, HMI screen simulation, and recipe validation prior to machine commissioning.
Does the system support integration with MES or ERP platforms?
Standard OPC UA server implementation allows bi-directional data exchange with SAP, Rockwell FactoryTalk, or custom MES via configurable tags and polling intervals.
What maintenance intervals are recommended for the slitting station?
Guillotine knife sharpening is recommended every 500 operating hours; rotary shear blade replacement every 1200 hours; and full tension brake calibration annually or after 2000 splices—documented in the integrated maintenance scheduler.
Related Products



")