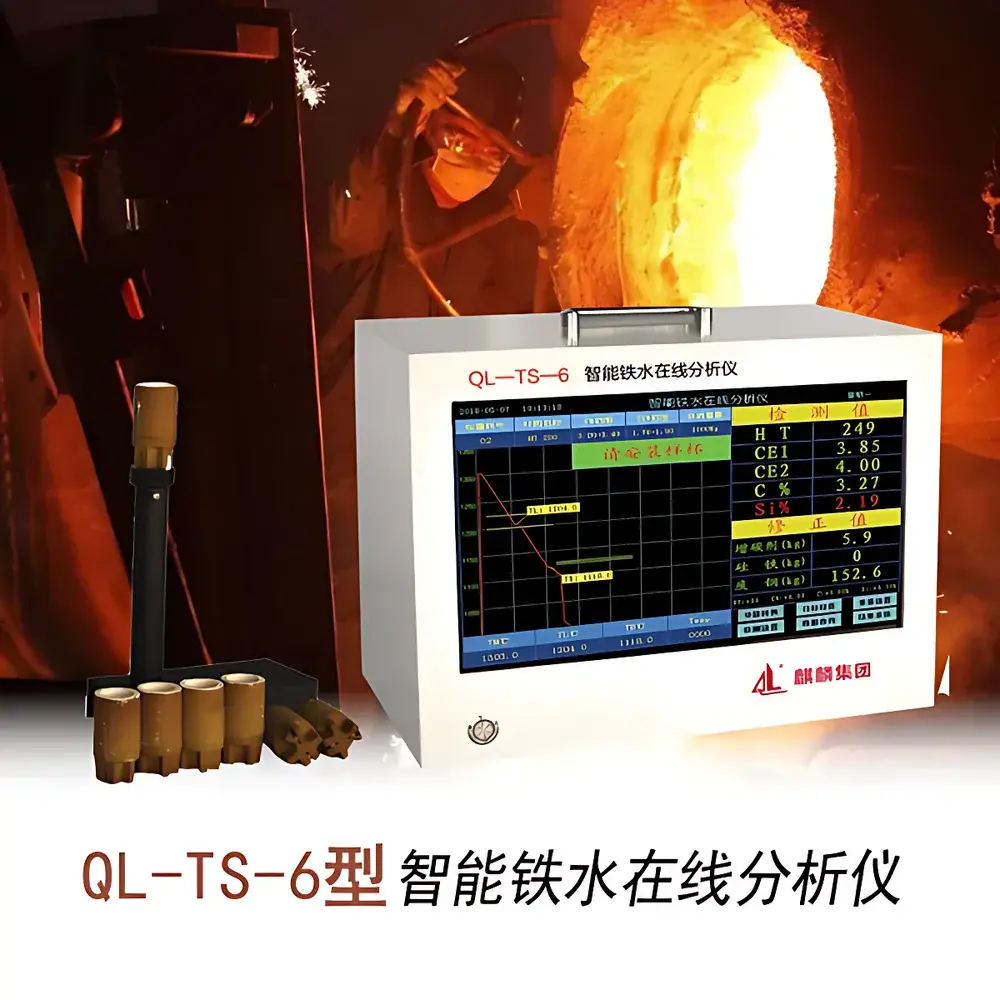
QL-TS-6 Foundry On-Line Carbon-Silicon Analyzer by Qilin Nanjing
| Brand | Qilin (QL) |
|---|---|
| Origin | Jiangsu, China |
| Model | QL-TS-6 |
| CE Range | 3.2–4.8 wt%, ±0.08 |
| C Range | 2.8–4.2 wt%, ±0.04 |
| Si Range | 0.9–3.0 wt%, ±0.04 |
| Measurement Time | ≤90 s |
| Data Storage | 3,000 measurements with timestamped sequence |
| Calibration Lines | 8 user-definable |
| Target Compositions | 8 preset alloys |
| Output | USB export supported |
| Industrial Display | 17″ ruggedized LCD |
| Thermal Compensation | Integrated high-stability thermocouple wiring |
| EMC Design | Enhanced EMI/RFI shielding for foundry floor deployment |
| Compliance | Designed to support ISO 9001 process control documentation and ASTM A781/A781M for cast iron analysis workflows |
Overview
The QL-TS-6 Foundry On-Line Carbon-Silicon Analyzer is an industrial-grade thermal analysis instrument engineered for real-time melt characterization in iron foundries. It operates on the principle of solidification thermal analysis (STA), where a standardized cooling curve is generated from a small, representative sample of molten iron poured into a calibrated cup. By precisely tracking the phase transition temperatures—specifically the liquidus (TL), eutectic (TE), and recalescence (TR) points—the system calculates critical compositional parameters including carbon equivalent (CE), total carbon (C%), silicon (Si%), undercooling (ΔT), and nodularity-related indices such as saturation coefficient (SC) and graphitization tendency. Unlike laboratory-based spectrometers or wet chemical methods, the QL-TS-6 delivers quantitative results within 90 seconds directly at the furnace tap-out point, enabling immediate process feedback for charge correction, inoculation adjustment, or spheroidization verification. Its design prioritizes robustness over portability: sealed industrial motherboard, fanless architecture, and vibration-dampened mounting ensure stable operation amid high ambient temperature, dust, electromagnetic noise, and mechanical shock typical of casting environments.
