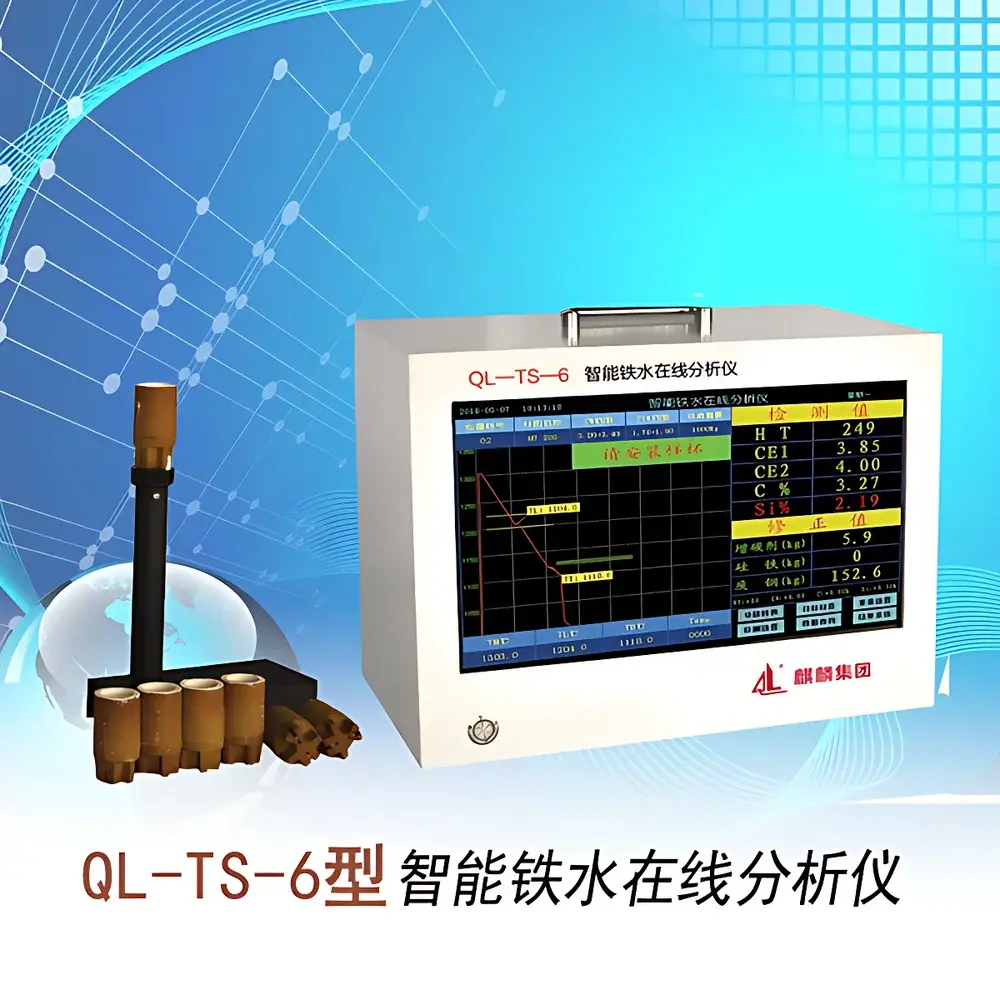
QL-TS-6 Intelligent On-Line Carbon-Silicon Analyzer by Qilin Nanjing
| Brand | Qilin (QL) |
|---|---|
| Origin | Jiangsu, China |
| Model | QL-TS-6 |
| Measurement Principle | Thermal Analysis (Solidification Curve Monitoring via Immersion Thermocouple) |
| Measurement Time | ≤90 s per sample |
| CE Range | 3.2–4.8 wt%, ±0.08 wt% accuracy |
| C Range | 2.8–4.2 wt%, ±0.04 wt% accuracy |
| Si Range | 0.9–3.0 wt%, ±0.04 wt% accuracy |
| Data Storage Capacity | 3,000 measurements with timestamped sequence |
| Output Interface | USB flash drive export optional |
| Compliance | Designed for foundry floor deployment under ISO 9001 and ASTM E1157 (Standard Practice for Sampling and Testing Cast Iron) environments |
| Operating Environment | Industrial-grade embedded PC with fanless motherboard, 17″ ruggedized LCD display, EMI-hardened signal acquisition architecture |
Overview
The QL-TS-6 Intelligent On-Line Carbon-Silicon Analyzer by Qilin Nanjing is a dedicated thermal analysis instrument engineered for real-time, in-process compositional monitoring of molten cast iron at the furnace tap-out point. Unlike conventional wet-chemical or spark-OES methods requiring sample transfer and laboratory turnaround, the QL-TS-6 employs solidification curve thermodynamics—capturing the characteristic eutectic arrest temperatures (TL, TE), undercooling (ΔT), recalescence peak (TR), and freezing plateau duration—to quantitatively derive carbon equivalent (CE), total carbon (C%), silicon (Si%), nodularity index (SC), tensile strength (RM), and graphitization behavior. Its measurement principle aligns with established metallurgical models such as the Scheil-Gulliver approximation and the Inverse Cooling Curve Method (ICCM), widely referenced in ASTM A247, ISO 945-1, and GB/T 7216. The system operates directly in high-EMI foundry environments, delivering statistically robust results within 90 seconds—enabling immediate process feedback for ladle-to-mold quality gatekeeping.
