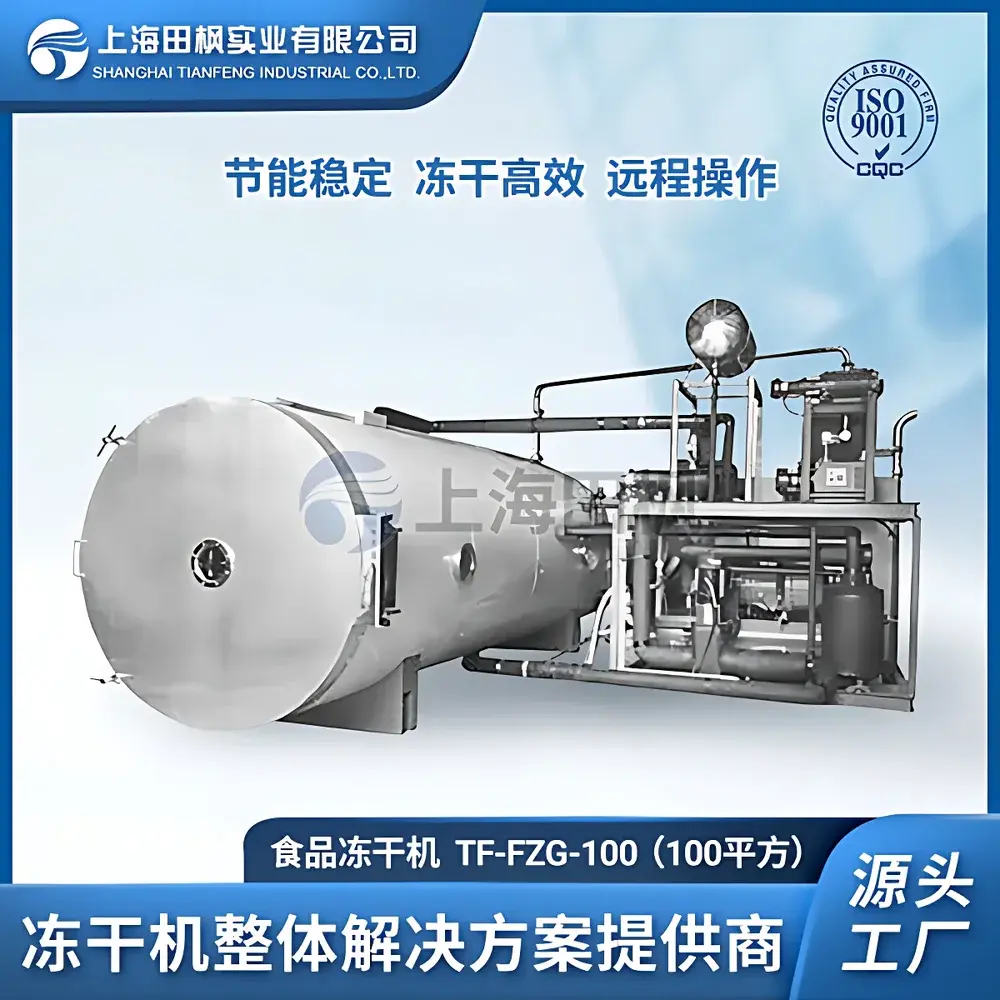

Tianfeng TF-FZG-100 Industrial-Scale Freeze Dryer
| Brand | Tianfeng |
|---|---|
| Model | TF-FZG-100 |
| Type | Shelf-Type Production Freeze Dryer |
| Lyophilization Area | 100 m² |
| Max Ice Capacity (24 h) | 1500 kg |
| Ultimate Vacuum | ≤ 2.7 Pa |
| Condenser Temperature | ≤ −65 °C |
| Shelf Temp Range | −45 °C to +80 °C |
| Overall Dimensions (L×W×H) | 16000 × 2500 × 3600 mm |
| Total Power Load | 286 kW (380 V, 50 Hz, 3-Phase, 5-Wire) |
| Chamber Material | SUS 304 Stainless Steel (Electropolished Interior) |
| Control System | Omron PLC with Microprocessor-Based HMI |
| Compressor | BITZER (Germany) |
| Vacuum Pump | BAOSI |
| Condenser Design | Integral Cylindrical Coil, Clean Stainless Steel |
| Trolley System | 2 Units, 304 Stainless Steel |
| Compliance | Designed per GMP Principles for Food & Nutraceutical Manufacturing |
| Certification | ISO 9001:2000 Certified Manufacturer |
Overview
The Tianfeng TF-FZG-100 is an industrial-scale, shelf-type freeze dryer engineered for continuous, high-throughput lyophilization of heat-sensitive food, nutraceutical, and dietary supplement materials—including beef extracts, fruit powders, herbal concentrates, vitamin formulations, pet nutrition blends, and instant beverage bases. Operating on the fundamental principle of sublimation under deep vacuum and controlled low-temperature conditions, the system removes water from frozen product matrices without inducing thermal degradation or structural collapse. Unlike laboratory-scale units, the TF-FZG-100 integrates a fully sealed, GMP-aligned chamber architecture with a co-located condenser (front-chamber/rear-condenser configuration), enabling efficient vapor migration and high ice-trapping capacity. Its 100 m² drying surface supports batch processing of up to 1000 kg of loaded material per cycle, making it suitable for pilot-to-production transition environments in contract manufacturing organizations (CMOs), functional food producers, and dietary supplement facilities seeking scalable, reproducible drying performance.
