

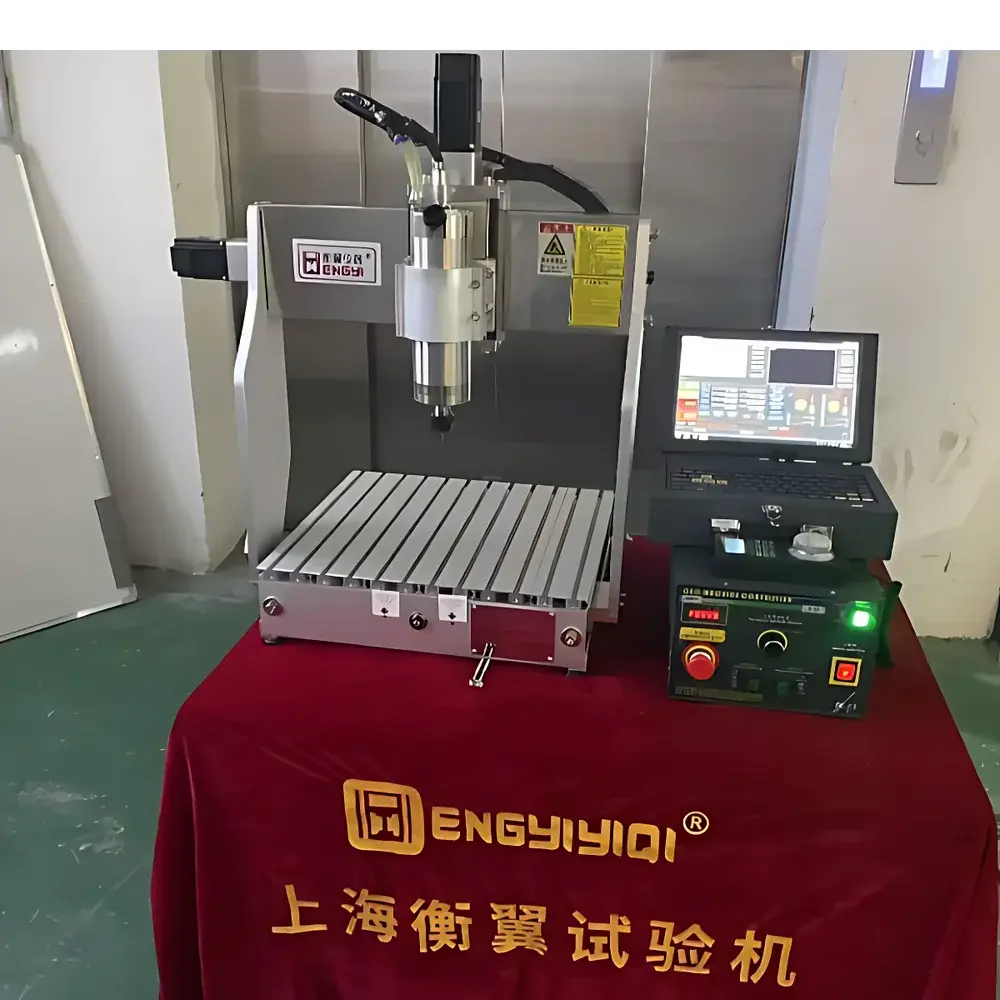
Hengyi HY(DK)DSTT Compression & Bending Specimen Preparation Machine
| Brand | Hengyi / Hengyitest |
|---|---|
| Origin | Shanghai, China |
| Manufacturer Type | Direct Manufacturer |
| Regional Classification | Domestic (China) |
| Model | HY(DK)DSTT |
| Quotation | Available Upon Request |
| Spindle Speed | 24,000 rpm |
| Feed Rate | 0–500 mm/min |
| Cutting Depth Adjustment Range | 2–20 mm |
| Compatible Pipe Diameter Range | 50–250 mm |
| Max. Workpiece Length (Pipe/Sheet) | 260 mm |
| X-axis Travel | 280 mm |
| Y-axis Travel | 310 mm |
| Z-axis Travel | 70 mm |
| Frame Material | Aerospace-Grade Aluminum Alloy |
| Drive System | Three Precision Stepper Motor + Driver Sets |
| Spindle Motor | High-Speed Variable-Frequency Motor |
| Linear Guidance | Six High-Accuracy Linear Guide Rods |
| Motion Transmission | Three High-Precision Ball Screws |
| Standard Vise | One Integrated Precision Bench Vise |
| Tooling Options | Cylindrical End Mills, 20° Flat-Bottom Cutters, Straight Cutting Blades, 45° Chamfering Cutters |
| Tool Diameters | Φ3 mm, Φ4 mm, Φ6 mm |
| Max. Machining Envelope | 300 × 150 × 100 mm |
| Power Supply | AC 220 V ±10%, 50/60 Hz |
| Total Power Consumption | 1500 W |
| Net Weight | 45 kg |
Overview
The Hengyi HY(DK)DSTT Compression & Bending Specimen Preparation Machine is a CNC-controlled precision machining system engineered for the reproducible fabrication of standardized test specimens from thermoplastic, thermoset, composite, and fiber-reinforced polymer materials. Designed in strict accordance with international mechanical testing standards—including ISO 179 (Charpy impact), ISO 8004-2 (tensile properties of plastics), ASTM D1043 (flexural properties), ASTM D1843 (notched Izod impact), ASTM D1040 (tensile testing), and GB/T 8804.2 (polyethylene pipe tensile testing)—this machine ensures dimensional fidelity and surface integrity critical for valid inter-laboratory comparison. Its core architecture integrates high-rigidity aluminum alloy frame construction, synchronized three-axis motion control (X/Y/Z), and a 24,000 rpm high-frequency spindle capable of maintaining stable cutting torque across variable feed rates (0–500 mm/min). Unlike manual or semi-automatic sample cutters, the HY(DK)DSTT eliminates operator-induced variability through programmable depth-of-cut (2–20 mm) and repeatable toolpath execution—making it essential for accredited testing laboratories, quality assurance departments in pipe extrusion facilities, and national building materials research institutes requiring GLP-compliant specimen generation.