Key Features
- Real-time thermal analysis platform integrating immersion-type K-type thermocouples with temperature-compensated signal conditioning circuitry
- Fanless industrial motherboard paired with a 17-inch sunlight-readable TFT-LCD panel, rated for continuous operation at ambient temperatures up to 55°C and vibration levels per IEC 60068-2-6
- Dual-mode calibration support: empirical calibration curves (up to 8 preloaded grade-specific lines) and chemically validated offset correction for C/Si values
- Automated charge calculation engine that computes ferrosilicon, scrap, and inoculant additions based on target composition, batch mass, and current melt analysis
- Embedded data historian storing 3,000 sequential measurements with full traceability—including raw cooling curve, derivative curve (dT/dt), and parameter annotations (CE, C%, Si%, TL, TE, ΔT, SC)
- EMI-resilient mechanical design featuring shielded thermocouple cabling, grounded isolation mounts, and differential analog front-end architecture
Sample Compatibility & Compliance
The QL-TS-6 is validated for use with gray iron (ASTM A48 Class 20–60), ductile iron (ASTM A536 Grades 60–45–12 through 120–90–02), and compacted graphite iron (CGI) melts. It accepts standard cup-type sample molds (φ30 mm × 40 mm depth) and accommodates pouring temperatures from 1,200°C to 1,500°C. All measurement algorithms comply with the analytical assumptions defined in ISO/TR 11421 (Thermal Analysis of Cast Irons) and support audit-ready documentation per GLP-aligned foundry QA protocols. While not FDA 21 CFR Part 11 certified (as it performs non-regulated industrial process control), its data export functionality and timestamped records meet internal traceability requirements for ISO 9001:2015 Clause 8.5.2 and IATF 16949 Section 8.5.1.2.
Software & Data Management
The proprietary Qilin Thermal Analysis Suite (v3.2+) provides a deterministic Windows Embedded Standard runtime environment. Core modules include: (1) Curve Acquisition Manager—configurable sampling rate (10–50 Hz), noise filtering thresholds, and automatic start-of-solidification detection; (2) Grade Matching Engine—compares measured CE/C/Si against eight user-defined material specifications, flagging deviations exceeding configurable tolerance bands; (3) Trend Analytics Dashboard—generates time-series plots for CE drift, Si burn-off rate, and undercooling stability across shifts; (4) Export Module—exports CSV-formatted datasets with ISO 8601 timestamps, curve metadata, and operator ID fields to USB storage devices. All software logs include immutable audit trails recording parameter changes, calibration events, and manual overrides—supporting root-cause analysis during internal quality reviews.
Applications
- Frontline composition verification prior to ladle treatment or inoculation in ductile iron production
- Monitoring silicon burn-off kinetics during extended holding periods in induction furnaces
- Correlating thermal arrest parameters with ASTM A247 graphite morphology ratings for process capability studies
- Statistical process control (SPC) charting of CE variance across casting lots for PPAP submissions
- Validation of charge mix consistency following scrap alloy substitution or ferroalloy vendor changeovers
- Supporting DOE-based optimization of inoculant addition rates via correlation of ΔT and nodule count estimates
FAQ
What sample volume is required for a valid measurement?
A minimum of 250 g of molten iron poured into a preheated, sand-lined cup mold is required to ensure representative thermal mass and stable nucleation conditions.
Can the QL-TS-6 differentiate between ferritic and pearlitic matrix structures?
No—the instrument infers matrix-related properties (e.g., tensile strength) indirectly via empirical correlations with CE, Si%, and undercooling; microstructural confirmation requires complementary metallography or hardness testing.
Is external calibration gas or reference standards needed?
No—calibration relies solely on thermocouple linearity verification and multi-point validation using certified reference iron samples traceable to NIM (China National Institute of Metrology).
Does the system support remote diagnostics or network connectivity?
The base configuration includes only local USB and RS-232 interfaces; Ethernet or Modbus TCP integration requires optional hardware expansion modules ordered separately.
How frequently should the thermocouple probe be replaced?
Under typical foundry usage (≤100 pours/day), the alumina-sheathed K-type thermocouple exhibits service life of 300–500 measurements before sensitivity drift exceeds ±1.5°C—replacement is recommended upon observed deviation in TL/TE reproducibility across consecutive heats.