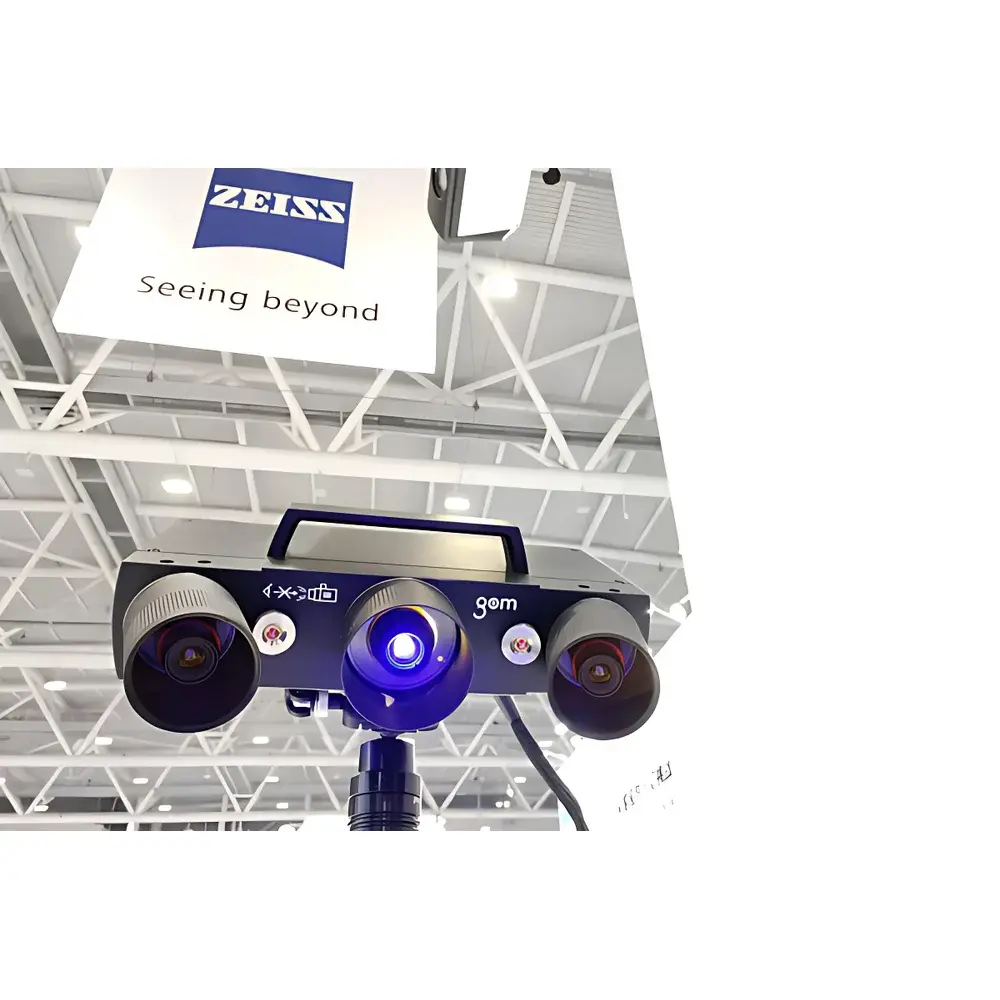

ZEISS GOM ATOS Q 3D Scanner for Full-Field Metrology and CAV Inspection
| Brand | ZEISS |
|---|---|
| Origin | Germany |
| Model | GOM ATOS Q |
| Measurement Principle | Fringe Projection Stereophotogrammetry with Dual-Camera Triangulation |
| Typical Point Accuracy | ≤ 2 µm (system-dependent, per ISO 10360-8) |
| Field of View Options | 150 × 120 mm to 1000 × 800 mm |
| Resolution | Up to 2.5 million measured points per scan |
| Software Platform | GOM Inspect Professional (v2023+), compliant with ISO 17025 traceability workflows |
| Compliance | Supports ASTM E2924, ISO 14253-1, VDI/VDE 2634 Part 2, and GLP/GMP-aligned audit trails (21 CFR Part 11 ready via optional GOM Inspect Enterprise) |
Overview
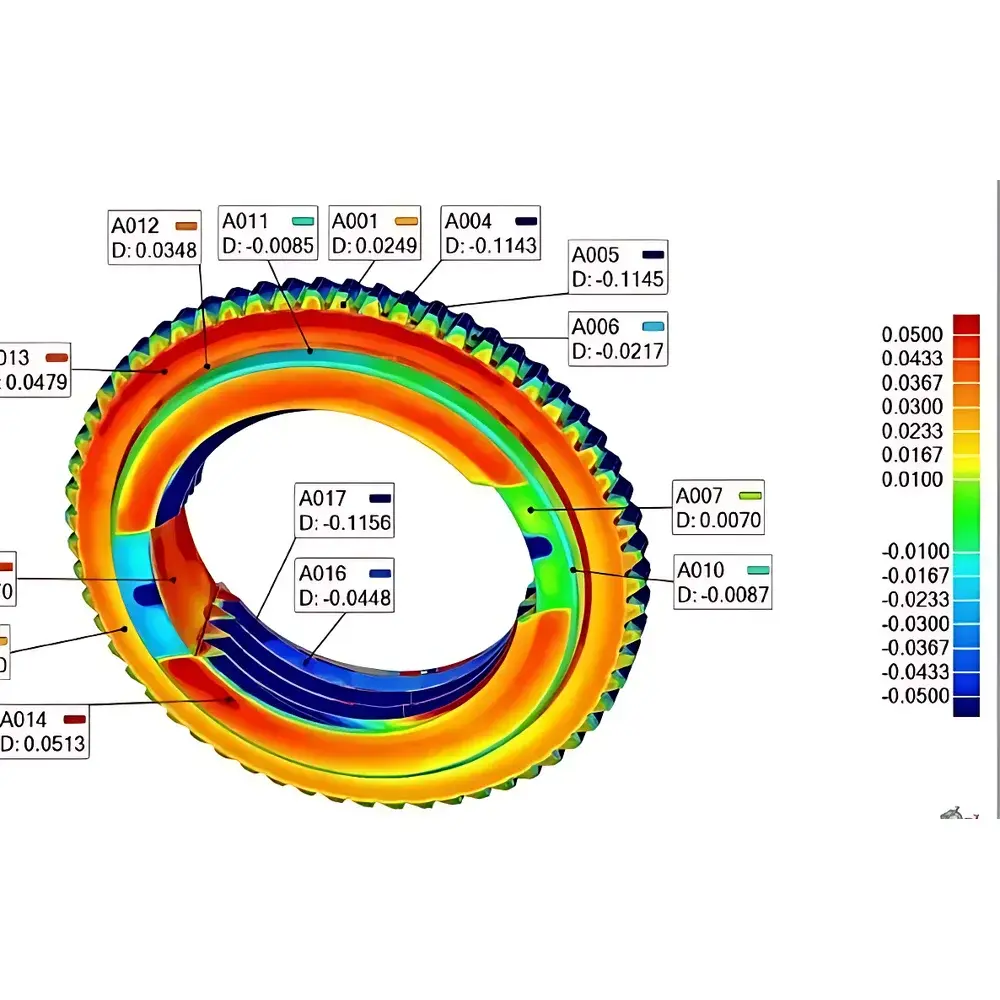
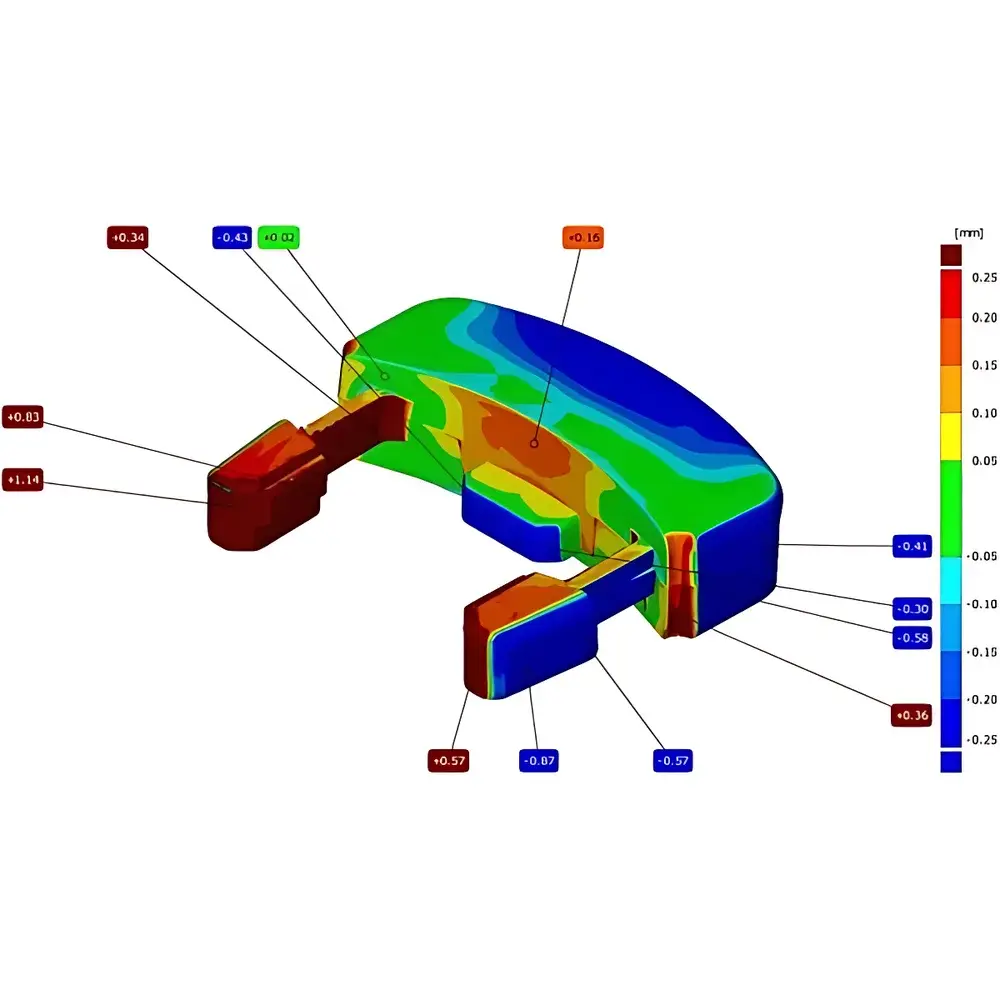