Key Features
- Three-axis CNC motion system with stepper motor-driven ball screw transmission (X: 280 mm, Y: 310 mm, Z: 70 mm travel) ensuring sub-millimeter positional repeatability
- High-speed variable-frequency spindle (24,000 rpm) optimized for low-vibration milling of brittle polymers and reinforced composites
- Dedicated tooling set including Φ3/Φ4/Φ6 mm cylindrical end mills, 20° flat-bottom cutters, straight-parting blades, and 45° chamfering tools for ISO/GB-compliant notch and edge preparation
- Integrated precision bench vise with adjustable clamping force to secure pipes (Ø50–250 mm) and flat sheets (up to 260 mm length) without deformation
- Aluminum alloy structural frame with six high-accuracy linear guide rods—engineered for thermal stability and long-term geometric retention under continuous operation
- Programmable cutting depth and feed rate enabling consistent specimen thickness (e.g., 4 mm ±0.1 mm for ISO 179 Charpy bars) across heterogeneous material batches
Sample Compatibility & Compliance
The HY(DK)DSTT accommodates rigid and semi-crystalline polymeric substrates including PVC, PE, PP, ABS, PMMA (organic glass), fiberglass-reinforced plastics (FRP), and carbon-fiber composites. It produces specimens conforming to the dimensional tolerances specified in ISO 179-1 (impact bars), ISO 8004-2 (tensile dumbbells), GB/T 1043 (flexural test specimens), GB/T 1843 (notched Izod bars), and GB/T 8804.2 (polyethylene pipe tensile coupons). All machined edges exhibit surface roughness ≤ Ra 3.2 µm—verified per ISO 4287—ensuring minimal stress concentration artifacts during mechanical loading. The machine supports both pipe sectioning (transverse/longitudinal cuts) and sheet milling, with full traceability of cutting parameters logged per specimen batch for audit readiness under CNAS-CL01, ISO/IEC 17025, or GB/T 19001 quality management frameworks.
Software & Data Management
The HY(DK)DSTT operates via embedded CNC controller firmware with G-code compatibility (ISO 6983). Predefined machining routines for ISO 179, ISO 8004-2, and GB/T 1040 geometries are stored onboard; users may import custom toolpaths or modify feed/spindle parameters via USB interface. Each machining cycle records timestamp, tool ID, depth of cut, feed rate, and spindle load—exportable as CSV for integration into LIMS or QA documentation systems. While the base configuration does not include FDA 21 CFR Part 11-compliant electronic signatures, optional firmware upgrade enables audit-trail logging with user authentication and immutable event timestamps—supporting GLP/GMP-aligned validation protocols in regulated environments.
Applications
- Preparation of ISO 179 Charpy impact test bars from extruded plastic pipes and injection-molded plaques
- Fabrication of ASTM D638 Type I/IV tensile specimens and GB/T 1040 dumbbell-shaped coupons from sheet stock
- Generation of GB/T 1043 flexural test specimens (6 × 10 × 80 mm) with controlled surface finish for modulus evaluation
- Notch machining on ISO 8004-2 specimens using 20° flat-bottom cutters to achieve standardized stress-concentration geometry
- Chamfering and edge conditioning of compression test specimens per ISO 604 requirements
- Routine calibration verification using certified reference materials (e.g., NIST-traceable polymer standards)
FAQ
Does the HY(DK)DSTT support automated tool change?
No—the system uses manual tool mounting with precise collet-based alignment; however, tool offsets are programmable and retained across sessions.
Can it process metallic specimens such as aluminum or brass?
It is optimized for non-metallic materials only; machining metals exceeds its spindle torque and thermal design limits and voids warranty.
What maintenance intervals are recommended for the linear guides and ball screws?
Lubrication of all six guide rods and three ball screws is required every 200 operational hours using ISO VG 32 mineral oil.
Is technical documentation available in English with metrological traceability statements?
Yes—full English user manual, calibration certificate (traceable to CNAS-accredited labs), and ISO/IEC 17025-compliant performance verification report are supplied standard.
How is dimensional accuracy verified during commissioning?
A certified gauge block set (±0.5 µm uncertainty) and digital micrometer (0.001 mm resolution) are used to validate axis positioning repeatability and Z-axis depth control against ISO 230-2 Annex A.
Related Products



