

DynaFlex Automotive Body-in-White Online Inspection System
| Origin | USA |
|---|---|
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported |
| Model | DynaFlex |
| Pricing | Available Upon Request |
Overview
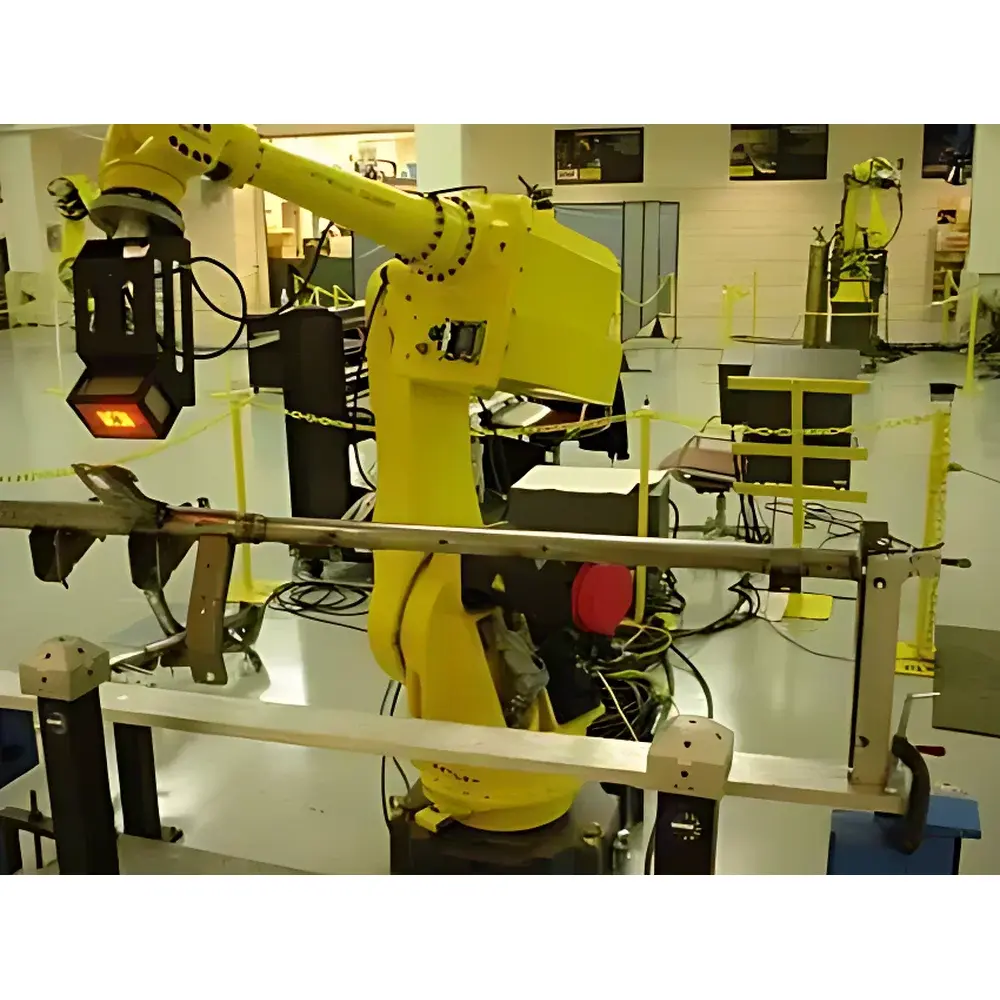
The DynaFlex Automotive Body-in-White (BiW) Online Inspection System is an industrial-grade, robot-mounted metrology platform engineered for real-time, in-line dimensional verification of structural automotive assemblies. Unlike traditional off-line coordinate measuring machines (CMMs) or fixed optical tunnels, the DynaFlex system integrates a calibrated industrial robot arm with high-precision proximity sensors—such as laser triangulation, structured light, or photogrammetric probes—to perform non-contact, multi-point 3D measurements directly on the production floor. Its core principle relies on dynamic robotic metrology: leveraging kinematic modeling, thermal drift compensation, and volumetric error mapping to transform a standard industrial robot into a traceable, ISO 10360-compliant measurement instrument. Designed specifically for high-volume automotive manufacturing environments, the system operates within ambient shop-floor conditions—withstanding vibration, temperature fluctuation (15–30 °C), dust, and intermittent lighting—while maintaining repeatability better than ±15 µm (2σ) across its full working volume.
