

KJ GROUP SP-AM-400A Quadruple Arc-Melting Furnace
| Brand | KJ GROUP |
|---|---|
| Origin | Liaoning, China |
| Manufacturer Type | Direct Manufacturer |
| Origin Category | Domestic |
| Model | SP-AM-400A |
| Price | Upon Request |
| Ultimate Vacuum | 8×10⁻⁴ Pa |
| Max Operating Power | <60 kW |
| Working Pressure Range | −0.5 MPa |
| System Leak Rate | ≤5.0×10⁻⁷ Pa·L/s |
| Pump-Down Time (to 7×10⁻³ Pa) | ≤30 min |
| Vacuum Hold (12 h) | ≥10 Pa |
| Melting Temperature | Up to 3500 °C |
| Crucible Rotation Speed | 1–20 rpm (continuously adjustable) |
| Electrode Type | 4 × water-cooled tungsten electrodes (Φ6 mm) |
| Chamber Dimensions | Φ300 mm × 370 mm |
| Argon Purity Requirement | ≥99.99% |
| Cooling | Integrated closed-loop deionized water chiller (KJ CW-6200) |
| Compliance | Designed for ASTM F2627 (Standard Guide for Arc-Melting of Refractory Metals), ISO 15148 (Vacuum Technology — Vocabulary), and GLP-compliant lab environments |
Overview
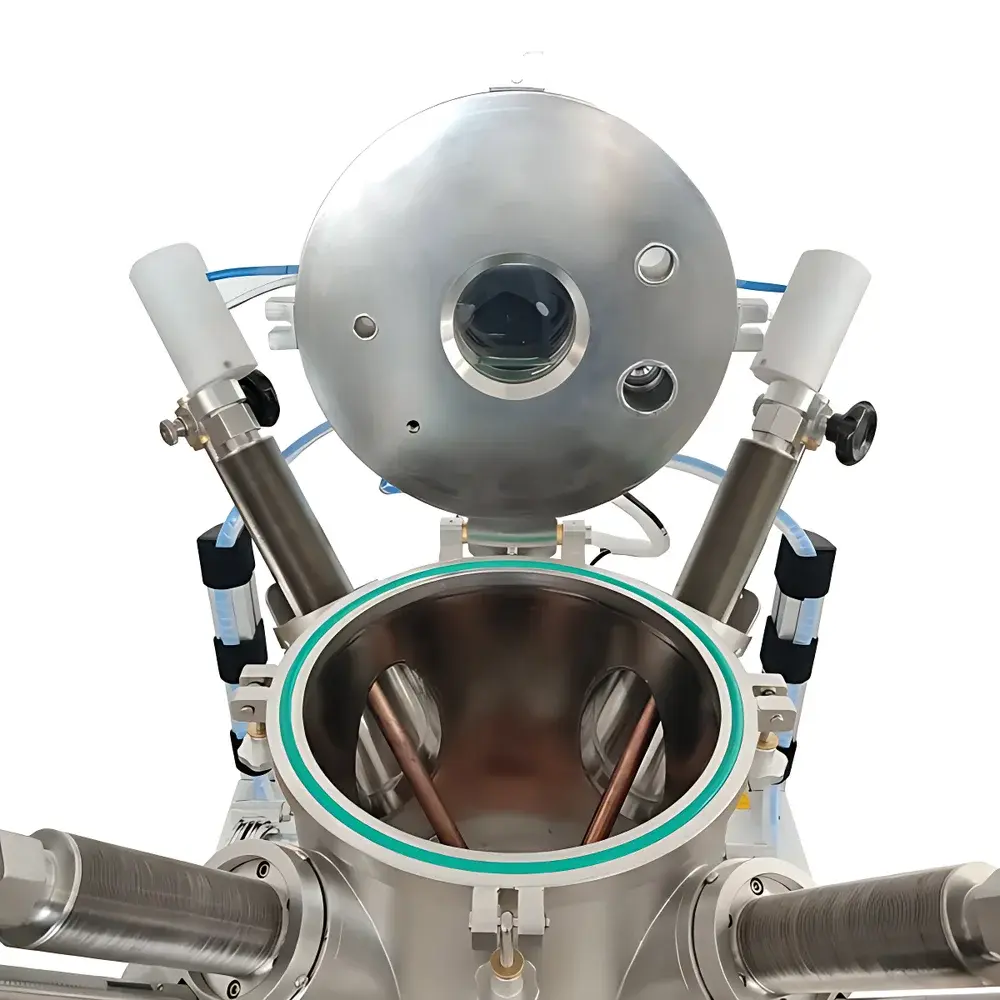
The KJ GROUP SP-AM-400A Quadruple Arc-Melting Furnace is a high-vacuum, inert-atmosphere metallurgical system engineered for the controlled melting, alloying, and homogenization of refractory metals and their intermetallic compounds. Utilizing four independently controllable, water-cooled tungsten arc electrodes operating under ultra-high vacuum (≤8×10⁻⁴ Pa) and high-purity argon backfill (≥99.99%), the furnace enables precise thermal input localization and minimizes contamination during melt processing. Its design conforms to fundamental principles of direct-current arc melting—where plasma arcs generated between consumable electrodes and the charge induce localized temperatures exceeding 3500 °C, sufficient to melt tungsten (melting point: 3422 °C), molybdenum (2623 °C), niobium (2477 °C), tantalum (3017 °C), hafnium (2233 °C), zirconium (1855 °C), titanium (1668 °C), rhenium (3186 °C), and beryllium (1287 °C). The system supports both rotating crucible operation (1–20 rpm) and suction-casting configurations, enabling compositional uniformity assessment, button ingot production, and rapid solidification studies.
