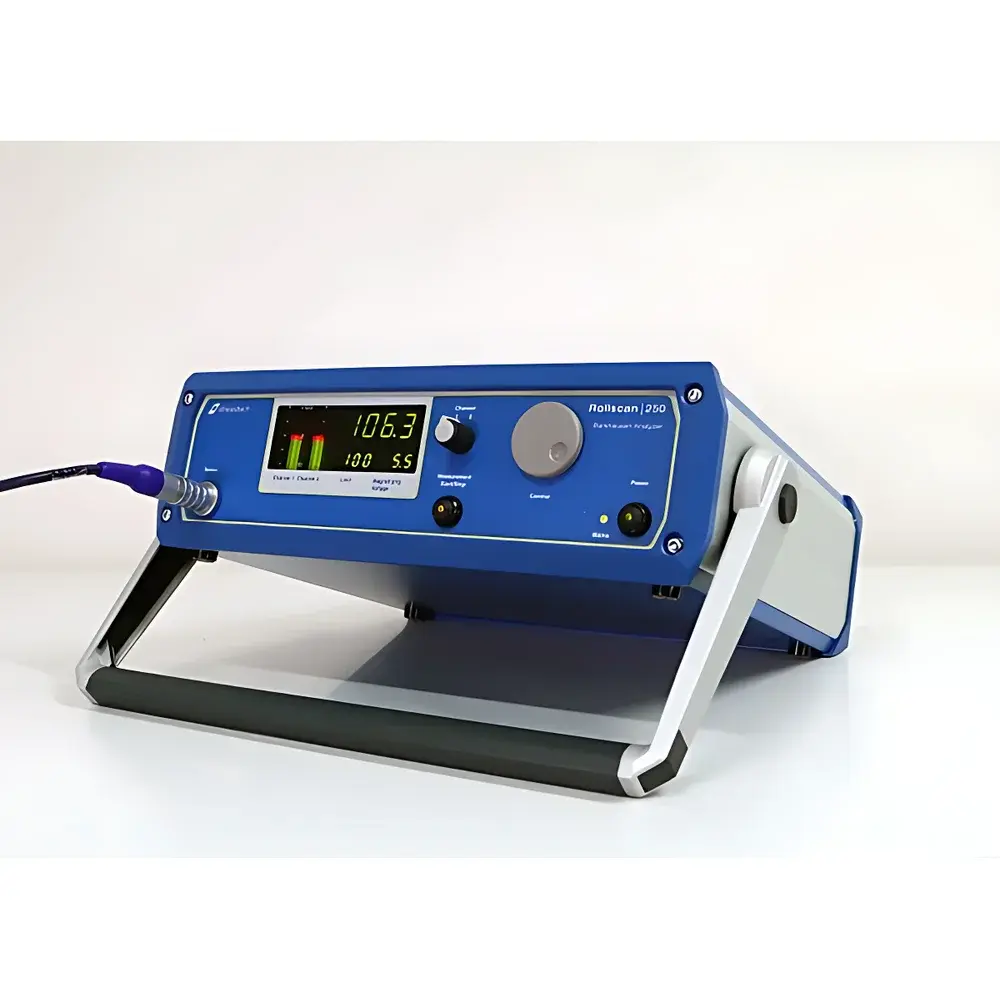

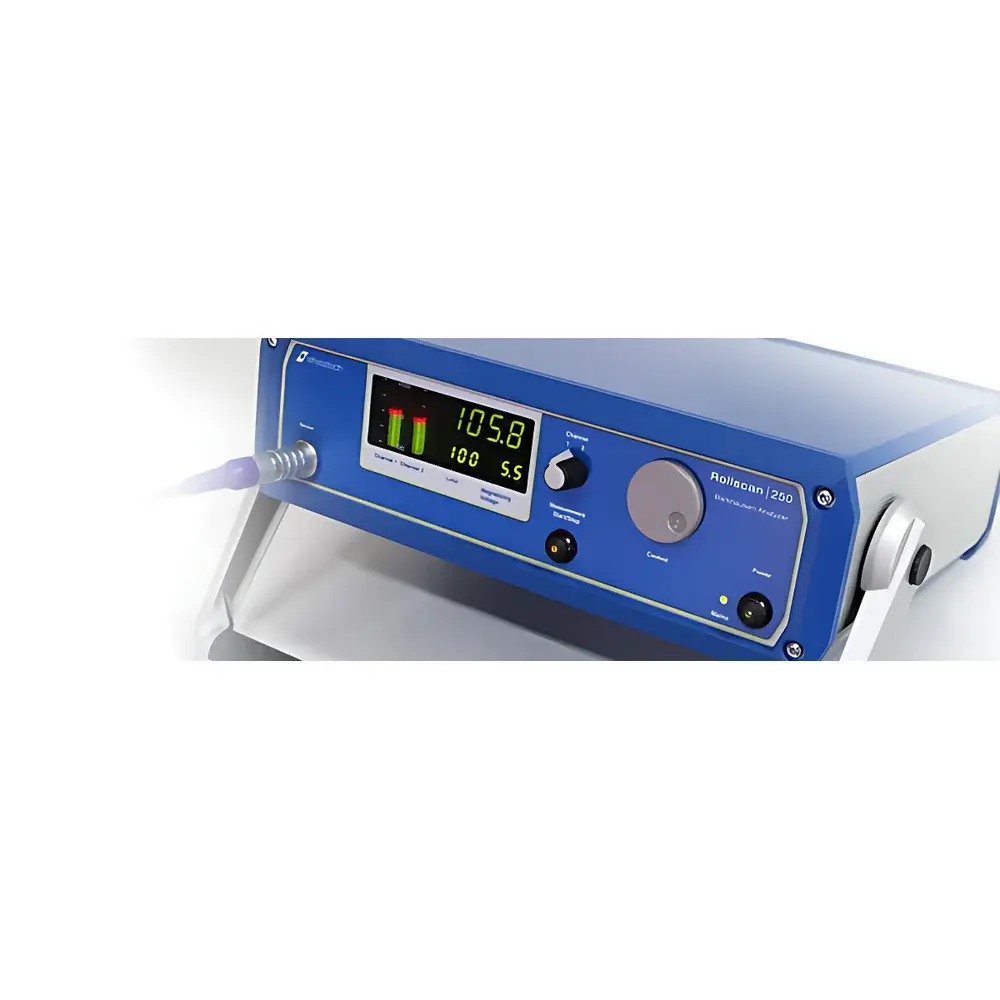
Stresstech Camscan X-Ray Stress Analyzer for Grinding Burn Detection on Aircraft Landing Gear
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Camscan |
| Power Supply | 90–260 VAC, 49–61 Hz |
| Input Current (Cold Start) | 40 A @ 115 VAC / 80 A @ 230 VAC |
| Power Consumption | 100 VA (Normal), 150 VA (Battery Charging) |
| Magnetization Frequency Range | 1.0–1000 Hz |
| Magnetization Voltage | 0–16 V |
| Signal Analysis Bandwidths | 10–70 kHz, 70–200 kHz, 200–450 kHz |
| Channel Configuration | Single-channel standard (multi-channel optional) |
| Measurement Time per Lobe | 6–8 seconds |
| Detection Principle | Magnetic Barkhausen Noise (MBN) |
