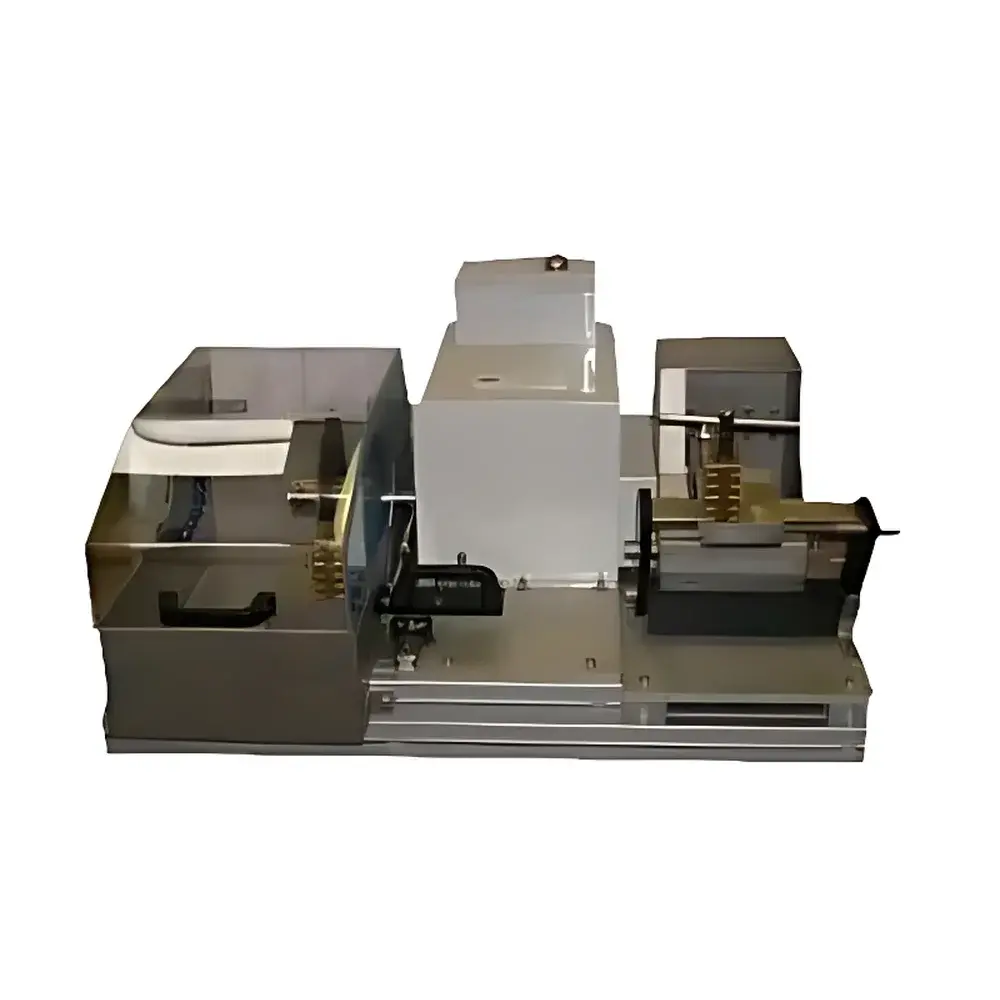
W0506 Core Trimming and End-Face Grinding Machine
| Origin | France |
|---|---|
| Manufacturer Type | Authorized Distributor |
| Origin Category | Imported |
| Model | W0506 |
| Pricing | Available Upon Request |
| Blade Diameter | 200 mm (8") |
| Slice Thickness | 2 mm |
| Grinding Accuracy | ±0.001" (±0.025 mm) |
| Grinding Wheel Diameter | 150 mm |
| Maximum Core Diameter | 2" (50.8 mm) |
| Standard Core Lengths | 2", 3" (custom lengths available) |
| Coolant | Water (standard), Oil (optional) |
| Power Supply | 220 V AC, Single-Phase, 50/60 Hz |
| Motor Output | 550 W, 3000 rpm |
| Net Weight | 100 kg |
| Dimensions (L×W×H) | 700 × 800 × 600 mm |
Overview
The W0506 Core Trimming and End-Face Grinding Machine is a precision-engineered dual-function laboratory instrument designed specifically for the preparation of cylindrical geological core samples prior to petrophysical, mechanical, or imaging analysis. It integrates two synchronized, mechanically isolated operations in a single rigid frame: high-accuracy diamond-blade core sectioning and ultra-flat end-face grinding—both critical steps in achieving ASTM D4543-compliant specimen geometry for uniaxial compressive strength (UCS), permeability, and acoustic velocity testing. The machine operates on a fixed-axis kinematic principle: the core specimen is clamped in a precision-machined vise with micrometer-adjustable lateral positioning, while the cutting blade rotates at constant speed (3000 rpm) and advances linearly via a calibrated feed mechanism. Simultaneously, the grinding station employs a dynamically balanced 150 mm abrasive wheel driven by the same motor via a belt-driven secondary shaft, ensuring consistent rotational stability and minimal runout (<0.01 mm TIR). This architecture eliminates thermal distortion and mechanical drift during sequential trimming and grinding—key requirements for ISO 14689-1 and USP sample prep protocols.
