

ZEDO ZD-668XF Central Fresh Air Dehumidification System
| Brand | ZEDO |
|---|---|
| Origin | Zhejiang, China |
| Manufacturer Type | Direct Manufacturer |
| Country of Origin | China |
| Model | ZD-668XF |
| Instrument Type | Compressor-Based Dehumidifier |
| Application Type | Central HVAC-Integrated Dehumidification System |
| Dimensions (L×W×H) | 650×1100×300 mm |
| Operating Temperature Range | 5–38 °C |
| Recommended Coverage Area | 80–100 m² |
| Airflow Rate | 720 m³/h |
| Dehumidification Capacity | 68 L/day |
Overview
The ZEDO ZD-668XF Central Fresh Air Dehumidification System is an engineered solution for precision humidity control and continuous indoor air renewal in controlled environments—particularly laboratories, cleanrooms, archival storage facilities, server rooms, and quality-critical manufacturing zones. Unlike standalone desiccant or refrigerant-based portable units, this system integrates mechanical refrigeration dehumidification (direct expansion coil technology) with ducted fresh air intake, enabling simultaneous moisture removal and ventilation without compromising thermal stability or requiring manual water extraction. Its operation follows ASHRAE-defined psychrometric principles: ambient air is drawn across a chilled evaporator coil where condensation occurs at dew point temperatures, extracting latent moisture; the re-heated, dry air is then blended with filtered outdoor air via adjustable dampers to maintain target relative humidity (RH) setpoints—typically 40–60% RH for lab-grade environmental integrity. Designed for ceiling-mounted installation and integration into existing HVAC trunk lines, the ZD-668XF supports zone-specific humidity management across multi-room facilities, meeting baseline requirements for ISO 14644-1 cleanroom classification support and GLP-compliant storage of hygroscopic reference standards.
Key Features
- Refrigerant-based dehumidification core with high-efficiency rotary compressor, delivering stable 68 L/day moisture removal under standard test conditions (37 °C dry-bulb / 65% RH incoming air)
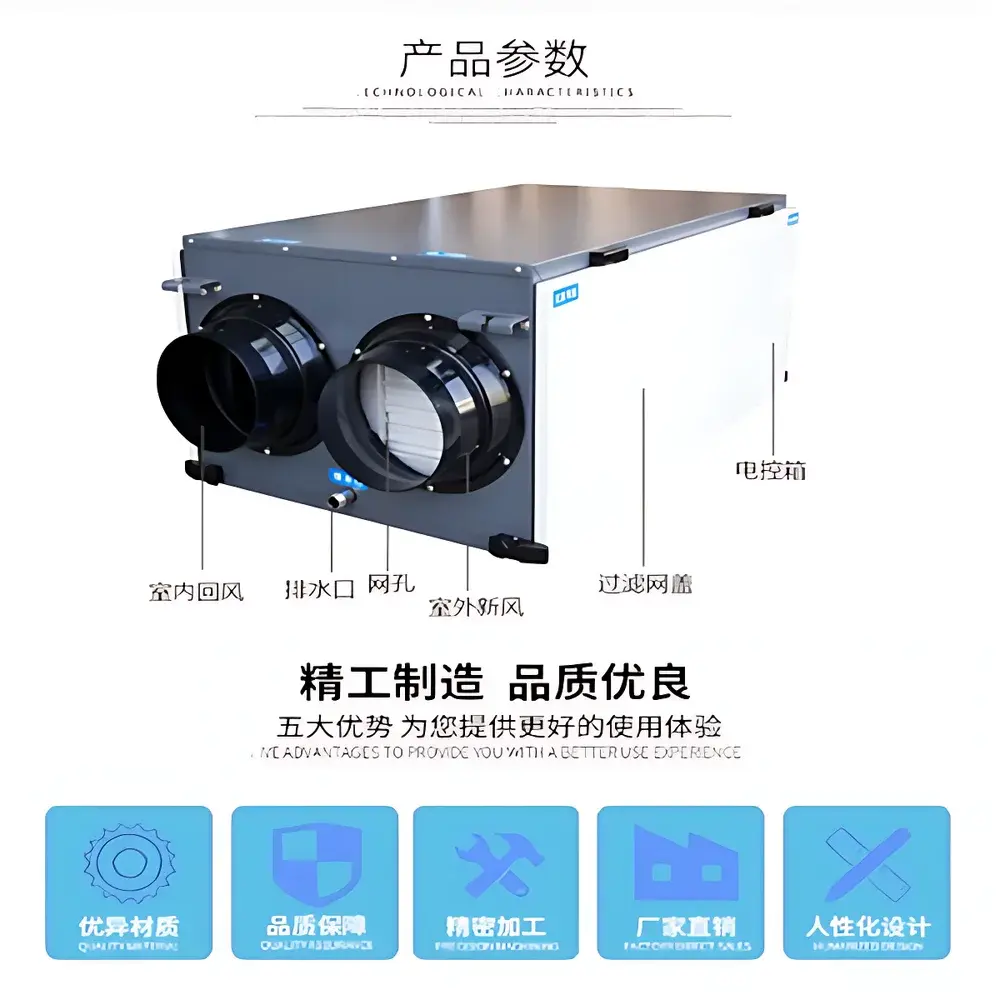
- Duct-compatible architecture with dual inlet/outlet configuration: dedicated fresh air intake (Ø100 mm round duct) and conditioned air supply (150×250 mm rectangular outlet)
- Three-speed centrifugal blower (adjustable airflow: 500–720 m³/h) with external static pressure capability of 50 Pa, ensuring compatibility with moderate-length duct runs and terminal diffusers
- Automatic condensate drainage via gravity-fed or optional pump-assisted discharge—eliminating manual bucket emptying and enabling unattended 24/7 operation
- Microprocessor-controlled humidity regulation with PID logic: continuously monitors internal RH via NIST-traceable capacitive sensor and modulates compressor duty cycle and fan speed to maintain ±3% RH setpoint accuracy
- G4-grade pre-filter (90% efficiency on ≥5 µm particles) as standard; optional upgrades include activated carbon adsorption layer (for VOC mitigation) and UV-C germicidal irradiation (254 nm, 30 mJ/cm² dose) compliant with IEC 62471 photobiological safety standards
- Compressor protection circuitry featuring 3-minute anti-short-cycle delay and high/low-pressure cut-off safeguards
Sample Compatibility & Compliance
