Olympus Automotive Small Roller Ultrasonic Testing System
| Brand | Olympus |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Authorized Distributor |
| Country of Origin | China |
| Detection Method | Pulse-Echo Ultrasonic (Conventional & Phased Array) |
| Channel Capacity | Up to 4 Channels |
| Inspection Sensitivity | 0.5 mm × 0.5 mm Flat-Bottom Hole (FBH) Equivalent |
| Material Compatibility | Bearing Steel (e.g., GCr15, SUJ2), Alloy Steels, Hardened & Ground Surfaces |
| Automation Interface | Robotic Arm / Overhead Crane Integration with Machine Vision Guidance |
| Software Platform | Proprietary Real-Time UT Control & Analysis Suite |
| Compliance Framework | Supports ASTM E114, ISO 16847, EN 1330-4, and GLP/GMP-aligned audit trail requirements |
| Connectivity | OPC UA, RESTful API, MES/SCADA Integration Ready |
| Remote Operation | Web-based supervisory control with TLS-secured streaming |
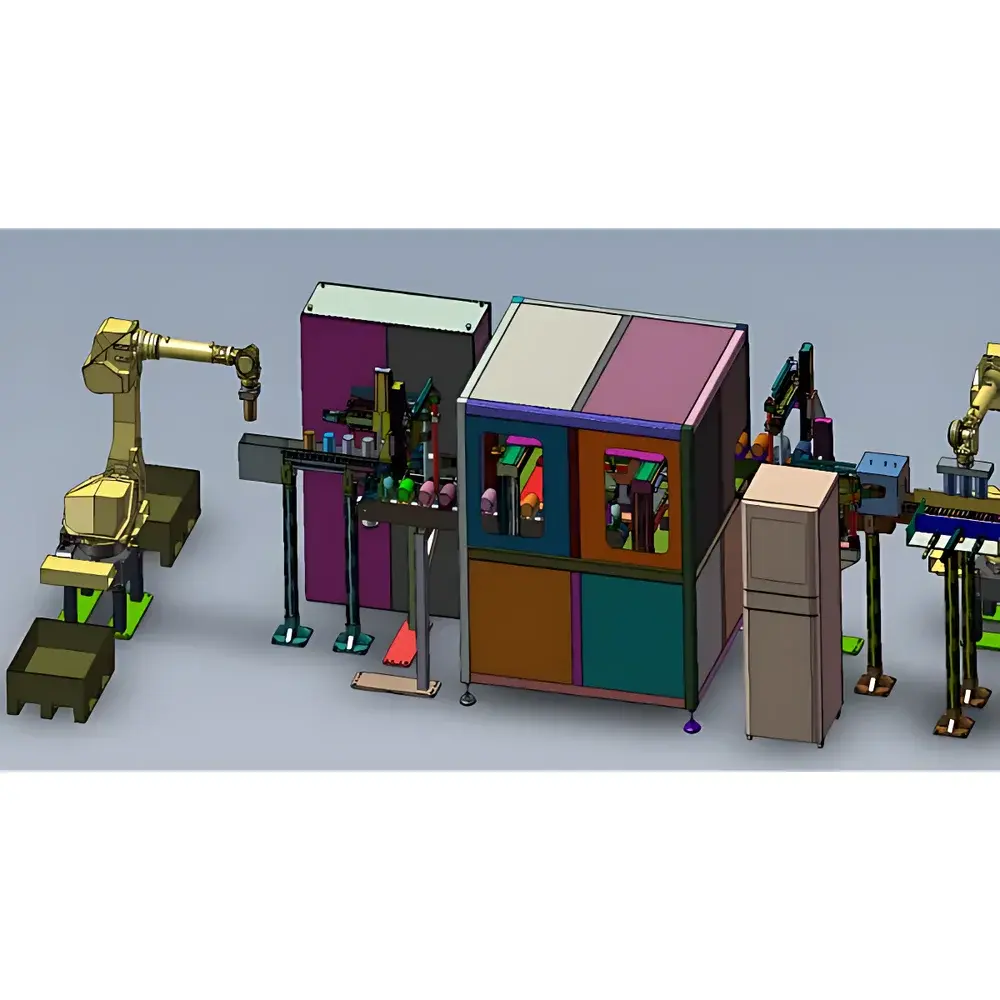
Overview
The Olympus Automotive Small Roller Ultrasonic Testing System is a purpose-built, high-precision non-destructive testing (NDT) platform engineered for automated volumetric inspection of cylindrical rolling elements—specifically small-diameter rollers used in automotive wheel hub units, transmission bearings, and electric motor support assemblies. Leveraging pulse-echo ultrasonic principles with both conventional and phased array transducer configurations, the system delivers consistent detection of subsurface discontinuities—including micro-cracks, inclusions, and grinding burns—in hardened bearing steels (e.g., GCr15, SUJ2, AISI 52100) at depths up to 25 mm beneath the surface. Its design prioritizes metrological traceability, repeatability under production-line conditions, and seamless integration into Industry 4.0 infrastructure—making it suitable for Tier-1 suppliers and OEMs operating under IATF 16949-certified quality management systems.
