


Stresstech GearScan Gear Grinding Burn Detection System
| Brand | Stresstech Oy |
|---|---|
| Country of Origin | Finland |
| Model | GearScan |
| Detection Principle | Magnetic Barkhausen Noise (MBN) |
| Channel Configuration | Single- or Multi-Channel |
| Compliance | ISO 28080, ASTM E3071, EN 10326 |
| Software Platform | EasyGear v5.x with Audit Trail & User Access Control |
| Data Output | CSV, XML, PDF Reports |
| Sensor Interface | Plug-and-Play Quick-Connect (DIN 41612) |
| Motion Control | Motorized X/Z Linear Axes + A/T Rotational Axes |
| Safety | Interlocked Sliding Door, Emergency Stop, CE/UKCA Marked Cabinet |
Overview
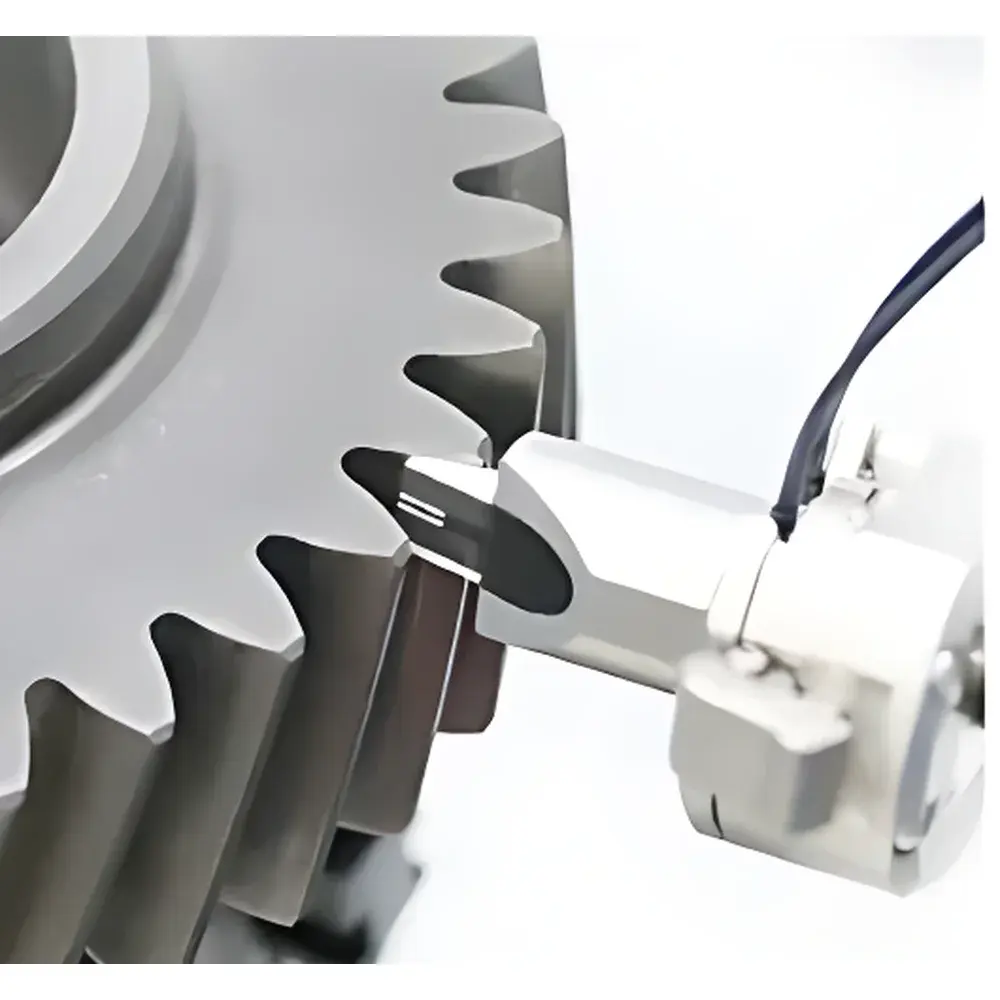
The Stresstech GearScan is a dedicated non-destructive testing (NDT) system engineered for the quantitative detection and spatial mapping of grinding-induced thermal damage—commonly referred to as “grinding burn”—in case-hardened gears and other ferromagnetic components. Unlike conventional destructive methods such as nital etching, the GearScan employs the Magnetic Barkhausen Noise (MBN) principle: it measures transient voltage pulses generated during the irreversible domain wall motion in magnetically saturated ferromagnetic materials. Local microstructural alterations—including martensite decomposition, retained austenite redistribution, and residual stress gradients induced by excessive grinding heat—significantly modify MBN signal amplitude, frequency spectrum, and statistical distribution. By correlating these MBN parameters with validated reference standards, the system delivers objective, repeatable, and traceable assessment of subsurface integrity down to depths of 10–150 µm, depending on material permeability and sensor design.