Key Features
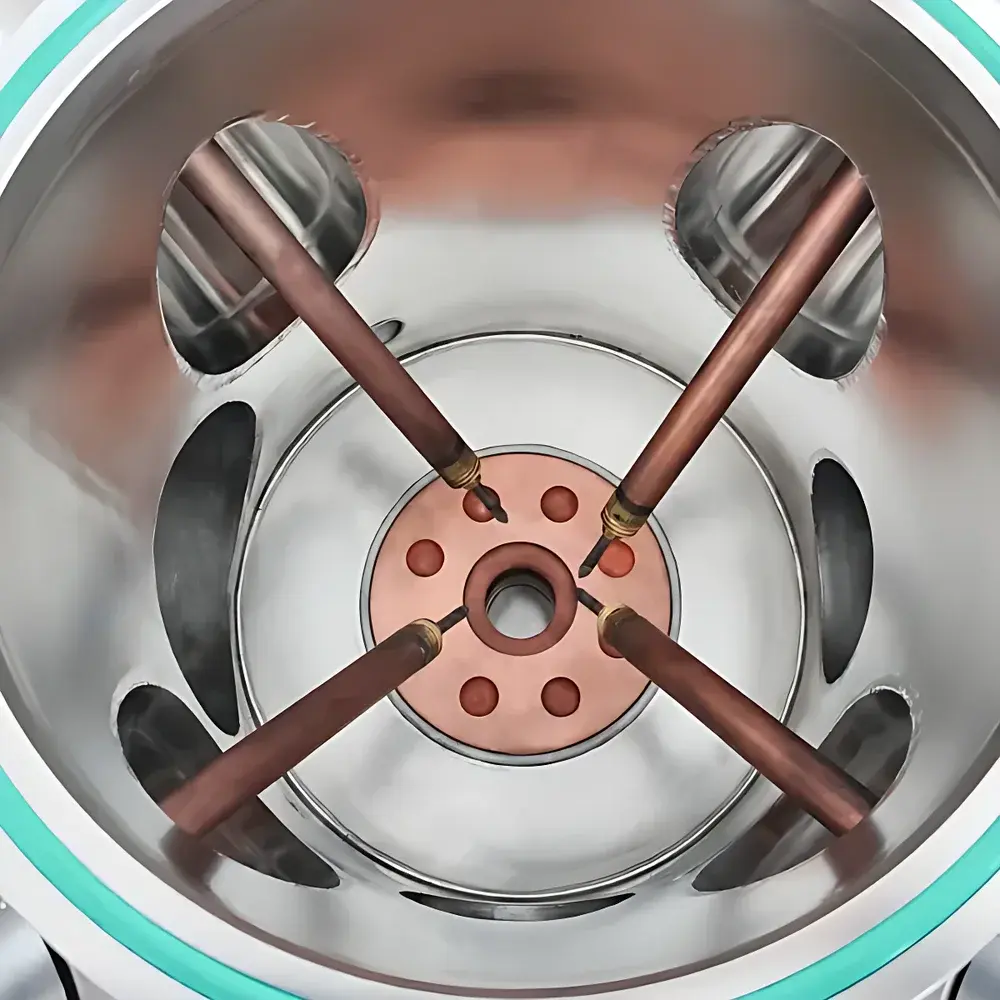
- Quadruple DC arc configuration with independent current regulation per electrode, ensuring symmetric heat distribution and reduced thermal stress on crucibles
- Integrated high-vacuum pumping train: VRD16 rotary vane pump + FF-160/620 turbomolecular pump combination, achieving base pressure ≤8×10⁻⁴ Pa in ≤30 minutes
- Water-cooled stainless-steel main chamber (Φ300 × 370 mm) with front-loading top-hinged observation port (Φ300 mm quartz window) and quick-access sampling door
- Programmable crucible rotation (1–20 rpm, continuous adjustment) for enhanced melt convection and compositional homogeneity
- Four-position water-cooled tungsten electrode assembly (Φ6 mm, dual ferrule compression fittings), compatible with standard W-1%ThO₂ or W-La₂O₃ rods
- Real-time multi-parameter safety interlock system: coolant flow/pressure monitoring, arc voltage stability detection, chamber temperature threshold alarms, vacuum integrity verification (leak rate ≤5.0×10⁻⁷ Pa·L/s), and phase-sequence protection for 3-phase AC380V/50Hz supply
- Modular crucible interface supporting interchangeable rotating crucibles (up to Φ150 mm) and suction-casting molds (standard: Φ8 × 70 mm cylindrical cavity)
Sample Compatibility & Compliance
The SP-AM-400A accommodates raw materials in powder, chip, or pre-alloyed button form, with batch capacities up to 150 g depending on density and crucible geometry. It is routinely employed for preparing master alloys of Ti-Al-V, Nb-Si, Mo-Re, W-Cu composites, and Zr-based bulk metallic glasses. All wetted surfaces are electropolished 316L stainless steel; O-rings meet FDA CFR 21 Part 177.2600 requirements for incidental food contact. Vacuum and pressure control systems comply with ISO 15148 definitions and operational limits. The furnace architecture supports GLP documentation workflows, including timestamped vacuum logs, arc current profiles, and cooling water temperature traces—enabling full traceability for R&D reporting and regulatory submissions.
Software & Data Management