The ZEISS GOM ATOS Q is a high-precision, fringe projection-based 3D optical coordinate measuring system engineered for full-field geometric metrology in industrial quality assurance environments. Unlike contact-based CMMs or laser line scanners, the ATOS Q employs structured light stereophotogrammetry—projecting calibrated sinusoidal fringe patterns onto the object surface while two synchronized high-resolution CCD cameras capture phase-shifted images from distinct angles. Through triangulation and sub-pixel phase analysis, the system reconstructs dense, georeferenced point clouds with traceable uncertainty budgets aligned to ISO 10360-8 and VDI/VDE 2634 Part 2 standards. Designed for shop-floor and lab-grade deployment, it delivers non-contact, distortion-free measurement of complex freeform surfaces—including Class-A automotive body panels, turbine airfoils, injection-molded housings, and heritage artifacts—without requiring physical probing or surface preparation.
Key Features
- Modular field-of-view configuration: Interchangeable lens sets support measurement volumes from 150 × 120 mm up to 1000 × 800 mm, enabling single-setup scanning of small precision components or large-scale assemblies.
- Dual-camera architecture with real-time stereo matching: Ensures robust point cloud registration across reflective, matte, or multi-material surfaces—even on challenging geometries such as deep cavities or undercuts.
- Integrated reference point tracking: Uses photogrammetric markers for automatic global coordinate alignment, eliminating manual repositioning and minimizing cumulative error in multi-station scans.
- Thermal-stable aluminum alloy frame and active vibration compensation: Maintains dimensional stability during extended measurement cycles in ambient industrial environments (20 ± 2°C, 40–60% RH).
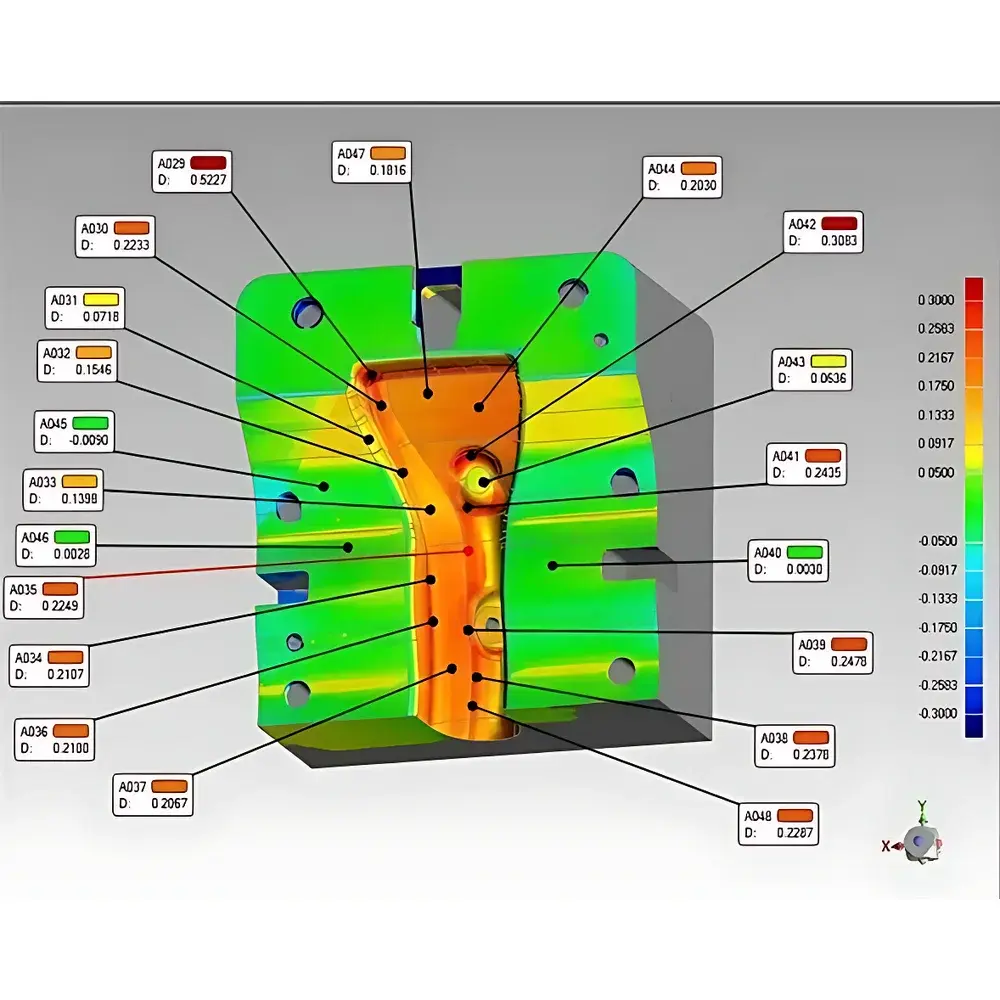
- Hardware-accelerated point cloud processing engine: Delivers sub-second mesh generation and deviation color mapping directly on the acquisition workstation.