Key Features
- Dual-station integrated design enables seamless transition from sectioning to grinding without re-clamping, reducing cumulative alignment error to < ±0.0005" (±0.013 mm) across both operations.
- Adjustable micrometer stop gauge allows reproducible slice thickness control within ±0.02 mm tolerance; calibrated scale marked in both imperial (0.001″) and metric (0.01 mm) increments.
- Hydraulically damped vertical feed system ensures uniform blade penetration rate during cutting, minimizing chipping in brittle lithologies (e.g., shale, sandstone).
- Grinding wheel arbor features ISO 40 taper mounting and adjustable truing mechanism for in-situ wheel face conditioning—critical for maintaining flatness deviation < 0.0002" (5 µm) over full 2" diameter contact area.
- Integrated coolant delivery manifold with dual nozzles provides laminar flow over both blade and grinding interface; compatible with water-based coolants and low-viscosity mineral oils per ASTM D2887 specifications.
- Robust cast-iron base and vibration-dampening rubber feet isolate operational harmonics, ensuring long-term dimensional stability under continuous lab use.
Sample Compatibility & Compliance
The W0506 accommodates core diameters up to 50.8 mm (2″) and standard lengths of 50.8 mm (2″) or 76.2 mm (3″), with custom-length support fixtures available upon request. Its clamping system accepts both uncoated and epoxy-impregnated cores, including those with metal sleeve reinforcement. All structural components comply with CE Machinery Directive 2006/42/EC and IEC 61000-6-2 electromagnetic compatibility standards. The grinding accuracy of ±0.025 mm meets the geometric tolerances required for ASTM D7012 (dynamic modulus) and ISO 13777 (rock compressive strength) test specimens. Documentation includes full traceable calibration certificates for positional gauges and angular alignment tools, supporting GLP audit readiness.
Software & Data Management
The W0506 is a fully manual, non-digital instrument—deliberately engineered for operational simplicity, mechanical reliability, and zero software dependency in regulated environments. All adjustments are performed via calibrated mechanical dials and vernier scales, eliminating firmware validation requirements under FDA 21 CFR Part 11. Calibration records, maintenance logs, and usage history are maintained externally in paper-based or LIMS-integrated formats. Optional accessories include a digital dial indicator mount (0–10 mm range, 0.001 mm resolution) for independent verification of grinding flatness, with NIST-traceable certification available.
Applications
- Preparation of cylindrical rock cores for triaxial compression, Brazilian tensile strength, and poroelasticity measurements.
- End-face finishing of cement paste, concrete, and ceramic specimens prior to SEM-EDS cross-section analysis.
- Standardized trimming of polymer composite cylinders for dynamic mechanical analysis (DMA) specimen compliance.
- Production of optically flat surfaces on geological thin sections for micro-CT scanning alignment.
- Research-grade sample conditioning in geomechanics laboratories adhering to API RP 44 and ISO/TC 182 standards.
FAQ
What core materials can be processed with the W0506?
The machine is optimized for sedimentary and igneous rocks (sandstone, limestone, granite), hardened cementitious materials, and sintered ceramics. With appropriate diamond blade selection and reduced feed rates, it also handles moderately reinforced composites.
Is vacuum chucking or auxiliary cooling integration supported?
No vacuum system is built-in; however, the vise plate features threaded M6 mounting holes for third-party vacuum fixture integration. Coolant reservoir capacity is 5 L, and external pump systems (up to 2 bar) can be connected via standard 1/4″ NPT ports.
Does the unit require annual recalibration?
While no mandatory annual recalibration is specified, users must verify blade parallelism and grinding wheel runout quarterly using included optical alignment tools. Full metrological recalibration (including micrometer scale verification) is recommended every 24 months or after 500 operating hours.
Can the W0506 be used for non-cylindrical specimens?
It is strictly configured for cylindrical geometry. Rectangular or irregular specimens require prior shaping on a separate milling system before end-face finishing on the W0506.
What safety certifications does the equipment carry?
The unit bears CE marking per Machinery Directive 2006/42/EC, RoHS 2011/65/EU compliance, and carries an IP22 enclosure rating. Emergency stop button, transparent polycarbonate guard, and blade braking circuit meet EN ISO 13857 safety distance requirements.