The ZD-668XF is not a sample-processing instrument but a facility-level environmental conditioning system—its compatibility is defined by operational envelope rather than material interaction. It is certified for continuous operation in non-explosive, non-corrosive indoor atmospheres (IEC 60335-1 general safety standard). While not intrinsically rated for hazardous locations, it meets CE marking requirements for EMC (EN 61000-6-3) and low-voltage directive (2014/35/EU). For laboratory applications involving moisture-sensitive instrumentation (e.g., FTIR spectrometers, XRD diffractometers, or microbalance enclosures), the unit maintains ambient RH within ASTM E145-22 Class III environmental tolerances. Its ducted design avoids localized air turbulence near sensitive equipment—unlike floor-standing units—and supports compliance with USP packaging storage conditions when deployed in pharmaceutical QC labs.
Software & Data Management
The ZD-668XF operates via embedded firmware without cloud connectivity or proprietary software dependencies. Local interface includes LED display showing real-time RH%, setpoint, fan speed, and fault codes (e.g., “E1” = filter clog alert; “E3” = drain line blockage). Optional RS-485 Modbus RTU output enables integration into BMS platforms (e.g., Siemens Desigo, Honeywell Enterprise Buildings Integrator) for centralized logging of runtime hours, cumulative dehumidification volume, and alarm history. Audit trails are generated per GLP Annex 11 guidelines when connected to validated SCADA systems—supporting 21 CFR Part 11 electronic record requirements if paired with appropriate access controls and electronic signatures. No data is stored onboard beyond 72 hours of operational logs; all long-term archiving occurs at the supervisory system level.
Applications
- Archival preservation: Maintaining ≤50% RH in museum vaults and library special collections to inhibit cellulose hydrolysis and mold growth on paper, parchment, and photographic media
- Pharmaceutical stability chambers: Supplementing primary environmental chambers by stabilizing corridor and prep-area humidity to prevent tablet capping and capsule deliquescence during handling
- Electronics manufacturing: Controlling RH in SMT reflow zones and PCB storage cabinets to mitigate electrostatic discharge (ESD) risk and solder paste slump
- Research laboratories: Supporting lyophilization room pre-conditioning, glovebox antechamber drying, and animal facility humidity buffering per AAALAC International standards
- Data centers: Preventing condensation on server racks during seasonal transitions while minimizing cooling load penalties associated with over-dehumidification
FAQ
Can the ZD-668XF be integrated with variable air volume (VAV) HVAC systems?
Yes—it accepts 0–10 VDC or dry-contact signals for demand-based modulation and supports static pressure reset logic when interfaced with building automation controllers.
Does it meet energy efficiency requirements for LEED-certified laboratories?
Its full-load specific power consumption is 14.7 W·L⁻¹·day⁻¹ (1000 W input / 68 L/day), falling within ENERGY STAR Commercial Dehumidifier Tier 2 benchmarks for central systems.
Is remote monitoring possible without third-party gateways?
No native Wi-Fi or Ethernet; remote oversight requires Modbus-to-IP gateway hardware or BACnet/IP translation layer.
What maintenance intervals are recommended for G4 filter replacement?
Every 3 months under continuous operation in typical urban indoor air (ISO 16890 particulate loading); monthly inspection advised in high-dust environments such as material testing labs.
Can it operate below 15 °C ambient temperature?
Rated minimum is 5 °C dry-bulb, but sustained operation below 15 °C requires hot-gas bypass valve activation (factory-configurable option) to prevent evaporator coil frosting.



