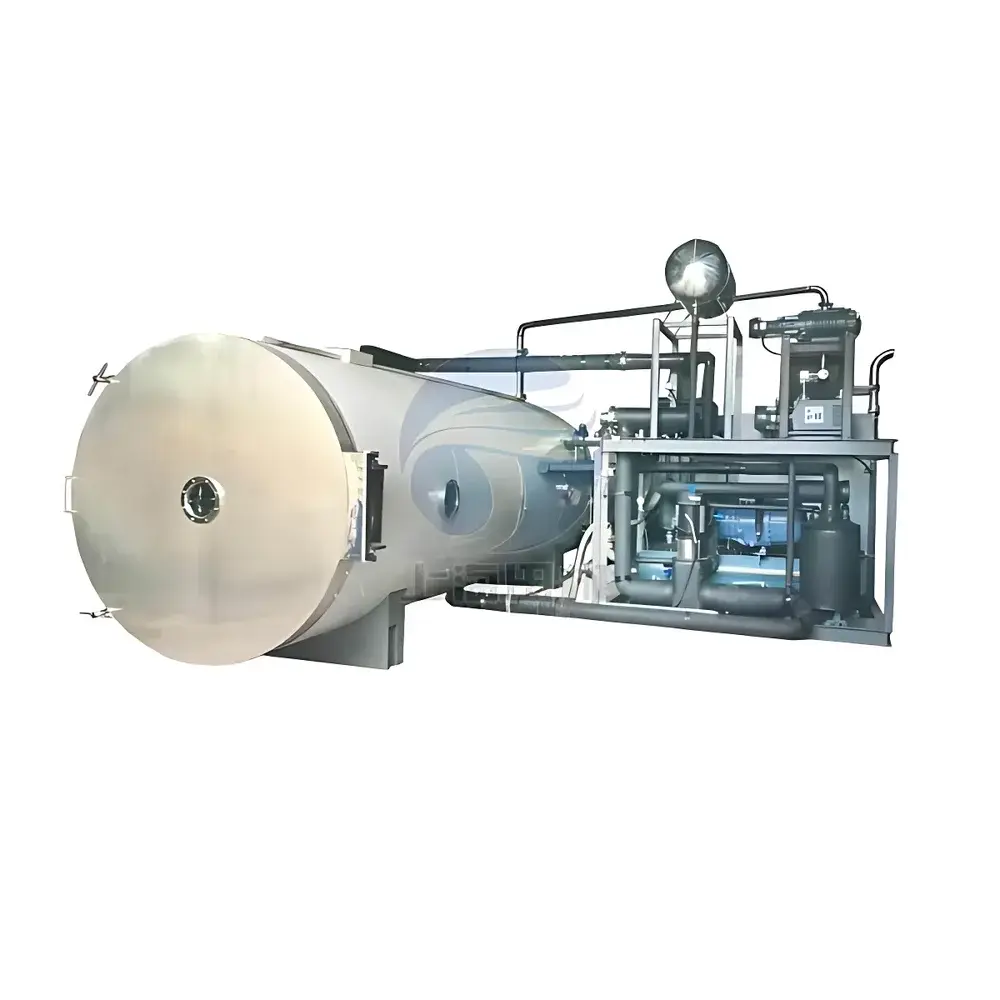


Tianfeng TF-FZG-80 Industrial-Scale Food Freeze Dryer
| Brand | Tianfeng |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Country of Origin | China |
| Model | TF-FZG-80 |
| Instrument Type | Standard Shelf-Type Freeze Dryer |
| Application Scope | Production-Scale Processing |
| Freeze-Drying Area | 80 m² |
| Ultimate Vacuum | 2.7 Pa |
| Condenser Capacity (24 h) | 1000 kg/24h |
| Condenser Temperature | ≤ −65 °C |
| Chamber Dimensions (W × D) | 1300 mm × 2900 mm |
| Shelf Quantity | 16 + 1 layers |
| Shelf Spacing | 65 mm |
| Shelf Temperature Range | −45 °C to +70 °C |
| Total Installed Power | 170 kW |
| Cooling Water Requirement | 50 m³/h |
| Unit Weight | 25 t |
| Control System | Omron PLC + Schneider Low-Voltage Components + Industrial Touchscreen HMI |
| Construction Material | AISI 304 Stainless Steel (Mirror-Polished Interior) |
| Compliance | Designed per GMP principles for food-grade processing |
Overview
The Tianfeng TF-FZG-80 Industrial-Scale Food Freeze Dryer is a continuously operating, shelf-type lyophilization system engineered for high-capacity, GMP-aligned freeze-drying of heat-sensitive food matrices—including fruits, vegetables, herbs, aquatic products, and dairy-based formulations. It operates on the fundamental principle of sublimation: frozen water is removed directly from the solid phase to vapor under deep vacuum (≤2.7 Pa), bypassing the liquid phase entirely. This preserves cellular microstructure, volatile aroma compounds, thermolabile nutrients (e.g., vitamin C, polyphenols, enzymes), and native color and texture—attributes unattainable with thermal dehydration methods such as hot-air drying or spray drying. The unit integrates a front-chamber/rear-condenser monoblock architecture, minimizing footprint while maximizing thermal efficiency and process repeatability across multi-ton batches.
