

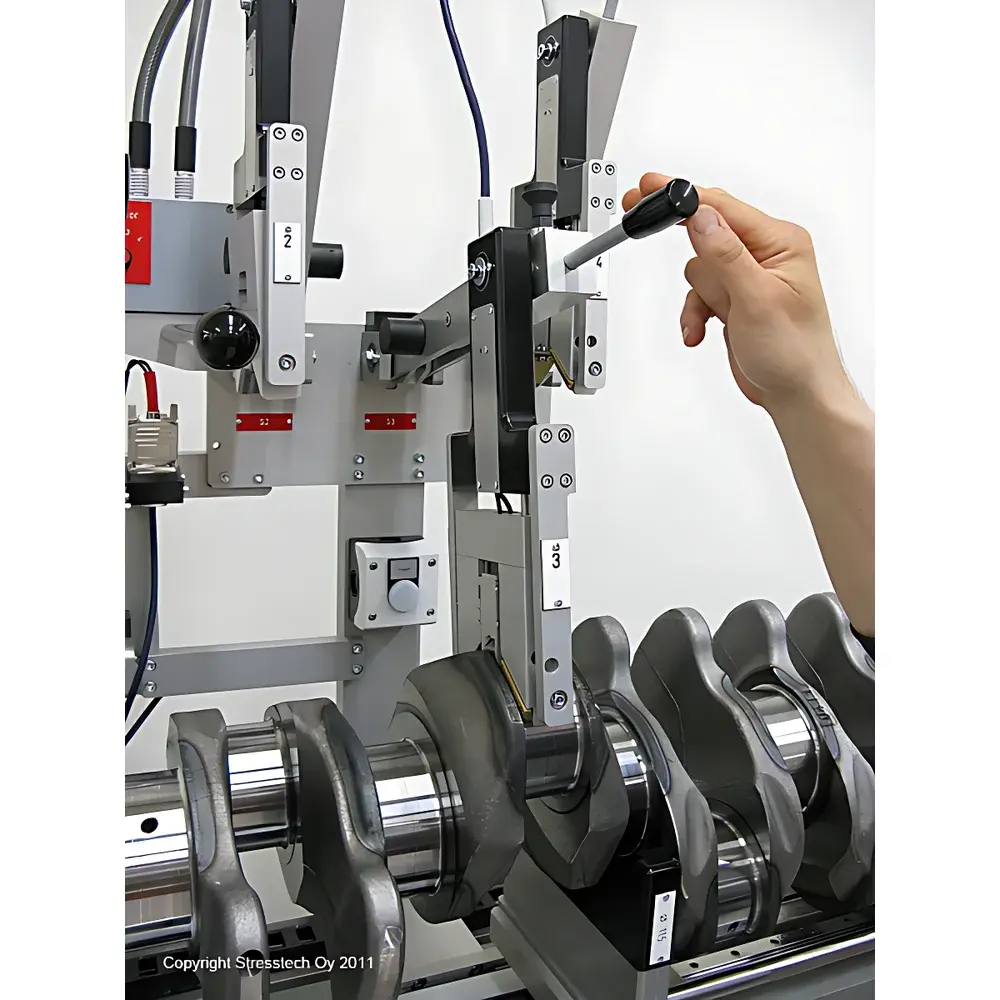
Stresstech CrankScan Magnetic Barkhausen Noise (MBN) Surface Integrity Analyzer
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | CrankScan |
| Measurement Principle | Magnetic Barkhausen Noise (MBN) |
| Channel Options | Single-Channel or Multi-Channel |
| Typical Measurement Time | 6–8 seconds per measurement location |
| Probe Configurations | Interchangeable probes for journal surfaces, flanks, fillets, and complex geometries |
| Environmental Rating | Industrial-grade, operational in harsh workshop conditions |
| Compliance | Designed for ISO 10893-12, ASTM E3071, and EN 10327-compliant non-destructive evaluation workflows |
| Application Scope | Crankshafts, camshafts, bearings, gears, landing gear components, and other ferromagnetic case-hardened or induction-hardened steel parts |
Overview
The Stresstech CrankScan is a portable, physics-based magnetic Barkhausen noise (MBN) analyzer engineered for the rapid, non-destructive assessment of surface integrity in ferromagnetic components subjected to grinding, heat treatment, or mechanical processing. Unlike destructive acid etching methods—which introduce chemical hazards, require surface preparation, generate hazardous waste, and lack quantitative repeatability—the CrankScan delivers objective, traceable, and metrologically sound evaluation of grinding burns, thermal damage, and microstructural degradation directly on production-floor environments. Its core operating principle relies on the detection and spectral analysis of irreversible magnetic domain wall jumps induced by localized stress gradients and microstructural changes (e.g., untempered martensite, residual tensile stress, or phase transformations) near the surface (< 0.1 mm depth). This enables high-sensitivity discrimination between thermally stable and thermally damaged case layers in hardened steels—particularly critical for crankshafts, camshafts, and bearing races where subsurface integrity directly governs fatigue life and functional reliability.