Key Features
- Patented DynaFlex Calibration Architecture: A proprietary, automated calibration protocol that continuously corrects robot positional errors due to thermal expansion, mechanical wear, and joint backlash—without interrupting production cycles.
- True Volumetric Absolute Accuracy: Delivers traceable, CAD-referenced measurements (per ASME B89.4.1 and ISO 10360-2), enabling direct comparison against nominal geometry without reliance on relative trend analysis alone.
- 100% In-Line Inspection Capability: Mounted adjacent to or integrated into the BiW assembly line, supporting continuous inspection of every body shell at takt time—eliminating sampling-based quality control gaps.
- Multi-Sensor Interchangeability: Compatible with contactless sensors including Class 1 laser scanners (e.g., Keyence LJ-V series), fringe projection systems (e.g., GOM ATOS), and stereo vision modules—all interfaced via standardized EtherCAT or GigE Vision protocols.
- Self-Healing Metrology Logic: Detects and autonomously recovers from sensor misalignment, robot kinematic anomalies, or unexpected collisions using onboard diagnostic routines—minimizing manual intervention and downtime.
- Robust Industrial Design: IP54-rated enclosures, hardened mounting interfaces, and ESD-safe cabling ensure long-term reliability in Class 8 cleanroom-adjacent or paint-shop-proximate environments.
Sample Compatibility & Compliance
The DynaFlex system is validated for inspection of stamped steel, aluminum, and mixed-material BiW subassemblies—including door frames, roof rails, rocker panels, and underbody structures—up to 5 m × 2 m × 1.8 m in dimension. It supports surface finish tolerances down to Ra 3.2 µm and feature sizes as small as Ø1.2 mm (e.g., locating holes, weld studs, hem flanges). All measurement workflows comply with automotive OEM-specific requirements (e.g., Ford Q1, GM BIQS, VW Formel Q) and support audit-ready documentation per IATF 16949 clause 8.5.1.2. Data integrity adheres to FDA 21 CFR Part 11 principles where electronic records are generated, including role-based access control, electronic signatures, and immutable audit trails.
Software & Data Management
The system runs on DynaCal MetroSuite v5.x—a Windows-based metrology software suite certified to ISO/IEC 17025:2017 Annex A.2 for measurement uncertainty evaluation. It provides native integration with common CAD formats (STEP AP242, IGES, JT), GD&T interpretation engines (per ASME Y14.5–2018), and statistical process control modules compliant with AIAG SPC-2. Measurement reports export to XML, CSV, or PDF with embedded color-mapped deviation overlays. Raw point-cloud data is archived in HDF5 format for long-term traceability; all datasets are timestamped, version-controlled, and synchronized with MES/PLM systems via OPC UA or RESTful API. Audit logs record calibration events, operator actions, and sensor health diagnostics for GLP/GMP-aligned quality reviews.
Applications
- Real-time validation of critical datum features (e.g., A/B/C-pillar mounting points, hinge axis alignment)
- Weld distortion monitoring across multi-station resistance welding sequences
- Dimensional stability assessment during adhesive curing and thermal stabilization cycles
- Pre-paint and post-paint dimensional shift analysis for surface continuity verification
- Supplier part qualification and first-article inspection (FAI) data correlation
- Root-cause analysis support for Cpk/Ppk trending in Six Sigma initiatives
FAQ
Does DynaFlex require periodic recalibration by external metrology labs?
No—DynaFlex performs autonomous in-situ calibration using built-in reference artifacts and thermal feedback loops. External verification is recommended annually per ISO/IEC 17025 but not required for daily operation.
