
Stresstech Camscan Barkhausen Noise Analyzer for Aircraft Landing Gear Grinding Burn Detection
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | Camscan |
| Power Supply | 90–260 VAC, 49–61 Hz |
| Input Current (Cold Start) | 40 A @ 115 VAC / 80 A @ 230 VAC |
| Power Consumption | 100 VA (Normal), 150 VA (Battery Charging) |
| Magnetization Frequency Range | 1.0–1000 Hz |
| Magnetization Voltage | 0–16 V |
| Signal Analysis Bandwidths | 10–70 kHz, 70–200 kHz, 200–450 kHz |
| Channel Configuration | Single-channel (standard), optional multi-channel |
| Enclosure Rating | IP20 |
| Operating Temperature | 0–40 °C |
| Operating & Storage Humidity | 10–90 % RH (non-condensing) |
| Measurement Principle | Magnetic Barkhausen Noise (MBN) |
Overview
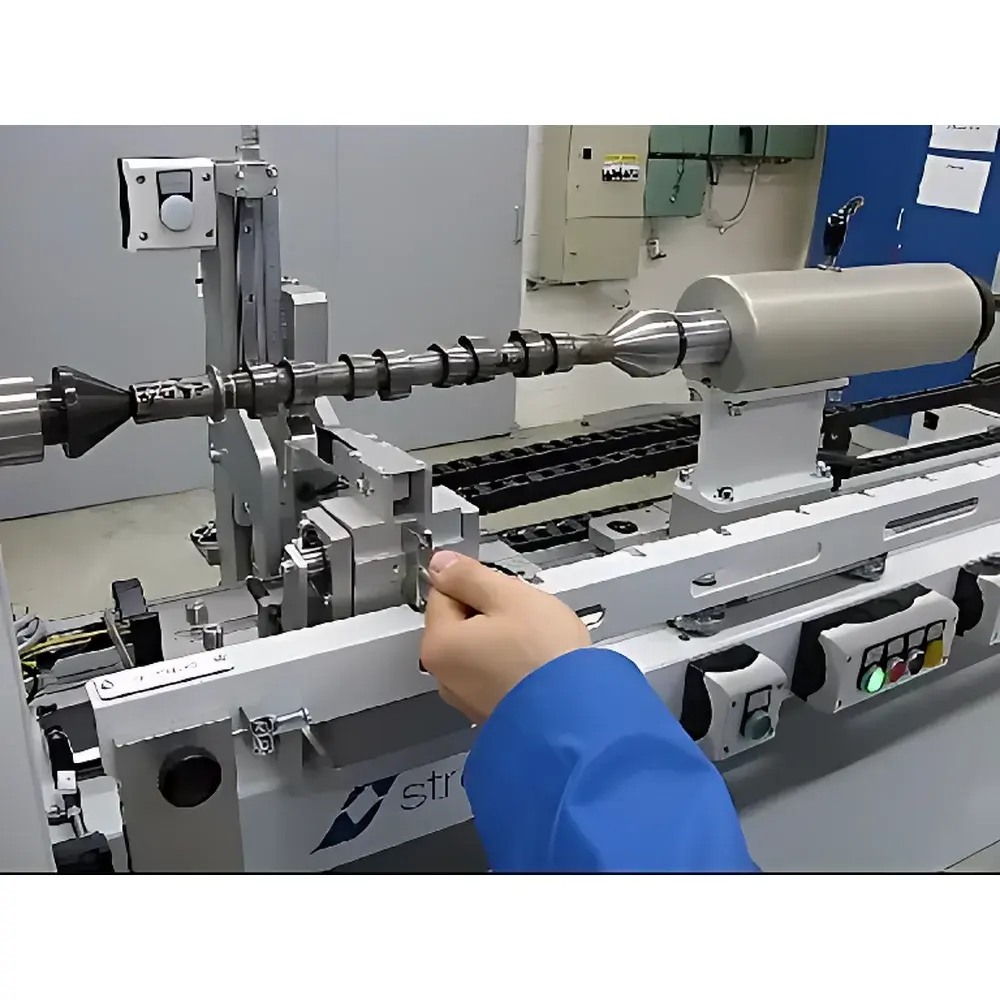
The Stresstech Camscan Barkhausen Noise Analyzer is a precision-engineered non-destructive testing (NDT) instrument designed specifically for the detection and quantification of grinding-induced thermal damage—commonly referred to as “grinding burn”—in high-strength ferromagnetic components used in aerospace, powertrain, and heavy-duty mechanical systems. It operates on the physical principle of Magnetic Barkhausen Noise (MBN), which arises from irreversible domain wall movements in stressed or microstructurally altered surface layers under controlled cyclic magnetization. When localized overheating during grinding exceeds the tempering temperature of hardened steel (typically >200 °C), it induces martensite decomposition, residual stress relaxation, and microstructural changes—altering the MBN signal amplitude, frequency distribution, and pulse count. The Camscan captures these subtle electromagnetic transients with high temporal resolution, enabling objective, repeatable, and traceable assessment of subsurface integrity without material removal or chemical etching.
