Normag Continuous Gas Absorption Scrubber with PC-Based Data Acquisition Platform
| Brand | NORMAG |
|---|---|
| Origin | Germany |
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported |
| Model | Normag |
| Pricing | Upon Request |
Overview
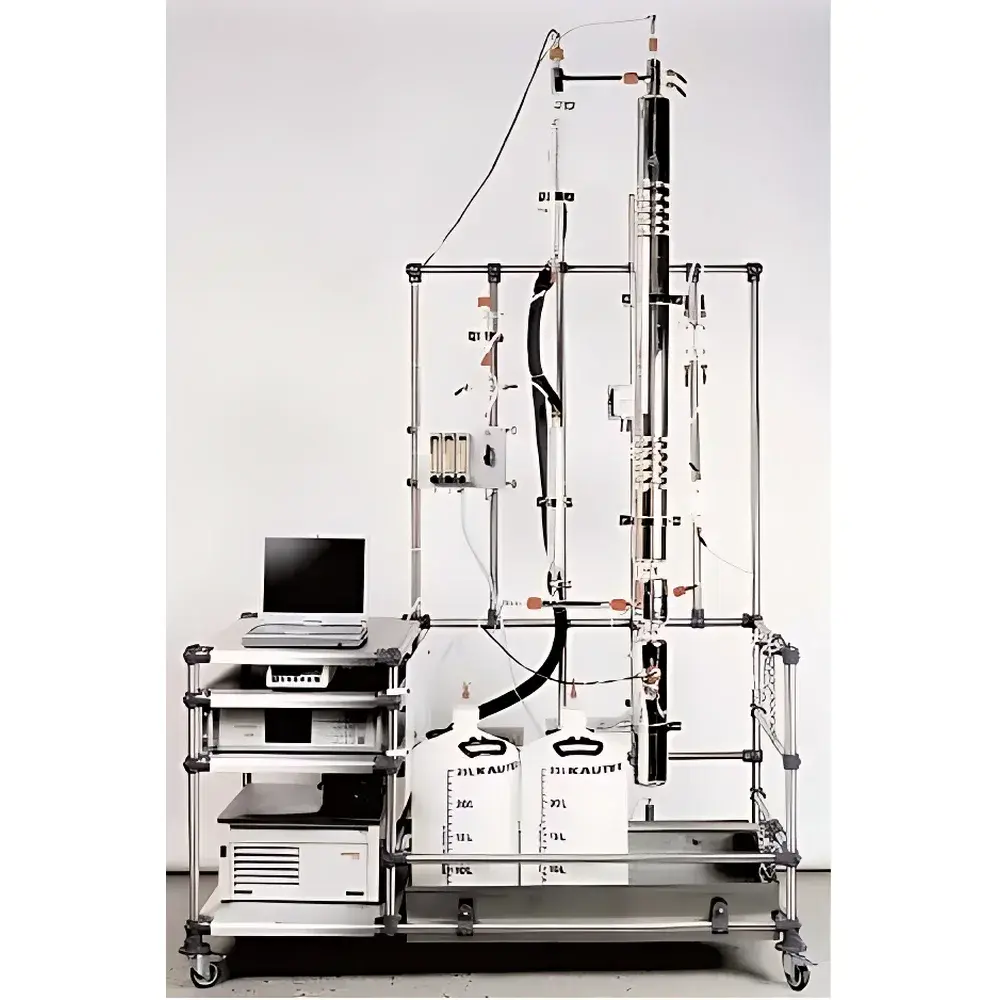
The Normag Continuous Gas Absorption Scrubber is a precision-engineered laboratory-scale packed column system designed for controlled mass transfer studies between gas and liquid phases. Based on fundamental principles of interfacial contact, solubility-driven absorption, and reversible or irreversible chemical reaction kinetics, this apparatus enables quantitative investigation of gas scrubbing efficiency, absorption rate constants, equilibrium partitioning, and column hydrodynamics under isothermal or temperature-controlled conditions. It operates on the counter-current or co-current flow principle, supporting both continuous steady-state operation and semi-batch transient experiments. As an integral component within petroleum refining R&D workflows, it serves critical functions in evaluating amine-based acid gas removal (e.g., H₂S and CO₂ capture from natural gas streams), hydrochloric acid synthesis via HCl absorption, sulfur recovery unit feed pretreatment, and VOC abatement process validation — all aligned with ASTM D5504, ISO 10723, and API RP 14E design and performance assessment frameworks.
