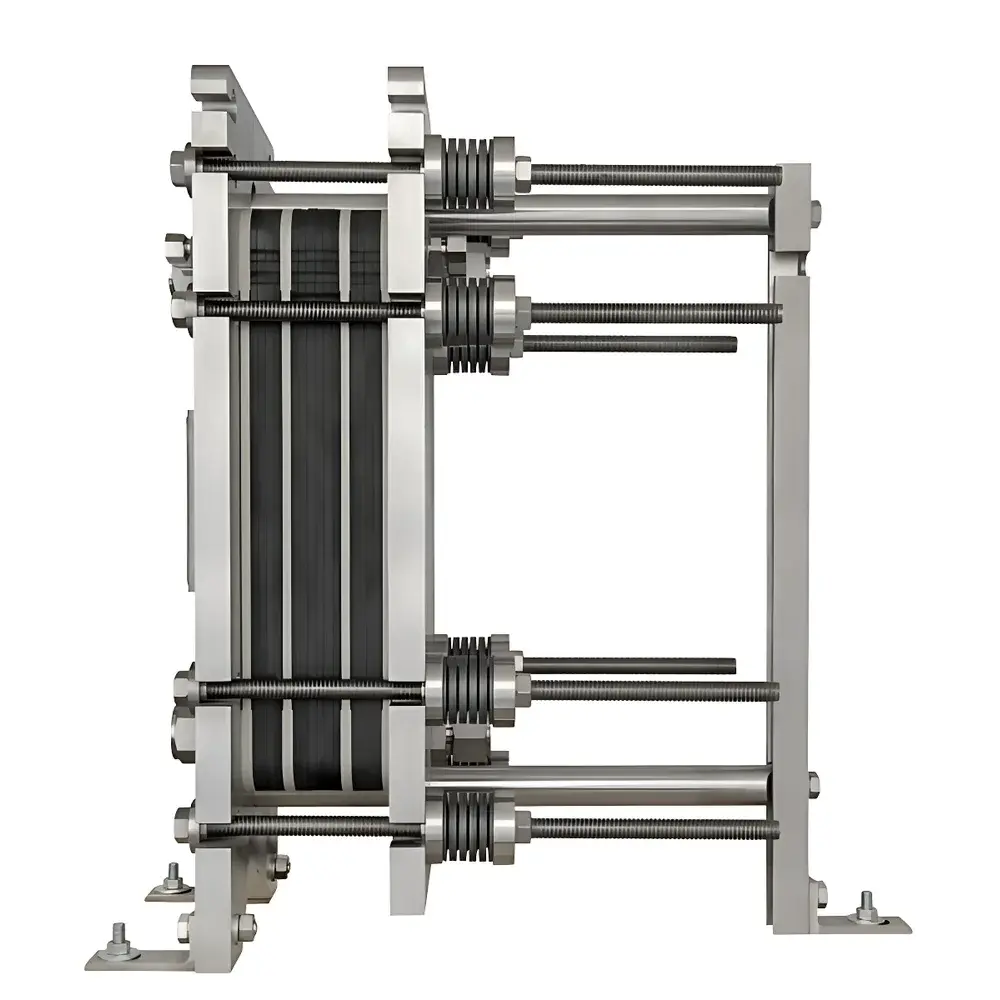




Chemtrix Plantrix® MR555 Continuous Flow Reactor
| Brand | Chemtrix |
|---|---|
| Origin | Germany |
| Model | Plantrix® MR555 |
| Temperature Range | −30 to 200 °C |
| Pressure Range | 0–25 bar |
| Reaction Volume | 100 mL to 4 L |
| Flow Rate | 5–400 L/h |
| Wetted Materials | PTFE, FFKM, Silicon Carbide (SiC) |
| Compliance | TÜV-certified, FDA-recognized design, cGMP-ready architecture |
| Thermal Control Accuracy | ±x °C (system-dependent, configurable via integrated PID loops) |
Overview
The Chemtrix Plantrix® MR555 Continuous Flow Reactor is an industrial-scale, modular flow chemistry platform engineered for robust, reproducible, and scalable synthesis under precisely controlled thermal and hydraulic conditions. Based on microstructured silicon carbide (SiC) reaction modules, it operates on the principle of continuous laminar flow with enhanced interfacial mass transfer and rapid conductive heat exchange—enabling safe execution of highly exothermic, hazardous, or kinetically demanding reactions that are impractical or unsafe in batch vessels. Unlike conventional stirred-tank reactors, the MR555 eliminates thermal gradients and residence time distribution (RTD) broadening through its monolithic SiC flow channels, ensuring near-plug-flow behavior and intrinsic scalability from lab optimization (via Chemtrix’s Labtrix/Spintrix systems) to multi-ton annual production (up to 3,200 metric tons/year). Its architecture supports seamless integration into cGMP pharmaceutical manufacturing environments, as validated by global innovators including GSK and Pfizer.
