
VSI-6000 Series Can Seam Projection Inspection System by CMC KUHNKE
| Brand | CMC KUHNKE |
|---|---|
| Origin | Germany |
| Model | VSI-6000 Series |
| Power Supply | 220 V, 50 Hz |
| Resolution | 0.001 mm |
| Accuracy | ±0.005 mm |
| Output Interface | USB 3.0 |
| Sample Height | Unrestricted |
| Imaging System | 4K ultra-high-definition camera |
| Cutting System | High-speed, low-noise seam cross-section saw |
Overview
The VSI-6000 Series Can Seam Projection Inspection System is an industrial-grade metrology platform engineered for precise, non-subjective evaluation of double-seamed metal can closures — a critical quality control step in food, beverage, pharmaceutical, and aerosol packaging production. Unlike traditional optical comparators or manual micrometer-based methods, the VSI-6000 employs a calibrated projection metrology architecture grounded in ISO 11837 (Metal containers — Double seams — Measurement methods) and aligned with FDA 21 CFR Part 11 data integrity requirements. The system integrates a 4K resolution digital imaging module with a synchronized, vibration-damped cross-sectional cutting unit to generate geometrically stable, distortion-minimized seam profiles. Measurement traceability is maintained through NIST-traceable calibration routines embedded in firmware and validated via Mitutoyo-compatible digital gauge inputs, ensuring dimensional consistency across operator shifts and facility locations.
Key Features
- Sub-micron resolution imaging: 0.001 mm measurement resolution with ±0.005 mm certified accuracy per ISO/IEC 17025-accredited verification protocols.
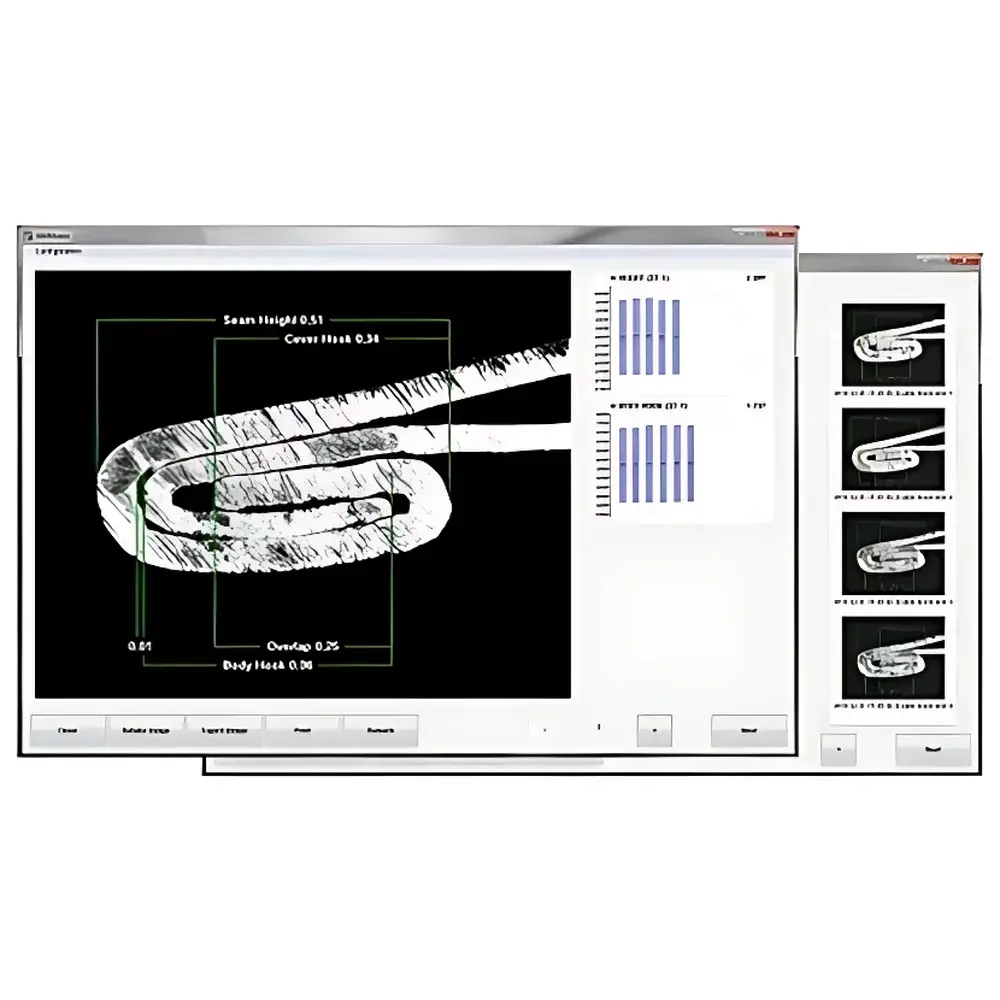
- Automated feature extraction: Real-time detection and coordinate mapping of seam geometry parameters — including seam width, cover hook length, body hook length, overlap percentage, tightness (top clearance), and wrinkle index — within ≤1 second per sample.
