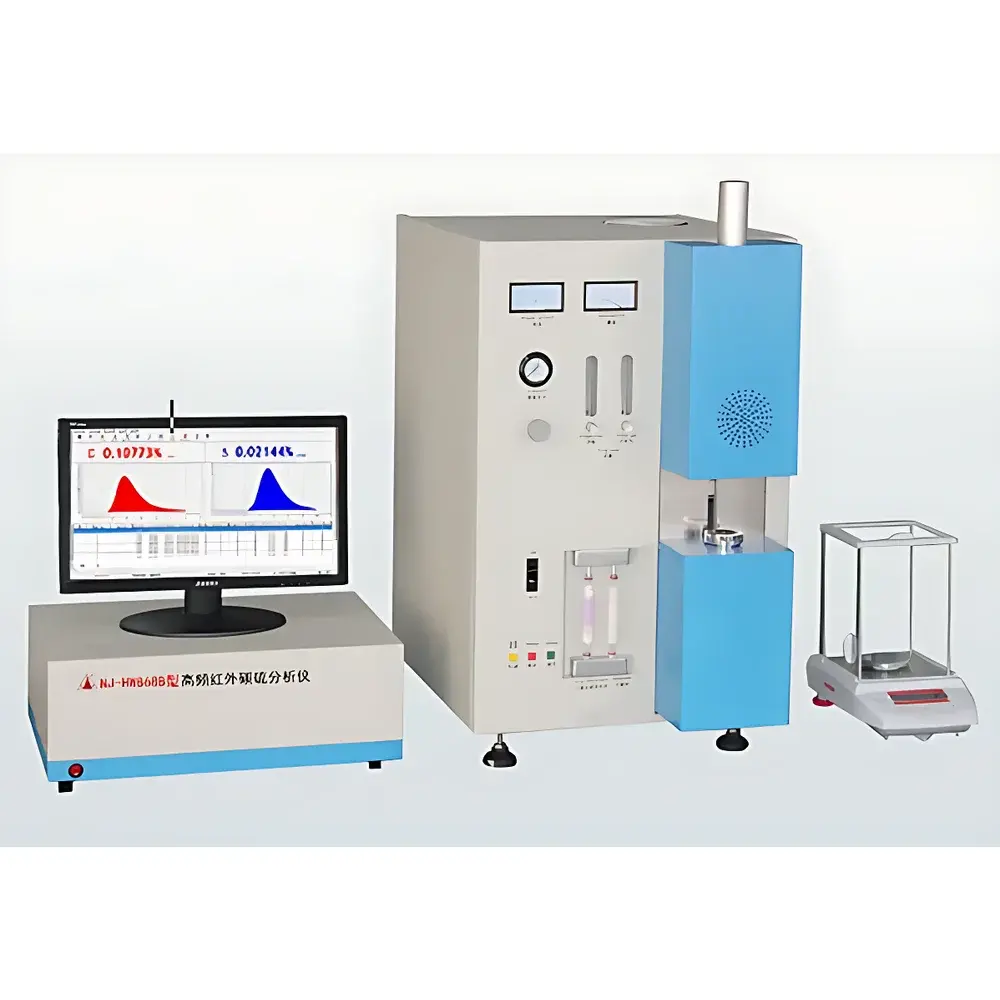
ESI CS995 High-Frequency Infrared Carbon-Sulfur Analyzer
| Brand | ESI |
|---|---|
| Origin | Jiangsu, China |
| Manufacturer Type | Direct Manufacturer |
| Model | CS995 |
| Measurement Principle | Non-Dispersive Infrared (NDIR) Absorption |
| Heating System | 20 MHz High-Frequency Induction Furnace |
| Power Output | 2200 W |
| Carbon Range | 0.00006–6.0000 wt% (extendable to 99.999%) |
| Sulfur Range | 0.00006–0.5000 wt% (extendable to 99.999%) |
| Sensitivity | 0.001 ppm for both C and S |
| Precision | RSD < 0.5% |
| Compliant with GB/T 20123–2006 and ISO 15350 | 2000 |
| Analysis Time | 20–100 s (typical: 35 s) |
| Sample Mass (steel standard) | 0.5 g nominal |
| Dust Filter Pore Size | 0.4 µm metallic sintered filter |
| Optical Path | Gold-plated CO₂/SO₂ absorption cells |
| IR Source | Platinum-based thermal emitter (800 °C operating temperature) |
| Detection Wavelengths | CO₂ at 4.26 µm, SO₂ at 7.4 µm |
| Modulation Frequency | 64 Hz |
| Data Acquisition | 24-bit ADS1224 ADC, 20 Hz real-time sampling |
| Communication | USB 2.0 host interface + Agilent 1521/2521 optical fiber link between furnace and detector |
| Software Platform | Windows-based Delphi application with ACCESS database backend |
Overview
The ESI CS995 High-Frequency Infrared Carbon-Sulfur Analyzer is a dual-element combustion-based elemental analyzer engineered for precise, routine quantification of total carbon (C) and total sulfur (S) in solid metallic and inorganic matrices. It operates on the principle of non-dispersive infrared (NDIR) absorption spectroscopy following high-temperature oxidative combustion. A 20 MHz high-frequency induction furnace—capable of delivering up to 2200 W output power—fully oxidizes sample mass (typically 0.5 g of steel reference material) under controlled oxygen flow, converting carbon to CO₂ and sulfur to SO₂. These gaseous oxides are swept through a dust-filtered, moisture-scavenged gas stream into dual-wavelength NDIR detection cells. The instrument employs thermally stable platinum infrared emitters and gold-plated absorption cells optimized for CO₂ (4.26 µm) and SO₂ (7.4 µm) spectral bands. Signal modulation at 64 Hz, coupled with lock-in amplification and 24-bit analog-to-digital conversion, ensures high signal-to-noise ratio and long-term baseline stability—critical for sub-ppm sensitivity and reproducible quantitation across multi-shift laboratory operation.