Key Features
- True non-destructive evaluation: No surface preparation, acid etching, or part disassembly required—preserves component integrity and eliminates post-inspection rework.
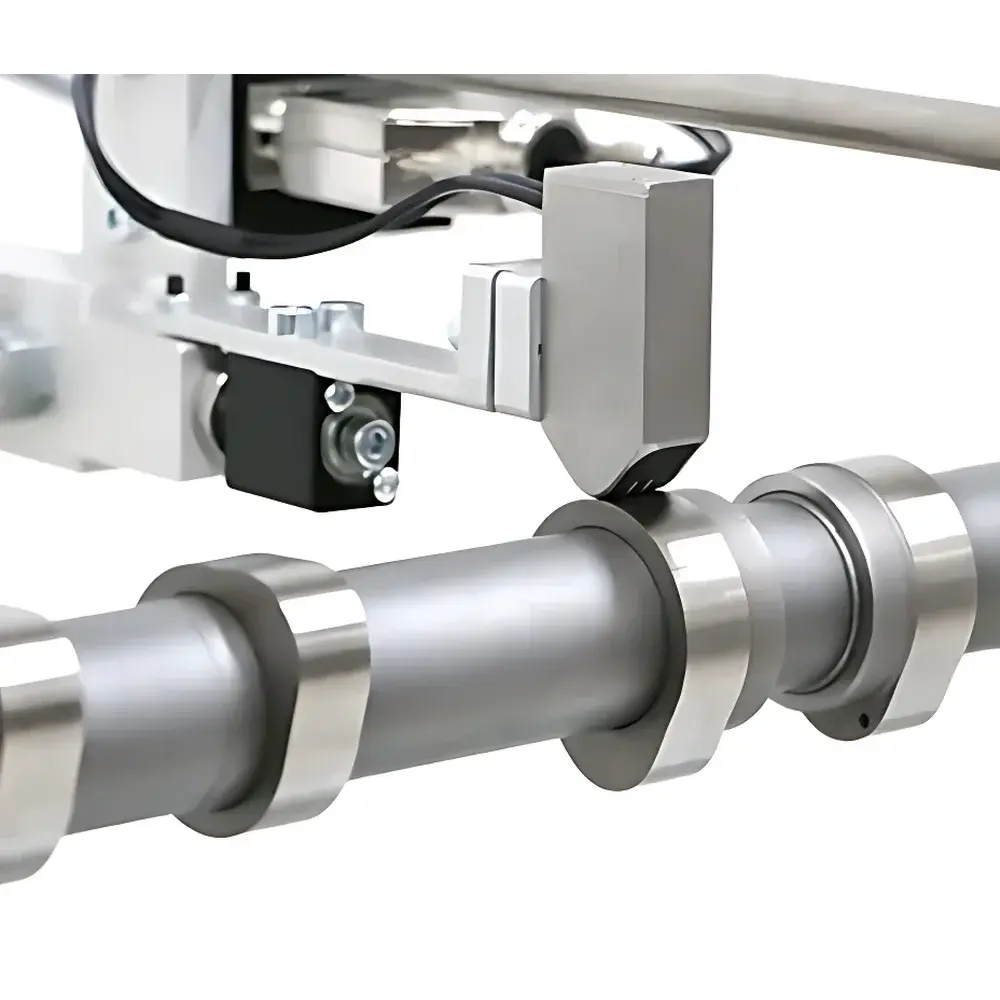
- Rapid inspection cycle: Full analysis of a cam lobe or bearing race surface completed in 6–8 seconds, supporting high-throughput production line integration.