- Integrated cross-section preparation: Patented low-noise, high-RPM precision saw ensures orthogonal, burr-free cuts without thermal deformation or mechanical distortion — essential for repeatable hook geometry assessment.
- Operator-independent pass/fail logic: Configurable tolerance limits per parameter, aligned with customer-specific internal specifications or industry benchmarks (e.g., ASTM D5791, CANMET guidelines).
- Modular hardware architecture: Supports retrofitting of additional sensor inputs (e.g., thickness gauges, depth probes) via standardized USB 3.0 and Mitutoyo Digimatic interfaces.
- Robust mechanical design: Industrial-grade aluminum frame with anti-vibration damping mounts, rated for continuous operation in ambient temperatures from 15–30 °C and relative humidity ≤70% RH (non-condensing).
Sample Compatibility & Compliance
The VSI-6000 accommodates all standard and custom can geometries — including two-piece drawn-and-ironed (D&I), three-piece welded, and specialty composite cans — irrespective of height, diameter, or material (tinplate, aluminum, electrolytic tin-coated steel). No mechanical retooling or fixture changes are required; sample positioning is guided by laser-assisted centering and adjustable clamping force control. The system complies with electromagnetic compatibility (EMC) standards EN 61326-1 and safety requirements per EN 61010-1. All measurement algorithms are documented per ISO/IEC 17025 clause 7.6, and software validation packages support GLP/GMP audit readiness, including full electronic audit trails, user access controls, and version-controlled firmware logs.
Software & Data Management
The embedded inspection software provides native SPC (Statistical Process Control) functionality compliant with AIAG SPC 2nd Edition and Minitab-compatible export formats (.csv, .xlsx). Real-time X-bar/R and I-MR charts are auto-generated for each measured parameter, with out-of-control alerts triggered on Western Electric or Nelson rules. Raw image archives, coordinate datasets, and metadata (operator ID, timestamp, instrument serial number, calibration status) are stored in AES-256 encrypted SQLite databases. Report generation is fully template-driven: users define layout, branding, pass/fail thresholds, and signature fields via XML-based configuration files. Reports export as PDF/A-1b for long-term archival compliance and include embedded digital signatures meeting eIDAS Level 1 requirements.
Applications
- End-of-line quality assurance in can manufacturing facilities performing 100% seam inspection on high-speed filling lines.
- Root cause analysis during process qualification (IQ/OQ/PQ) and change control events involving seamer tooling, chuck pressure, or lifter settings.
- Regulatory submission support for FDA, EFSA, or Health Canada dossiers requiring objective seam geometry evidence.
- Supplier qualification audits where third-party seam performance data must be independently verifiable.
- Training and certification of new seamer operators using annotated, time-stamped measurement histories.
FAQ
Does the VSI-6000 require annual recalibration by the manufacturer?
No — users may perform in-house verification using NIST-traceable reference standards; however, biennial full-system calibration by an ISO/IEC 17025-accredited laboratory is recommended for GMP-regulated environments.
Can the system integrate with existing MES or SCADA platforms?
Yes — RESTful API endpoints and OPC UA server modules are available as optional add-ons for bidirectional data exchange with Siemens SIMATIC, Rockwell FactoryTalk, or custom MES architectures.
Is training included with purchase?
Standard commissioning includes two days of on-site operator and administrator training, covering measurement protocol setup, SPC chart interpretation, report customization, and basic troubleshooting.
What file formats does the software support for data export?
CSV (tab-delimited), Excel (.xlsx), PDF/A-1b, TIFF (600 dpi grayscale), and XML (for LIMS integration).
How is measurement uncertainty quantified for audit purposes?
Uncertainty budgets per parameter are pre-calculated and documented in the system’s Technical File per GUM (JCGM 100:2008), incorporating contributions from optics, stage repeatability, edge-detection algorithm variance, and environmental drift.





