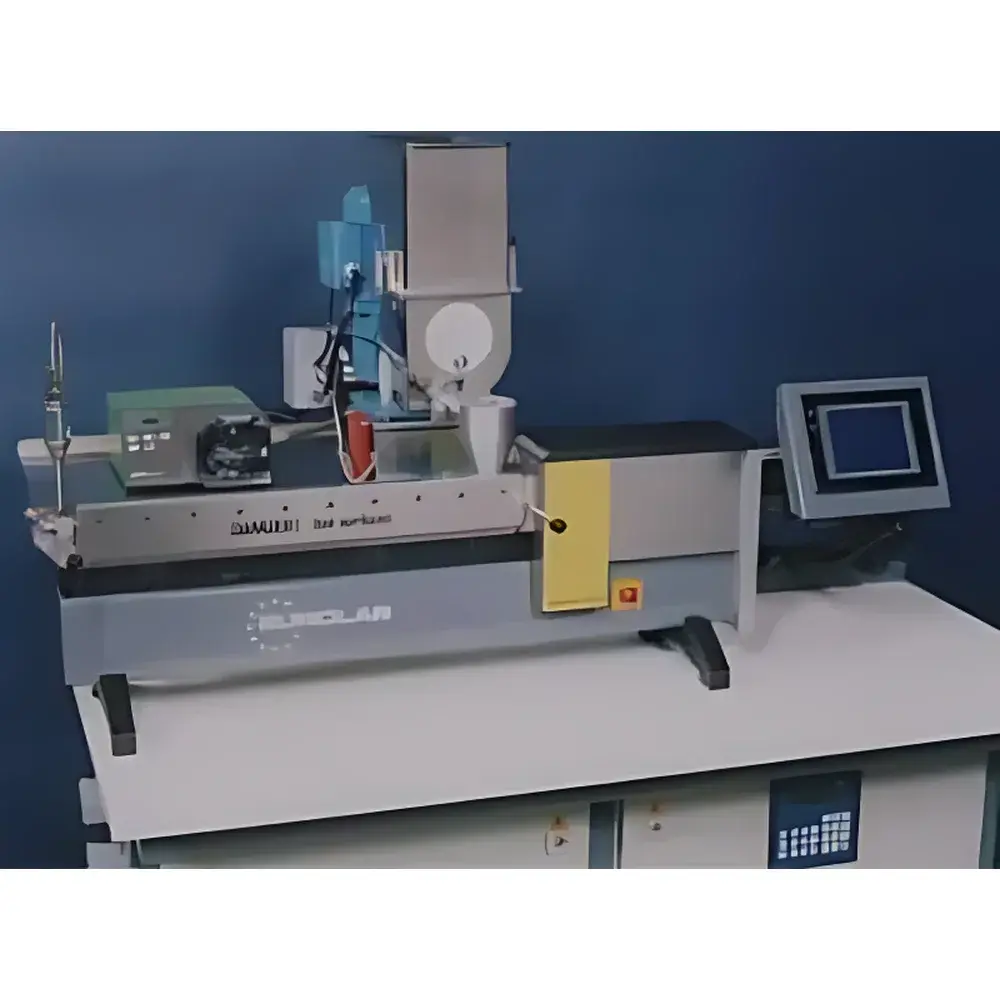
Thermo Fisher HAAKE Eurolab 16 Parallel Co-Rotating Twin-Screw Extruder
| Brand | Thermo Fisher |
|---|---|
| Origin | Germany |
| Manufacturer | Thermo Fisher Scientific |
| Type | Imported Laboratory-Scale Twin-Screw Extruder |
| Model | Eurolab 16 |
| Screw Diameter | 16 mm |
| L/D Ratio | 25:1 to 40:1 (modular) |
| Motor Power | 1.25 kW or 2.5 kW |
| Speed Range | 50–1000 rpm |
| Max Operating Pressure | 200 bar |
| Barrel Temperature Zones | 6–10 |
| Max Barrel Temperature | 350 °C (optional 450 °C) |
| Throughput | 0.5–5 kg/h |
| Drive System | PLC-controlled servo motor with real-time torque & temperature monitoring |
| Control Interface | Color LCD touchscreen with embedded HAAKE PolyLab software |
Overview
The Thermo Fisher HAAKE Eurolab 16 is a benchtop parallel co-rotating twin-screw extruder engineered for precision laboratory-scale compounding, reactive extrusion, and formulation development in polymer science and materials engineering. Based on the Couette flow principle and controlled shear history delivery, the Eurolab 16 enables reproducible melt processing under fully instrumented conditions—critical for structure–property relationship studies, masterbatch development, nanocomposite dispersion validation, and thermoplastic elastomer synthesis. Its modular barrel architecture supports L/D ratios of 25:1 and 40:1, allowing users to tailor residence time distribution, shear intensity, and mixing efficiency to specific material rheology and reaction kinetics. Designed and manufactured in Germany, the system complies with IEC 61000-6-2 (EMC immunity) and IEC 61000-6-4 (EMC emission) standards, and its mechanical safety conforms to EN ISO 13857 and EN 60204-1.