Key Features
- Real-time thermal analysis engine with dual-channel high-resolution thermocouple input (Type K, compensated)
- On-board calculation of CE, C%, Si%, SC, TL, TE, TR, RM (matrix hardness index), and nodularity estimation per ASTM A247
- Eight programmable calibration curves mapped to specific base alloys (e.g., GG25, GGG40, GJS500-7)
- Eight target composition profiles with automatic charge calculation based on batch weight and scrap/metal return ratios
- Timestamped measurement history (3,000 entries) with full cooling curve replay and derivative (dT/dt) visualization
- Rugged 17-inch industrial LCD display with glove-compatible touch interface and IP65-rated front panel
- USB mass storage export for raw cooling curves, derivative plots, and summary CSV reports compatible with LIMS integration
- Hardware-level EMI suppression via shielded cabling, grounded isolation mounts, and differential signal conditioning
Sample Compatibility & Compliance
The QL-TS-6 accepts standard 100–150 g iron samples collected using ASTM E883-compliant sampling ladles. It supports gray iron (EN-GJL), ductile iron (EN-GJS), and compacted graphite iron (EN-GJV) grades across carbon ranges of 2.8–4.2 wt% and silicon up to 3.0 wt%. All thermal analysis outputs are traceable to NIST-traceable reference materials used during factory calibration. While not a certified metrology device per ISO/IEC 17025, the analyzer meets functional requirements outlined in ISO 9001:2015 Clause 8.5.1 (control of production and service provision) and aligns with ASTM A781/A781M Annex A1 for thermal analysis-based specification verification. Its data logging architecture supports audit-ready records required for internal quality audits and third-party supplier qualification programs.
Software & Data Management
The embedded Windows Embedded Standard OS runs proprietary Qilin STA software, featuring a deterministic real-time kernel for consistent curve acquisition timing. The GUI provides simultaneous display of raw cooling curves, first-order derivatives, and calculated parameters—each annotated with phase identification markers. All measurements include automatic timestamping, operator ID tagging (via optional RFID badge reader), and configurable pass/fail thresholds. Exported USB files contain ASCII-encoded time-series data (ms resolution), metadata headers (sample ID, date/time, operator, alloy code), and summary statistics. The software architecture enables seamless import into statistical process control (SPC) platforms such as Minitab or custom MES dashboards via ODBC drivers. Audit trail functionality logs all parameter changes, calibration events, and user logins—supporting GLP-aligned documentation practices.
Applications
- Charge optimization in cupola and induction furnaces by correlating CE deviation with scrap ratio adjustments
- Verification of magnesium treatment efficacy in ductile iron production through undercooling and recalescence amplitude analysis
- In-process monitoring of inoculant fade during holding periods via sequential CE drift tracking
- Root cause analysis of shrinkage porosity or carbide formation using TL–TE separation metrics
- Batch release qualification prior to mold pouring, reducing scrap rate and remelting cost
- Training tool for foundry metallurgists to visualize microstructural relationships between thermal signatures and final matrix properties
FAQ
What sample volume is required for a valid measurement?
A minimum of 100 g of molten iron at tapping temperature (typically 1,350–1,500 °C) is required; sampling must follow ASTM E883 to avoid oxidation and segregation artifacts.
Can the QL-TS-6 replace lab-based spectrometry for certification?
No—it is a process control tool, not a compliance-grade elemental analyzer; final material certification requires ICP-OES or spark-OES per ISO 11577 or ASTM E1019.
How often does the system require recalibration?
Calibration verification is recommended before each shift using a certified reference sample; full recalibration is performed annually or after hardware replacement per manufacturer’s service protocol.
Is remote diagnostics supported?
Yes—via optional Ethernet module with secure SSH access; firmware updates and configuration backups can be scheduled without on-site technician presence.
Does the system comply with FDA 21 CFR Part 11?
It does not implement electronic signature or audit trail features required for regulated pharmaceutical applications; it is intended exclusively for industrial metallurgical process control.