Key Features
- Monolithic silicon carbide (SiC) reaction core offering exceptional thermal conductivity (>120 W/m·K), chemical inertness across pH 0–14, and resistance to corrosion from aggressive reagents (e.g., HF, Cl₂, NO₂, oleum)
- Modular reactor units configurable in parallel or series to accommodate multi-step syntheses (A + B → P₁; P₁ + C → P₂; etc.) with independent temperature zoning per stage
- Integrated high-precision thermal management system with dual-zone Peltier and oil-jacketed heating/cooling, enabling stable operation from −30 °C to 200 °C at ±x °C accuracy
- Full-pressure-rated design (0–25 bar) compatible with superheated solvents, gaseous reagents (e.g., H₂, O₂, CO), and hydrogenation or oxidation processes
- Automated process control via EtherCAT-based I/O architecture, supporting real-time monitoring of pressure, temperature, flow rate, and backpressure regulation
- TÜV-certified mechanical integrity and electrical safety; designed in accordance with ISO 13849-1 (PL e) and IEC 61511 (SIL 2 capable)
Sample Compatibility & Compliance
The Plantrix® MR555 accommodates a broad spectrum of chemistries—including nitration, sulfonation, lithiation, azidation, halogenation, catalytic hydrogenation, photochemical transformations, and organometallic couplings—without degradation of wetted surfaces. All fluid-contact components utilize ASTM F1716-compliant perfluoroelastomer (FFKM) seals and USP Class VI-certified PTFE linings. The SiC reaction block meets ASTM C651 for structural ceramics and exhibits zero extractables per USP . The system architecture supports 21 CFR Part 11-compliant electronic records and signatures when deployed with validated Chemtrix Synthia™ software. It conforms to EU GMP Annex 15 (Qualification & Validation), ICH Q5C (stability), and ISO 9001:2015 quality management requirements.
Software & Data Management
Operation is managed through Chemtrix Synthia™ v4.x—a deterministic, deterministic real-time control platform compliant with ISA-88 and ISA-95 standards. Synthia provides full audit trail logging (ALCOA+ principles), user role-based access control, and automated calibration verification. Process data—including flow profiles, thermal transients, pressure differentials, and alarm events—are timestamped, encrypted, and exportable in CSV, PDF, or ASAM ODS formats. Optional integration with DeltaV, Emerson DCS, or Siemens PCS7 enables plant-wide MES connectivity. All firmware updates undergo rigorous regression testing per IEC 62304 Class B medical device software guidelines.
Applications
The MR555 serves as a production-grade continuous manufacturing node for API intermediates, fine chemicals, agrochemical actives, and specialty polymers. Its documented use cases include: continuous diazotization-coupling sequences for azo dye synthesis; low-temperature ( 1.33 across 500+ consecutive hours of unattended operation.
FAQ
What regulatory documentation is supplied with the MR555?
Factory acceptance test (FAT) reports, material certifications (EN 10204 3.1), TÜV type examination certificates, and IQ/OQ protocol templates are provided standard. URS-aligned validation support is available upon request.
Can the MR555 be integrated into existing pilot plants?
Yes—its skid-mounted design includes standardized 3/4″ VCR inlet/outlet ports, 24 VDC auxiliary power, and Modbus TCP/EtherNet/IP communication interfaces for plug-and-play DCS connectivity.
Is remote monitoring supported?
Synthia™ supports secure TLS 1.3–encrypted web-based supervision via authenticated HTTPS, with optional SMS/email alerting for critical deviations.
How is cleaning-in-place (CIP) performed?
The SiC core is compatible with hot caustic, nitric acid, and solvent flush protocols; CIP cycles are programmable within Synthia™ and logged with full traceability.
Does Chemtrix offer application development support?
Yes—Chemtrix Application Labs (Eindhoven, NL) provide fee-based route scouting, kinetic modeling, and scale-up studies using identical MR555 hardware and control logic.