Key Features
- Modular stainless-steel packed column with vacuum-insulated double-jacketed construction for precise thermal management and minimized heat loss during exothermic/endothermic absorption processes
- Configurable column height and internal diameter to accommodate varying scale-up requirements and residence time distributions
- Integrated magnetic-drive recirculation pump for leak-free, maintenance-minimized liquid phase circulation with adjustable flow rates (0.1–5 L/h typical range)
- Multi-point temperature monitoring (top, middle, bottom) using calibrated Pt100 sensors with ±0.1 °C accuracy and independent PID control loops
- Differential pressure transducer across column packing for real-time flooding point detection and pressure drop profiling
- Online pH and conductivity probes installed at strategic locations to monitor reaction progress, neutralization stoichiometry, and solvent degradation
- Mass flow controllers (MFCs) for both gas and liquid feeds, traceable to NIST standards, enabling reproducible molar ratio control
- Preheating modules for gas and liquid streams to ensure thermodynamic consistency prior to column entry
Sample Compatibility & Compliance
The system supports a wide range of gas–liquid systems relevant to upstream and downstream petroleum applications, including but not limited to H₂S/MEA, CO₂/DGA, NH₃/H₂O, HCl/H₂O, SO₂/NaOH, and hydrocarbon vapor/water systems. All wetted parts comply with ASTM A240 316L stainless steel specifications and are compatible with aggressive solvents such as alkanolamines, organic acids, and chlorinated media. The mechanical design conforms to PED 2014/68/EU for pressure equipment, while electrical components meet CE and ATEX Zone 2 certification requirements. Data acquisition architecture supports 21 CFR Part 11-compliant electronic records when paired with validated software configurations, facilitating GLP and GMP-aligned reporting for regulatory submissions.
Software & Data Management
A dedicated PC-based data acquisition platform provides synchronized logging of up to 32 analog and digital channels at configurable sampling intervals (100 ms to 10 s). The interface features real-time trend visualization, alarm thresholds with event-triggered data snapshots, and export functionality to CSV, Excel, and MATLAB-compatible formats. Optional integration with third-party analytical instruments — including GC, FTIR, and IC systems — enables closed-loop feedback control based on effluent composition analysis. Audit trail functionality records user actions, parameter changes, and calibration events, satisfying ISO/IEC 17025 documentation requirements for accredited testing laboratories.
Applications
- Evaluation of novel absorbent formulations for sour gas treatment in LNG conditioning trains
- Kinetic modeling of CO₂ capture using sterically hindered amines under simulated refinery off-gas conditions
- Optimization of tray efficiency and flooding limits in pilot-scale absorber design
- Corrosion rate assessment of carbon steel internals exposed to acidic condensates
- Validation of process simulation tools (e.g., Aspen Plus, gPROMS) using experimentally derived HTU/NTU correlations
- Training platform for process safety education on runaway reaction scenarios and emergency venting protocols
FAQ
Can the scrubber be operated under vacuum or elevated pressure?
Yes — the column is rated for operation from 0.1 bar(a) to 3 bar(a), with optional pressure-rated sight glasses and reinforced flange connections.
Is remote monitoring supported?
Standard Ethernet connectivity allows secure remote access via VPN-configured networks; OPC UA integration is available upon request.
What level of automation is included by default?
Basic automation includes programmable ramp/soak temperature profiles, flow setpoint scheduling, and alarm-triggered shutdown sequences — advanced DCS-level integration requires custom engineering.
Are spare parts and technical support available outside Germany?
Yes — global service network with certified field engineers and 24-month warranty coverage; spare parts inventory maintained in regional hubs across North America, APAC, and EMEA.
Does the system support hazardous area installation?
ATEX-certified variants with intrinsic safety barriers and explosion-proof enclosures are available for Zone 1 and Zone 2 classified environments.
Related Products