- Multi-band spectral analysis: Simultaneous acquisition across three configurable frequency bands (10–70 kHz, 70–200 kHz, 200–450 kHz) to differentiate between shallow white-layer burns, deeper tempered-zone alterations, and bulk microstructural gradients.
- Flexible probe architecture: Compatible with standard surface probes and custom-configured multi-element arrays for simultaneous multi-lobe or multi-race inspection on crankshafts, camshafts, and landing gear axle journals.
- Real-time signal processing: Onboard digital filtering, peak detection, and RMS envelope computation enable immediate pass/fail decision-making at the workstation.
- Configurable alarm thresholds: User-defined limits for amplitude, pulse density, and spectral centroid allow process-specific acceptance criteria aligned with OEM engineering specifications (e.g., Airbus AITM 6-1001, Boeing D6-17487).
Sample Compatibility & Compliance
The Camscan is validated for use on hardened and tempered low-alloy steels (e.g., 300M, 4340, 16MnCr5, 100Cr6) commonly employed in aircraft landing gear struts, main gear axles, and critical engine rotating components. Its measurement methodology conforms to ASTM E3023 – Standard Practice for Nondestructive Evaluation of Surface Integrity of Ferromagnetic Components Using Magnetic Barkhausen Noise. Data acquisition workflows support full traceability per ISO 17025:2017 requirements for calibration, environmental monitoring, and operator authentication. When deployed in regulated manufacturing environments, the system supports audit-ready documentation including electronic signatures, change logs, and raw waveform archiving—facilitating compliance with FAA AC 20-173, EASA Part 21G, and AS9100D clause 8.5.2 on process validation.
Software & Data Management
Controlled via Stresstech’s proprietary WinView software (Windows OS), the Camscan provides synchronized visualization of time-domain waveforms, frequency spectra, and spatial maps overlaid onto CAD-based part geometry. All measurements are timestamped, georeferenced to probe position (when used with motorized scanning stages), and stored in a structured SQLite database compliant with FDA 21 CFR Part 11 requirements—including electronic records, audit trails, and role-based access control. Export formats include CSV, XML, and PDF reports suitable for quality management systems (QMS) such as Siemens Teamcenter, PTC Windchill, or ETQ Reliance. Optional API integration enables real-time data streaming into MES platforms for SPC-driven process feedback loops.
Applications
- Aircraft landing gear: Detection of subsurface burn in Ni-Cr-Mo steel axle journals, torque tubes, and trunnion interfaces after cylindrical grinding and hard turning operations.
- Automotive powertrain: Verification of camshaft lobe integrity following CNC grinding; assessment of bearing raceways in transmission input/output shafts.
- Industrial turbine components: Screening of blade root attachments and disc dovetail slots for thermal damage induced during profile grinding.
- Railway axle manufacturing: Validation of surface integrity in EA4T and S355NL axle forgings prior to final machining and ultrasonic inspection.
- Research & development: Correlation studies between MBN parameters and microhardness profiles, X-ray diffraction residual stress maps, and TEM-observed dislocation density gradients.
FAQ
Is the Camscan certified for use in FAA- or EASA-certified repair stations?
Yes—the instrument and its associated calibration procedures are recognized under FAA Advisory Circular AC 20-173 for NDT method validation. Full certification documentation, including DAkkS-accredited calibration certificates and traceable reference standards, is provided with each system.
Can the Camscan distinguish between grinding burn and residual stress gradients?
Yes—by analyzing the spectral energy distribution and pulse shape asymmetry across multiple frequency bands, the system differentiates thermally induced microstructural changes from purely elastic stress effects, supported by correlation with XRD stress mapping on representative samples.
What probe types are compatible with the Camscan for complex geometries?
Stresstech offers articulating surface probes, miniature contour-following probes, and custom-built array probes for concave/convex surfaces. Probe selection is guided by ASTM E3023 Annex A2 recommendations for curvature compensation and lift-off sensitivity.
Does the system require periodic recalibration?
Annual calibration against NIST-traceable magnetic field and voltage standards is recommended. In-house verification using certified reference blocks (e.g., Stresstech SRB-1 series) can be performed daily or per shift per ISO/IEC 17025 clause 7.7.
Is battery operation available for field inspections?
A rechargeable Li-ion battery pack is available as an optional accessory, providing up to 4 hours of continuous operation at nominal power consumption—ideal for hangar-side or mobile maintenance unit deployment.

")