Key Features
- Plug-and-play sensor interface with DIN 41612 quick-connect connectors—no tools required for probe replacement or calibration verification
- Motorized multi-axis positioning system: precision-controlled X/Z linear translation (±0.5 µm repeatability) and A/T rotational axes (0.01° resolution) for fully automated gear tooth scanning
- Configurable channel architecture: supports single-point validation or full-tooth-scan acquisition across up to 8 parallel MBN channels for high-throughput production environments
- Integrated safety cabinet compliant with IEC 60204-1: includes interlocked sliding door, emergency stop circuit, main isolator switch, and illuminated status indicators
- Dedicated EasyGear software v5.x featuring real-time waveform visualization, configurable alarm thresholds (amplitude, RMS, peak count), and GLP-compliant audit trail with electronic signatures per 21 CFR Part 11
- Predefined measurement routines for common gear geometries (spur, helical, bevel) with auto-tooth indexing based on encoder feedback and optical edge detection
Sample Compatibility & Compliance
The GearScan is optimized for case-hardened steel gears (e.g., 18CrNiMo7-6, 20MnCr5, AISI 4320) with surface hardness ranging from 58–67 HRC and case depths between 0.3–2.5 mm. It accommodates gear diameters from 30 mm to 1,200 mm and face widths up to 200 mm using interchangeable sensor holders and modular support fixtures. All measurement protocols adhere to ISO 28080 (Non-destructive testing — Magnetic Barkhausen noise testing — General principles), ASTM E3071 (Standard Practice for MBN Evaluation of Surface Integrity in Ferromagnetic Components), and EN 10326 (Surface integrity assessment of case-hardened components). System validation is performed using NIST-traceable reference specimens with certified burn severity levels (Class A–D per SAE AMS 2759/3).
Software & Data Management
EasyGear serves as the central control, analysis, and reporting platform. It provides programmable measurement sequences with position-triggered data acquisition, synchronized with motion controller feedback. Raw MBN time-series data are processed using wavelet-based denoising and spectral moment analysis (zero-crossing rate, RMS, skewness, kurtosis). Measurement results are stored in a relational database with full metadata: operator ID, timestamp, gear part number, tooth index, sensor ID, and environmental conditions (temperature, humidity). Export formats include CSV (for statistical process control integration), XML (for MES/ERP linkage), and PDF reports containing annotated waveform plots, pass/fail overlays, and compliance statements. Role-based user permissions (Administrator, Technician, Viewer) ensure data integrity and regulatory readiness.
Applications
- Final inspection of ground gear sets prior to assembly in automotive transmissions and wind turbine gearboxes
- In-process verification during high-speed grinding to prevent batch rework and reduce scrap rates
- Root cause analysis of premature gear failure linked to subsurface microcracking or tempering zones
- Qualification of new grinding wheel specifications, coolant formulations, or machine tool parameters
- Supplier quality audits requiring objective, instrument-based evidence instead of subjective etch interpretation
- Support for AS9100 Rev D and IATF 16949 clause 8.5.1.2 (Control of production processes)
FAQ
Does the GearScan require surface preparation before testing?
No—MBN testing is fully non-contact and requires no cleaning, polishing, or coating removal. Light oil films are tolerated; heavy contaminants should be removed via vapor degreasing.
Can the system detect subsurface burns not visible under optical microscopy?
Yes. MBN is sensitive to microstructural changes occurring at depths beyond optical resolution (typically 20–100 µm below the surface), where early-stage tempering or untempered martensite may exist without macroscopic discoloration.
Is calibration traceable to national standards?
Yes. Stresstech provides annual calibration certificates traceable to NPL (UK) and VTT Technical Research Centre of Finland, including uncertainty budgets per ISO/IEC 17025.
How is measurement repeatability ensured across different operators?
Through standardized probe lift-off control (mechanical stops), fixed excitation field strength (1.2 kA/m ±2%), and software-enforced measurement sequence logic—eliminating manual interpretation variability.
Can GearScan data be integrated into a factory-wide quality management system?
Yes. OPC UA and REST API interfaces enable direct data exchange with Siemens Opcenter, Rockwell FactoryTalk, or custom MES platforms for real-time SPC dashboards and automated non-conformance workflows.

")