Key Features
- Multi-channel ultrasonic acquisition architecture supporting up to four independent A-scan channels, enabling simultaneous multi-angle scanning without mechanical repositioning.
- Integrated motion coordination interface for robotic arm or overhead crane deployment, synchronized with high-resolution machine vision for precise part centering, orientation verification, and real-time position feedback.
- Proprietary software suite developed in-house with deterministic real-time data processing, configurable UI layout, and embedded signal-to-noise optimization algorithms tailored to small-roller geometry and surface curvature.
- Automated defect classification engine distinguishing functional zone defects (e.g., raceway contact surfaces) from non-functional zones (e.g., chamfers, flanges), applying user-defined severity thresholds per ASME B31.8 or ISO 11484 criteria.
- Offline CAD-based simulation module allowing pre-inspection trajectory generation via imported STEP or IGES models; supports automatic path optimization for probe standoff distance and beam incidence angle.
- Secure remote access capability via encrypted web interface (TLS 1.2+), enabling off-site monitoring of inspection status, live waveform streaming, and parameter adjustment without local operator presence.
Sample Compatibility & Compliance
The system is validated for use with cylindrical rollers ranging from Ø3 mm to Ø25 mm in diameter and lengths up to 60 mm. It accommodates surface hardness levels between 58–65 HRC and tolerates surface roughness values (Ra) up to 0.4 µm post-grinding. All ultrasonic calibration procedures follow ASTM E114-22 (Standard Practice for Ultrasonic Immersed Pulse-Echo Testing) and ISO 16847-2:2021 (Ultrasonic testing — Characterization of ultrasonic fields — Part 2: Measurement of ultrasonic field parameters in water). The software architecture implements full audit trail functionality compliant with FDA 21 CFR Part 11 requirements—including electronic signatures, version-controlled configuration files, and immutable event logs—ensuring readiness for GLP/GMP audits.
Software & Data Management
The embedded control software provides unified workflow management—from setup and calibration to reporting and archiving. Each inspection record includes raw RF data, time-gated C-scan reconstructions, depth-amplitude curves, and geometric metadata. Reports are exportable in PDF/A-2b (ISO 19005-2) and XML formats compatible with enterprise LIMS and MES platforms. Data exchange utilizes standardized protocols including OPC UA PubSub over UDP and RESTful endpoints for JSON-based query/response interactions. All software updates undergo regression testing against a library of reference flaw standards traceable to NIST SRM 2241.
Applications
- Automotive wheel bearing roller inspection for OEM Tier-1 suppliers requiring 100% in-process screening prior to final assembly.
- Quality gate validation of electric vehicle (EV) motor bearing components subjected to high cyclic loading and thermal stress.
- Process capability studies for heat treatment and grinding operations, correlating ultrasonic response with microstructural changes observed via metallography.
- Root cause analysis of premature bearing failure through retrospective comparison of archived inspection data against field return records.
- Support for PPAP documentation packages, including measurement system analysis (MSA) reports per AIAG MSA 4th Edition guidelines.
FAQ
Does the system support both manual and automated operation modes?
Yes—the hardware and software support fully manual probe manipulation via handheld scanners as well as closed-loop automated scanning using integrated robotics and vision alignment.
Can the software be validated for regulated environments such as automotive safety-critical component manufacturing?
Yes. The software includes configurable validation templates aligned with ISO/IEC 17025 and IATF 16949 Annex A requirements, along with IQ/OQ/PQ documentation kits.
What transducer frequencies are recommended for small-roller inspection?
Typical configurations use 5 MHz to 10 MHz focused immersion or delay-line transducers optimized for near-field resolution and penetration depth trade-offs specific to roller geometry.
Is third-party calibration certification available?
Yes—certified calibration services are offered by Olympus-accredited NDT laboratories, with certificates traceable to national metrology institutes (e.g., NIM, PTB, NPL).
How is data integrity maintained during long-term archival?
All acquired datasets are stored with SHA-256 checksums, timestamped using GPS-synchronized NTP servers, and backed up to redundant NAS arrays configured in RAID 6 with daily incremental snapshots.