Sample Compatibility & Compliance
The ATOS Q accommodates parts ranging from 10 mm to 3 m in dimension, including sheet metal stampings, composite aerospace structures, die-cast housings, and conservation-grade cultural objects. Surface finish requirements are minimal: no spray coating is needed for most matte or semi-gloss materials; low-reflectivity surfaces (e.g., anodized aluminum, carbon fiber) yield optimal results without preprocessing. The system complies with ISO 14253-1 for uncertainty evaluation in geometric product specification (GPS), supports GD&T analysis per ASME Y14.5 and ISO 1101, and enables full compliance documentation for ISO 9001, IATF 16949, and EN 9100 audits. Optional calibration certificates (DAkkS-accredited) are available for metrological traceability to national standards.
Software & Data Management
GOM Inspect Professional serves as the native analysis platform, providing certified algorithms for nominal-actual comparison, thickness analysis, curvature deviation mapping, and automated report generation. All measurement data—including raw point clouds, polygonal meshes, GD&T callouts, and statistical process control (SPC) summaries—are stored in vendor-neutral HDF5 format with embedded metadata (operator ID, timestamp, environmental logs). Audit trail functionality records every user action (import, alignment, tolerance assignment, export), satisfying FDA 21 CFR Part 11 requirements when deployed with enterprise license and Windows domain authentication. Integration with common CAD kernels (Parasolid, ACIS) allows direct import of native CATIA, NX, Creo, and SolidWorks models for seamless digital twin validation.
Applications
- Aerospace: First-article inspection of wing ribs, nacelle components, and additive-manufactured brackets against AS9102 checklists.
- Automotive: A-surface validation of exterior trim, door panels, and lighting modules per OEM-specific Class-A criteria.
- Medical device manufacturing: Dimensional verification of orthopedic implants and polymer-based surgical guides under ISO 13485 quality system constraints.
- Cultural heritage digitization: Contactless archival scanning of sculptures, architectural fragments, and archaeological finds with sub-50 µm surface fidelity.
- Tool & die: Rapid cavity inspection of injection molds and progressive dies, including wear analysis and shrinkage mapping across production lifecycles.
FAQ
What is the typical measurement uncertainty for the ATOS Q system?
Uncertainty depends on field-of-view, part geometry, and environmental conditions—but under controlled lab settings (ISO 10360-8 compliant), the expanded uncertainty (k=2) for point coordinates is typically ≤ 2 µm for the smallest FOV and ≤ 8 µm for the largest configured volume.
Can the ATOS Q perform automated GD&T evaluation without manual feature extraction?
Yes. GOM Inspect Professional includes rule-based auto-feature recognition for planes, cylinders, cones, spheres, and tori, enabling fully automated position, profile, and runout evaluations per ASME Y14.5–2018.
Is photogrammetric referencing mandatory for large-part scanning?
While not strictly mandatory, photogrammetric referencing is strongly recommended for parts exceeding 500 mm in any dimension to maintain global accuracy and avoid drift accumulation across multiple scan positions.
Does the system support integration with existing MES or PLM platforms?
Via RESTful API and standardized STEP AP242 export, the ATOS Q workflow integrates with Teamcenter, Windchill, and Siemens Opcenter Quality, enabling closed-loop feedback to design and manufacturing systems.
How is calibration maintained over time?
ZEISS-certified recalibration is recommended annually or after 1,000 operating hours; users may perform daily verification using ZEISS-certified ceramic reference artifacts traceable to PTB standards.