| Compliance | Designed for aerospace NDT per ASTM E1444/E3023, ISO 10893-13, and EN 10228-5 |
Overview
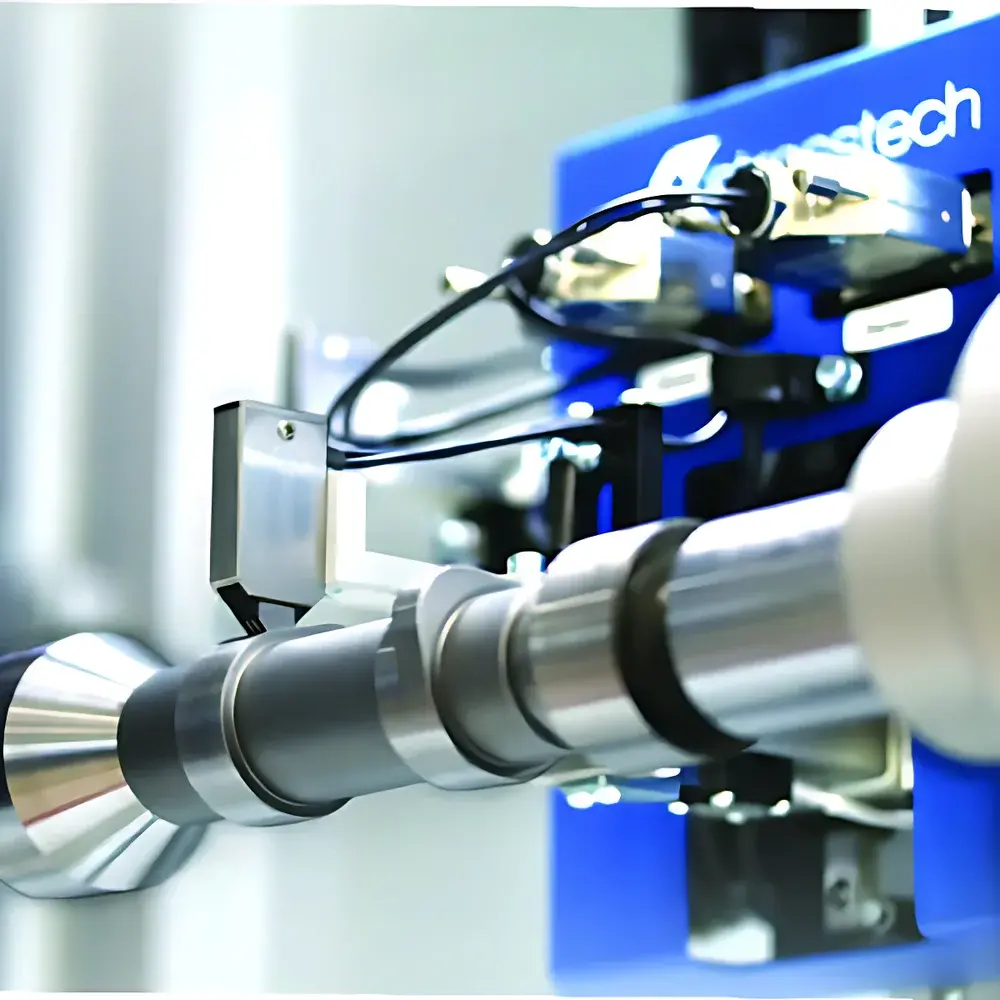
The Stresstech Camscan X-Ray Stress Analyzer is a high-precision, non-destructive testing (NDT) instrument engineered specifically for grinding burn detection on critical aerospace components—most notably aircraft landing gear shafts, camshafts, crankshafts, and bearing raceways. Despite its classification under X-ray instruments in some legacy taxonomies, the Camscan does not employ ionizing radiation. Instead, it leverages the Magnetic Barkhausen Noise (MBN) principle—a well-established electromagnetic method for detecting subsurface microstructural damage induced by excessive heat during grinding operations. When localized thermal stress exceeds the tempering temperature of hardened steel, martensite decomposes into softer phases (e.g., troostite or sorbite), altering magnetic domain wall mobility. The Camscan captures these transient magnetic emissions as stochastic noise bursts, enabling quantitative assessment of burn severity without surface preparation, acid etching, or part disassembly.
Key Features
- True non-destructive evaluation: No surface conditioning, chemical etching, or material removal required—preserves part integrity and avoids rework delays.
- High-speed localized inspection: Completes analysis of a single cam lobe or journal segment in 6–8 seconds, supporting inline or offline integration in high-volume production environments.