Key Features
- 80 m² total shelf area with 17 precisely temperature-controlled shelves (16 working + 1 base), spaced at 65 mm intervals for optimal airflow and uniform heat transfer.
- Condenser rated at ≤−65 °C with 1000 kg/24h ice capture capacity—sufficient for continuous operation in large-volume fruit and vegetable processing lines.
- GMP-compliant chamber fabricated from mirror-polished AISI 304 stainless steel; zero-weld crevices, fully drainable geometry, and sanitary clamp connections ensure cleanability and microbial control.
- Dual-mode defrost system: steam-assisted or immersion-based, enabling rapid, residue-free condenser regeneration without disassembly.
- Modular refrigeration circuit using premium imported compressors (piston or screw options available); optimized for rapid cooldown (<4 hrs from ambient to −65 °C) and stable long-duration operation.
- Multi-pump vacuum configuration options—including high-efficiency turbomolecular and oil-sealed rotary vane combinations—tailored to meet specific outgassing profiles of high-moisture foods like blueberries or mushrooms.
- Omron PLC-based control platform with real-time data logging, audit trail capability, recipe management (unlimited cycles), and step-edit functionality during active drying—supporting both automated and manual operational modes.
Sample Compatibility & Compliance
The TF-FZG-80 accommodates diverse raw material formats: bulk-sliced produce (e.g., blueberries, strawberries, shiitake mushrooms), minced seafood (shrimp, scallops), minced meats (beef, chicken), powdered botanicals (garlic, ginger, goji berries), and liquid concentrates (coffee extract, herbal infusions). Its design conforms to core hygienic engineering principles outlined in ISO 22000, FDA 21 CFR Part 11 (when paired with validated electronic signature modules), and EU Annex 11 for computerized systems in food manufacturing. All wetted surfaces comply with EC 1935/2004 for food contact materials. Optional IQ/OQ documentation packages are available to support regulatory submissions and internal validation protocols.
Software & Data Management
The integrated HMI runs proprietary freeze-drying software with dual-language UI (English/Chinese), supporting full-cycle parameter monitoring (shelf temp, chamber pressure, condenser temp, sublimation rate estimation) and export of time-stamped CSV logs. Data integrity safeguards include user-level access control (admin/operator), immutable event logs, and automatic backup to external NAS or cloud storage via Ethernet. All critical process parameters are traceable to NIST-traceable calibration standards. The system supports seamless integration with MES platforms through OPC UA or Modbus TCP protocols—enabling batch record synchronization and real-time KPI dashboards for production oversight.
Applications
This system serves commercial-scale production of shelf-stable functional foods requiring minimal post-processing: freeze-dried blueberry crisps for nutraceutical bars; rehydratable vegetable medleys for military MREs; instant coffee granules with retained volatile oils; garlic and onion powders retaining alliinase activity; and traditional Chinese medicinal herbs (e.g., Dendrobium, Panax ginseng) where bioactive glycoside integrity is essential. It also supports pilot-scale development for new product formulation—particularly where reconstitution kinetics, porosity, and collapse temperature must be empirically mapped prior to commercial rollout.
FAQ
What is the maximum batch volume for liquid solutions?
Up to 800 L per cycle, distributed across the 80 m² shelf surface with controlled loading depth to ensure uniform primary drying.
Can the system be validated for pharmaceutical-grade use?
While designed to food-grade GMP standards, full pharma-grade validation (e.g., to ICH Q5C or USP <1211>) requires additional qualification services and optional upgrades including HEPA-filtered chamber air supply and enhanced data integrity modules.
Is remote monitoring supported?
Yes—via secure VPN-enabled Ethernet interface; live parameter streaming, alarm notifications, and historical trend review are accessible through authorized web browsers.
What maintenance intervals are recommended for the vacuum system?
Oil-sealed pumps require oil changes every 500 operating hours; turbomolecular pumps undergo annual bearing inspection; cold trap cleaning is scheduled after every 10–15 production cycles depending on load composition.
How does shelf material choice affect drying performance?
Aluminum shelves offer superior thermal conductivity for rapid ramping but require careful handling to avoid scratching; 304 stainless steel shelves provide higher corrosion resistance and easier sanitation—ideal for acidic fruit loads or repeated CIP cycles.