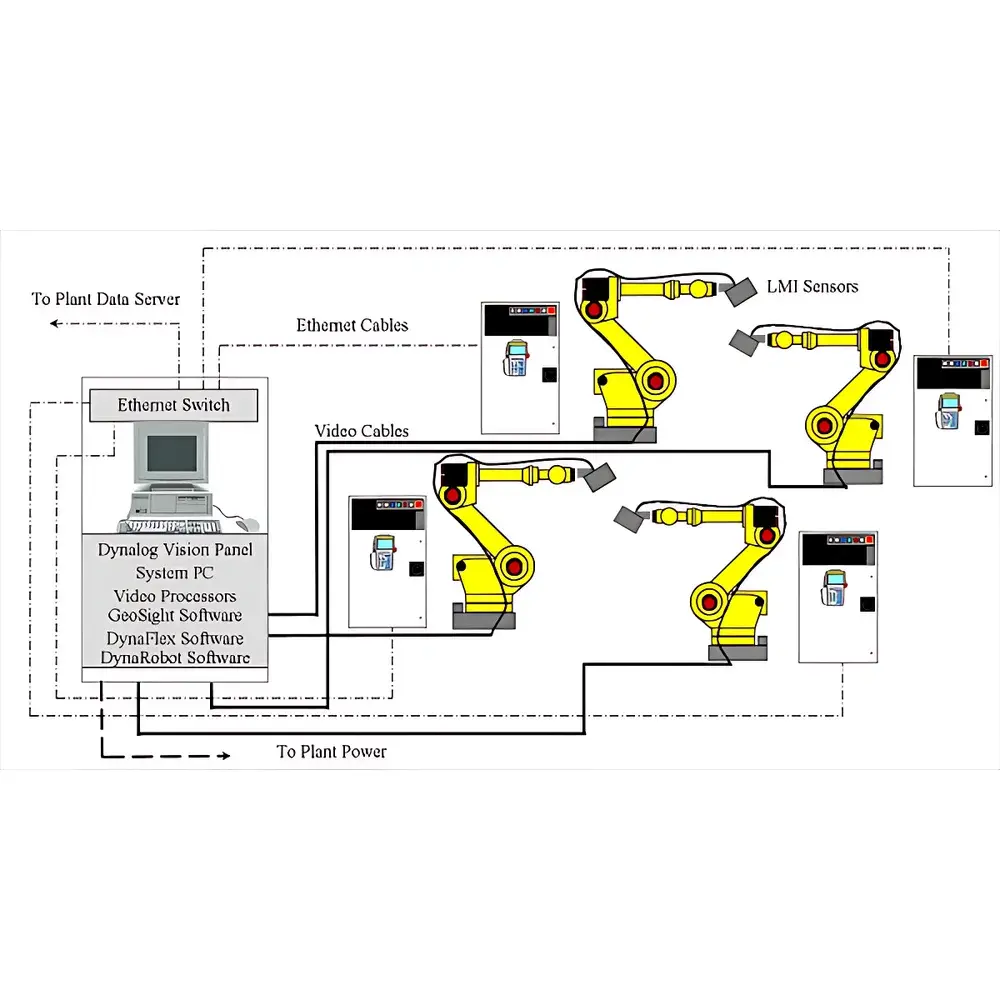
Can the system integrate with existing factory automation infrastructure?
Yes—it supports PROFINET, EtherNet/IP, and OPC UA connectivity for seamless synchronization with PLCs, SCADA, and MES platforms such as Siemens Opcenter, Rockwell FactoryTalk, or SAP ME.
What robot brands are certified for use with DynaFlex?
ABB IRB 6700/7600, KUKA KR QUANTEC/Agilus, FANUC M-2000iA/CRX series, and Yaskawa GP/MOTOMAN GP models are fully qualified. Custom integration paths exist for Stäubli and Nachi platforms.
Is training provided for maintenance personnel and metrology engineers?
Yes—Dynalog offers tiered certification programs: Operator Level (8 hrs), Calibration Technician Level (40 hrs), and Advanced Application Engineering (80 hrs), all aligned with ISO 17025 competency requirements.
How is measurement uncertainty quantified and reported?
Uncertainty budgets are calculated per GUM (JCGM 100:2008) and include contributions from robot kinematics, sensor noise, thermal expansion, and fixture repeatability—reported in final inspection certificates alongside expanded uncertainty (k=2).

")