- Multi-band spectral analysis: Simultaneous acquisition across three user-selectable frequency bands (10–70 kHz, 70–200 kHz, 200–450 kHz) enables differentiation between shallow white-layer burns and deeper thermal softening zones.
- Configurable channel architecture: Standard single-channel operation with optional multi-channel expansion for parallel scanning of multiple lobes or diametrically opposed surfaces—ideal for camshaft and landing gear axle inspection.
- Real-time signal processing: Onboard digital filtering, RMS amplitude calculation, and peak-count normalization ensure high reproducibility across operators and shifts.
- Rugged industrial design: IP54-rated enclosure, shock-mounted electronics, and wide-input AC power supply (90–260 VAC, 49–61 Hz) support deployment in hangar, overhaul shop, and OEM manufacturing settings.
Sample Compatibility & Compliance
The Camscan is validated for ferromagnetic components with hardness ≥ 45 HRC and case depths ≥ 0.5 mm—including carburized, nitrided, and induction-hardened steels used in landing gear actuators, main gear struts, and nose wheel assemblies. It meets the technical requirements of aerospace NDT standards including ASTM E1444 (Standard Practice for Magnetic Particle Testing), ASTM E3023 (Standard Guide for MBN Measurements), ISO 10893-13 (Non-destructive testing of steel tubes — Part 13: Magnetic Barkhausen noise analysis), and EN 10228-5 (Non-destructive testing of steel forgings — Part 5: Magnetic particle inspection). Its measurement traceability aligns with internal quality management systems compliant with AS9100 Rev D and supports audit readiness for FAA Part 145 and EASA Part 145 maintenance organizations.
Software & Data Management
The Camscan operates with Stresstech’s proprietary WinView software, providing full waveform visualization, spectral histogram generation, and spatial mapping of MBN amplitude gradients along scanned profiles. All measurement data—including raw time-domain signals, filtered spectra, and pass/fail annotations—are stored in vendor-neutral XML format with embedded metadata (operator ID, timestamp, calibration certificate ID, probe serial number). Audit trails record every parameter change, result override, or calibration event—supporting compliance with FDA 21 CFR Part 11 for electronic records and signatures where applicable. Export options include CSV, PDF reports, and direct integration with MES/QMS platforms via OPC UA or RESTful API.
Applications
- Aircraft landing gear overhaul: Detection of grinding-induced thermal damage on titanium-alloy or high-strength steel axle journals and bearing seats prior to re-certification.
- Engine component manufacturing: In-process verification of cam lobe integrity for turbine and piston engine applications (gasoline, diesel, and auxiliary power units).
- Railway axle and gearbox inspection: Assessment of surface integrity after final grinding of heavy-duty transmission shafts.
- Power generation equipment: Screening of generator rotor shafts and turbine blade root attachments for residual grinding stresses.
- Automotive high-performance drivetrain: Validation of surface condition on forged crankshafts and differential pinions subjected to precision grinding.
FAQ
Does the Camscan use X-ray radiation?
No. The Camscan is misclassified in some legacy databases under “X-ray instruments” due to historical categorization errors. It employs Magnetic Barkhausen Noise (MBN) technology and emits no ionizing radiation.
Can it detect subsurface burns invisible to dye penetrant or magnetic particle inspection?
Yes. MBN is sensitive to microstructural changes at depths up to 0.2–0.4 mm beneath the surface—well beyond the sensitivity limit of surface-only methods.
Is probe calibration required before each inspection?
Yes. Stresstech recommends daily verification using certified reference specimens traceable to NIST or PTB standards; full recalibration is performed annually or after repair.
What materials are compatible with MBN-based burn detection?
Ferromagnetic steels with sufficient coercivity and saturation magnetization—primarily hardened carbon, alloy, and tool steels. Austenitic stainless steels, aluminum, and titanium alloys are not suitable.
How is measurement repeatability ensured across different operators?
Through standardized probe lift-off control (mechanical or eddy-current compensated), fixed scan speed (motorized traversing option available), and automated signal normalization against reference baseline scans.
Related Products


")
")