Key Features
- High-frequency induction furnace with digitally regulated 2200 W output, 20 MHz operating frequency, and real-time current/voltage/power monitoring
- Integrated automatic leak detection, over-temperature and over-current protection, and programmable furnace ramp profiles for heterogeneous sample types
- 0.4 µm sintered metal dust filter and high-efficiency ceramic trap system to prevent particulate carryover into optical path
- Dual-channel NDIR detection using thermally isolated, gold-coated absorption cells and high-stability pyroelectric detectors
- Agilent 1521/2521 optical fiber coupling between furnace and detector module—eliminates electromagnetic interference from high-frequency field
- Modular dual-CPU architecture: Atmega162 microcontroller for real-time furnace control and sensor management; PC-hosted software for data processing and reporting
- 20 Hz dynamic data acquisition with real-time curve visualization for CO₂ and SO₂ evolution kinetics
Sample Compatibility & Compliance
The CS995 is validated for use with ferrous and non-ferrous metals (steels, cast irons, superalloys), ores, cements, catalysts, graphite electrodes, foundry sands, and geological materials. Its combustion protocol meets the procedural requirements of ISO 15350:2000 (Steel and iron — Determination of total carbon and sulfur content — Infrared absorption method after combustion in an induction furnace) and GB/T 20123–2006 (Determination of total carbon and sulfur in steels and irons). While not inherently 21 CFR Part 11 compliant out-of-the-box, audit trail logging, user-level access controls, electronic signature support, and raw data immutability can be implemented via configuration and SOP alignment for GLP/GMP environments. All hardware components—including furnace coil, ceramic crucibles, and IR source—adhere to RoHS and CE safety directives.
Software & Data Management
The Windows-native analytical software is built in Delphi and utilizes Microsoft ACCESS for structured, relational storage of all measurement metadata: operator ID, sample ID, timestamp, calibration parameters, raw absorbance integrals, and full release curves. Each analysis generates timestamped records with traceable channel-specific calibration coefficients. Users may define unlimited carbon and sulfur analytical channels, assign custom calibration curves per matrix type (e.g., low-alloy steel vs. high-sulfur slag), and apply blank subtraction, drift correction, and statistical outlier rejection. Reporting supports customizable templates for lab notebooks, QA reports, and regulatory submissions. Database exports are compatible with LIMS via ODBC, and raw binary acquisition files (.bin) are retained for forensic reprocessing. System diagnostics include automated furnace head seal integrity checks and absorption cell contamination alerts.
Applications
The CS995 serves as a primary QC tool in metallurgical laboratories for incoming raw material verification, melt process control, and final product certification. Its extended dynamic range enables accurate analysis of ultra-low-carbon stainless steels (≤10 ppm C), high-sulfur coke (≥0.45 wt% S), and specialty ceramics where stoichiometric carbon retention affects electrical resistivity. In cement production, it verifies limestone calcination efficiency by tracking residual carbonate carbon. In catalyst manufacturing, it monitors sulfur poisoning thresholds in Pt/Al₂O₃ systems. The instrument’s robustness against matrix-induced interferences—particularly from halogens, phosphorus, and silicon—has been verified across >200 certified reference materials (CRMs) including NIST SRM 1261a (low-alloy steel), BCS CRM 386/1 (cast iron), and IRMM 016 (nickel-base alloy).
FAQ
What sample forms are compatible with the CS995?
Solid metallic samples (chips, turnings, drilled cores), pressed pellets of powders (e.g., ores, catalysts), and fused beads (for silicates) are supported. Liquids and gases require pre-concentration or trapping and are not within standard operational scope.
Is external calibration gas required for daily operation?
No. The CS995 uses solid-state calibration with certified reference materials (CRMs); zero gas is generated internally via catalytic scrubbing of carrier oxygen, eliminating reliance on external zero-grade gas cylinders.
Can the instrument be integrated into a central LIMS?
Yes—via ODBC-compliant database export, ASCII log file generation, or custom API extension using the provided SDK for automated result transfer and instrument status polling.
How often must the IR source and detector be replaced?
The platinum IR emitter demonstrates ≥10,000 hours of stable output under continuous operation; the pyroelectric detector has no consumable lifetime limit and requires only periodic optical window cleaning per preventive maintenance schedule.
Does the system support ASTM E1019 compliance?
While ASTM E1019 specifies methodology rather than instrumentation, the CS995’s combustion conditions, gas handling, and calibration traceability fully satisfy its procedural requirements for carbon and sulfur determination in steel, iron, and related alloys.

")