Key Features
- Modular barrel design with quick-release clamps enabling rapid reconfiguration between L/D 25:1 and L/D 40:1 setups
- Two motor options: 1.25 kW (standard) or 2.5 kW (high-torque), both equipped with high-resolution rotary encoders and real-time torque feedback (±0.5% FS)
- 16 mm screw diameter with standardized 15.6 mm or 16.6 mm variants; screw elements feature hardened tool steel (HRC 58–62) with precise pitch and flight geometry for consistent conveying and distributive/dispersive mixing
- Up to 10 independently controlled heating/cooling zones (each with Pt100 RTD sensing and PID regulation ±1 °C stability)
- Integrated solid feed port (volumetric or gravimetric), optional liquid injection port (0.01–20 mL/min, syringe-pump driven), and venting port with vacuum capability (≤5 mbar absolute)
- PLC-based control system with deterministic scan cycle (<10 ms) ensures synchronized actuation of torque, temperature, speed, and pressure signals
- Color TFT touchscreen interface running HAAKE PolyLab v4.x firmware—supporting recipe storage, stepwise profile programming, and real-time trend visualization of torque, melt pressure, and zone temperatures
Sample Compatibility & Compliance
The Eurolab 16 accommodates a broad spectrum of thermoplastic and thermosetting systems—including polyolefins, engineering resins (PA, PC, PBT), biopolymers (PLA, PHA), filled composites (glass/carbon fiber, mineral fillers), conductive formulations (CNT, graphene), and reactive monomers (e.g., ring-opening polymerization of lactides). All wetted components comply with FDA 21 CFR §177.1520 for food-contact polymer processing. The system supports GLP-compliant operation via audit-trail-enabled data logging (time-stamped, user-ID authenticated, tamper-evident binary export), satisfying requirements for regulatory submissions under ISO 17025-accredited laboratories. Optional GMP-ready configuration includes electronic signature support per 21 CFR Part 11 and IQ/OQ documentation packages.
Software & Data Management
HAAKE PolyLab software provides native integration with the Eurolab 16’s embedded controller, enabling full experimental lifecycle management—from method definition and hardware calibration to post-run analysis and report generation. Raw data (torque, pressure, temperature, speed) are logged at 10 Hz resolution and stored in HDF5 format for traceability and third-party analysis compatibility (MATLAB, Python pandas, OriginLab). Batch reports include metadata (operator ID, timestamp, environmental conditions), statistical summaries (mean residence time, standard deviation of torque), and customizable PDF exports compliant with internal SOP templates. Remote monitoring and diagnostics are supported via Ethernet (TCP/IP) with TLS 1.2 encryption.
Applications
- Polymer blending and compatibilization screening (e.g., PP/PA6 blends with maleated coupling agents)
- Reactive extrusion of functionalized polymers (grafting, crosslinking, transesterification)
- Nanofiller dispersion optimization and percolation threshold mapping
- Thermal stability assessment under shear (e.g., degradation onset via melt viscosity decay)
- Process window determination for scale-up to pilot or production lines (using dimensionless similarity parameters: Reynolds, Weissenberg, and Capillary numbers)
- Development of medical-grade compounds compliant with ISO 10993-1 and USP / extractables protocols
FAQ
What is the minimum sample requirement for method development?
Typical minimum charge is 50 g for L/D 25:1 configurations; larger volumes (≥200 g) are recommended for reactive extrusion or when evaluating thermal history effects.
Can the Eurolab 16 be integrated with inline rheometry or spectroscopy?
Yes—standard 1/4″ NPT and M12 electrical interfaces support third-party inline viscometers (e.g., Goettfert RheoSpin) and FTIR cells (e.g., ReactIR); custom mounting brackets and synchronization triggers are available upon request.
Is vacuum venting suitable for moisture-sensitive polymers?
The dual-stage venting module achieves ≤5 mbar absolute pressure and includes condensate traps compatible with hydrolytically unstable resins such as polyesters and polyurethanes.
Does Thermo Fisher provide application support for academic users?
Yes—HAAKE Application Scientists offer remote method consultation, peer-reviewed protocol libraries (including ASTM D3835-compliant mixing protocols), and annual hands-on workshops at the Karlsruhe Application Center.
How is calibration traceability maintained?
Torque sensors are factory-calibrated against NIST-traceable deadweight standards; temperature zones are verified using calibrated reference thermocouples (±0.3 °C uncertainty) per ISO/IEC 17025 Clause 6.5.2.




")