Key Features
- Integrated cylindrical drying chamber constructed from electropolished SUS 304 stainless steel—compliant with hygienic design standards for food-grade applications and minimizing microbial retention points.
- Shelf temperature control range of −45 °C to +80 °C, supporting both primary drying (sublimation) and secondary drying (desorption) phases with precise ramp/soak profiles.
- High-capacity condenser with ≤ −65 °C ultimate temperature and 1500 kg/24 h ice-trapping capacity, utilizing clean stainless steel coil construction compatible with either integral or modular configurations.
- Dual trolley system (304 stainless steel) for rapid, ergonomic loading/unloading; optional shelf customization available in aluminum extrusion (enhanced thermal conductivity) or SUS 304 (superior cleanability).
- BITZER (Germany) semi-hermetic compressors and BAOSI vacuum pumps ensure stable refrigeration performance and consistent vacuum maintenance down to ≤ 2.7 Pa.
- Omron PLC-based control system with intuitive HMI interface, supporting multi-step recipe storage, real-time parameter adjustment during drying, step-skipping, and manual/automatic mode switching.
- Observation windows with integrated LED lighting enable non-invasive process monitoring; chamber and condenser surfaces designed for CIP compatibility via steam or immersion defrosting.
Sample Compatibility & Compliance
The TF-FZG-100 accommodates a broad spectrum of organic and aqueous-based matrices common in food and nutraceutical manufacturing: freeze-dried beef hydrolysates, berry purees, probiotic suspensions, botanical decoctions, collagen peptides, and fortified vitamin blends. Its chamber geometry, surface finish, and material certifications align with core hygienic design principles outlined in EHEDG Doc. 8 and ISO 22000. While not certified for pharmaceutical GMP (e.g., Annex 1), the system’s construction, documentation traceability (including FAT/SAT protocols), and operational controls support validation readiness for food safety management systems (FSMS), HACCP, and SQF Level 3. All wetted parts meet FDA 21 CFR §178.3570 requirements for indirect food additives.
Software & Data Management
The embedded Omron NJ-series PLC records time-stamped process data—including shelf temperature, chamber pressure, condenser temperature, and vacuum level—at user-defined intervals (default: 10 s). Raw logs are exportable via USB or Ethernet to CSV format for external analysis. The system supports audit trail functionality with operator login credentials, change history logging, and electronic signature capability—meeting baseline expectations for 21 CFR Part 11 compliance when deployed within validated IT infrastructure. Optional SCADA integration (Modbus TCP or OPC UA) enables centralized monitoring across multi-unit production lines.
Applications
- Stabilization of thermolabile proteins and enzymes in meat-derived bioactive ingredients (e.g., collagen, gelatin hydrolysates, myoglobin-rich fractions).
- Production of instant solubilized beef powder for clinical nutrition, sports supplementation, and ready-to-mix meal formulations.
- Preservation of antioxidant-rich plant extracts (e.g., turmeric, green tea, goji berry) without oxidative loss or Maillard browning.
- Manufacturing of shelf-stable pet food toppers and functional treats containing probiotics, omega-3 oils, or immunomodulatory peptides.
- Development of cold-chain-free vitamin C, B-complex, and D3 formulations with >95% active ingredient retention post-lyophilization.
FAQ
Is the TF-FZG-100 compliant with pharmaceutical GMP requirements?
No—it is engineered and validated for food, nutraceutical, and dietary supplement applications under GMP-aligned hygienic design principles, but lacks formal Annex 1 qualification or sterile barrier certification.
Can shelf configuration be modified for non-standard container formats?
Yes—custom shelf spacing, perforation patterns, and material selection (aluminum vs. 304 SS) are available upon engineering review and mechanical feasibility assessment.
What validation documentation is provided with the system?
Standard delivery includes Factory Acceptance Test (FAT) report, Installation Qualification (IQ) templates, and Operational Qualification (OQ) test protocols aligned with ISO 13485 and ASME BPE guidelines.
Does the system support remote diagnostics or predictive maintenance?
Basic remote access is enabled via secure VPN; advanced predictive analytics (e.g., compressor health monitoring) require optional IoT gateway integration and subscription-based service modules.
What is the typical lead time for customized configurations?
Standard units ship within 5–7 working days; engineered-to-order variants—including custom chamber geometry, automation interfaces, or regulatory-specific documentation—require 12–16 weeks from PO confirmation.