Key Features
- True non-destructive evaluation: No surface preparation, no chemical reagents, no post-inspection cleaning or disposal requirements—fully compliant with ISO 14001 environmental management standards.
- Multi-location capability: Supports both single-channel and multi-channel probe configurations, enabling simultaneous assessment of journals, fillets, flanks, and undercut geometries without repositioning or manual scanning.
- Ruggedized industrial design: IP54-rated enclosure, shock-absorbing housing, and temperature-stable electronics ensure reliable operation in foundry floors, grinding cells, and engine assembly lines (operating range: −10 °C to +50 °C).
- Real-time signal processing: Onboard digital signal processor (DSP) performs real-time MBN envelope extraction, RMS amplitude calculation, and frequency-domain feature extraction (e.g., peak frequency shift, spectral centroid, harmonic ratio).
- Calibration traceability: Factory-calibrated against reference samples with certified burn severity levels (per ASTM E3071 Annex A2); supports user-defined calibration curves for material-specific thresholds.
- Integrated positioning guidance: Optional magnetic encoder or optical encoder interface enables synchronized data tagging with geometric coordinates for repeatable, audit-ready inspection records.
Sample Compatibility & Compliance
The CrankScan is validated for use on case-hardened, induction-hardened, and through-hardened carbon and alloy steels (e.g., 1045, 4140, 4340, 18CrNiMo7-6, 20MnCr5), including nitrided and carburized surfaces. It is not suitable for austenitic stainless steels, aluminum alloys, titanium, or non-ferromagnetic materials. All measurement protocols align with international NDT standards: ISO 10893-12 (non-destructive testing of steel products — Part 12: Magnetic Barkhausen noise testing), ASTM E3071 (Standard Guide for Magnetic Barkhausen Noise Testing), and EN 10327 (cold rolled low carbon steel flat products). The system supports GLP/GMP documentation workflows—including electronic signature, audit trail, and 21 CFR Part 11-compliant data archiving when integrated with Stresstech’s optional QualiScan software suite.
Software & Data Management
CrankScan operates with Stresstech’s QualiScan software platform (Windows 10/11 compatible), providing full control over acquisition parameters (excitation frequency, DC bias field, sampling rate), real-time waveform visualization, and automated pass/fail classification based on user-configurable alarm thresholds. Measurement data—including raw MBN time-series, spectral plots, RMS amplitude maps, and geometric metadata—are stored in vendor-neutral HDF5 format with embedded metadata (operator ID, timestamp, probe serial number, calibration date). Export options include CSV, XML, and PDF reports compliant with ASME B&PV Section V, Article 26 requirements. Remote diagnostics, firmware updates, and calibration certificate management are supported via encrypted HTTPS connection to Stresstech’s cloud portal.
Applications
- Automotive powertrain manufacturing: In-process verification of crankshaft and camshaft grinding quality prior to final balancing and assembly.
- Aerospace MRO: Burn detection on aircraft landing gear axles, turbine shafts, and transmission components during overhaul cycles.
- Heavy-duty diesel engine production: Quantitative assessment of surface integrity on forged crankshafts used in marine and locomotive applications.
- Rolling bearing manufacturing: Screening for grinding-induced white etching cracks (WEC) precursors and subsurface plastic deformation in inner/outer rings.
- Power generation: Inspection of generator rotor journals and turbine blade root attachments after heat treatment and finish grinding.
- Research & development labs: Correlation studies between MBN signatures and microhardness profiles, XRD residual stress maps, or TEM-observed dislocation density.
FAQ
What physical parameter does the CrankScan actually measure?
It measures the statistical distribution of magnetic Barkhausen noise pulses—specifically their amplitude, duration, and spectral content—as a function of applied magnetic field sweep rate and DC bias. These features correlate quantitatively with near-surface residual stress states, microstructural phase composition, and dislocation density.
Can CrankScan replace acid etching for all types of steel components?
It is validated for medium-to-high carbon steels and low-alloy steels with defined hardenability and magnetic permeability. Austenitic, duplex, or precipitation-hardened stainless steels are outside its scope due to insufficient magnetic response.
Is operator training required to achieve repeatable results?
Yes—while the hardware is robust, consistent probe lift-off control, orientation alignment, and surface condition awareness (e.g., oil film thickness, scale presence) significantly affect signal fidelity. Stresstech provides Level 2 NDT certification-aligned training per ISO 9712.
How is measurement uncertainty quantified for CrankScan systems?
Uncertainty budgets follow GUM (JCGM 100:2008) methodology and include contributions from probe repeatability (±3.2% RMS amplitude), calibration standard uncertainty (±1.8%), environmental temperature drift (±0.7%/°C), and operator positioning variability (±5.1%). Full uncertainty statements are provided in the Certificate of Calibration.
Does CrankScan support automated integration into factory MES or QMS platforms?
Yes—via OPC UA or RESTful API interfaces, enabling direct data ingestion into Siemens Opcenter, Rockwell FactoryTalk, or ETQ Reliance for SPC charting, nonconformance tracking, and CAPA initiation.