While the SP-AM-400A operates via dedicated hardware controls (analog ammeters, digital vacuum gauges, mechanical valves), its electrical subsystems feature RS485/Modbus RTU interfaces for integration into centralized laboratory data acquisition networks. Optional OEM-supplied LabVIEW-compatible drivers enable logging of arc current (per electrode), chamber pressure (Pirani + cold cathode), coolant inlet/outlet temperatures, and crucible RPM into CSV or TDMS formats. All recorded parameters retain audit-trail metadata (operator ID, timestamp, system state flags), satisfying basic FDA 21 CFR Part 11 electronic record requirements when deployed with validated IT infrastructure.
Applications
- Primary synthesis of refractory metal ingots for subsequent rolling, forging, or additive manufacturing feedstock qualification
- Phase diagram validation studies involving immiscible systems (e.g., Cu–W, Fe–Zr) where conventional induction melting induces segregation
- Preparation of stoichiometric intermetallics (e.g., Ni₃Al, TiAl, MoSi₂) under controlled redox conditions
- Re-melting and purification of recycled scrap from aerospace or nuclear components
- In-situ alloy modification via sequential electrode activation—e.g., selective melting of one element while preserving another’s microstructure
- Calibration reference material production for XRF, ICP-MS, and SEM-EDS quantification protocols
FAQ
What vacuum level is required before initiating arc striking?
Arc ignition must occur only after achieving ≤1×10⁻³ Pa to prevent electrode oxidation and unstable plasma formation.
Can the furnace operate under positive argon pressure?
Yes—the system supports overpressure operation up to +0.15 MPa (gauge), though standard metallurgical protocols use slight negative pressure (−0.03 MPa) to suppress crucible outgassing.
Is remote monitoring supported out-of-the-box?
No native Ethernet or Wi-Fi interface is included; however, analog signal outputs (0–10 V or 4–20 mA) for vacuum, temperature, and current are accessible at the rear I/O panel for third-party SCADA integration.
What maintenance intervals are recommended for the turbomolecular pump?
Per FF-160/620 manufacturer guidelines: bearing inspection every 12 months, rotor cleaning every 24 months, and full rebuild every 48 months under continuous lab use.
Does the system include vacuum bake-out capability?
No dedicated bake-out heater is integrated; however, the chamber may be heated to 150 °C using external band heaters while under vacuum—provided cooling water flow remains uninterrupted.



