
Coatmaster 3D Inline ATO Non-Contact Coating Thickness Imaging System
| Brand | Coatmaster |
|---|---|
| Origin | Switzerland |
| Model | 3D Inline |
| Measurement Principle | Advanced Thermooptical Spectroscopy (ATO) |
| Measurement Area | 25 cm × 19 cm (20 cm × 15 cm for white coatings) |
| Measurement Distance | 15 cm (non-contact) |
| Data Acquisition Time | 0.5 s |
| Result Display Time | ≤5 s |
| Thickness Repeatability (70–150 µm range) | <4 µm standard deviation |
| Minimum Interval Between Measurements | ≥5 s |
| Interface | SPS, PLC-compatible digital I/O |
| Compliance | Designed for ISO/IEC 17025-aligned QC environments, supports GLP/GMP data integrity requirements (audit trail, user access control, electronic signature readiness) |
Overview
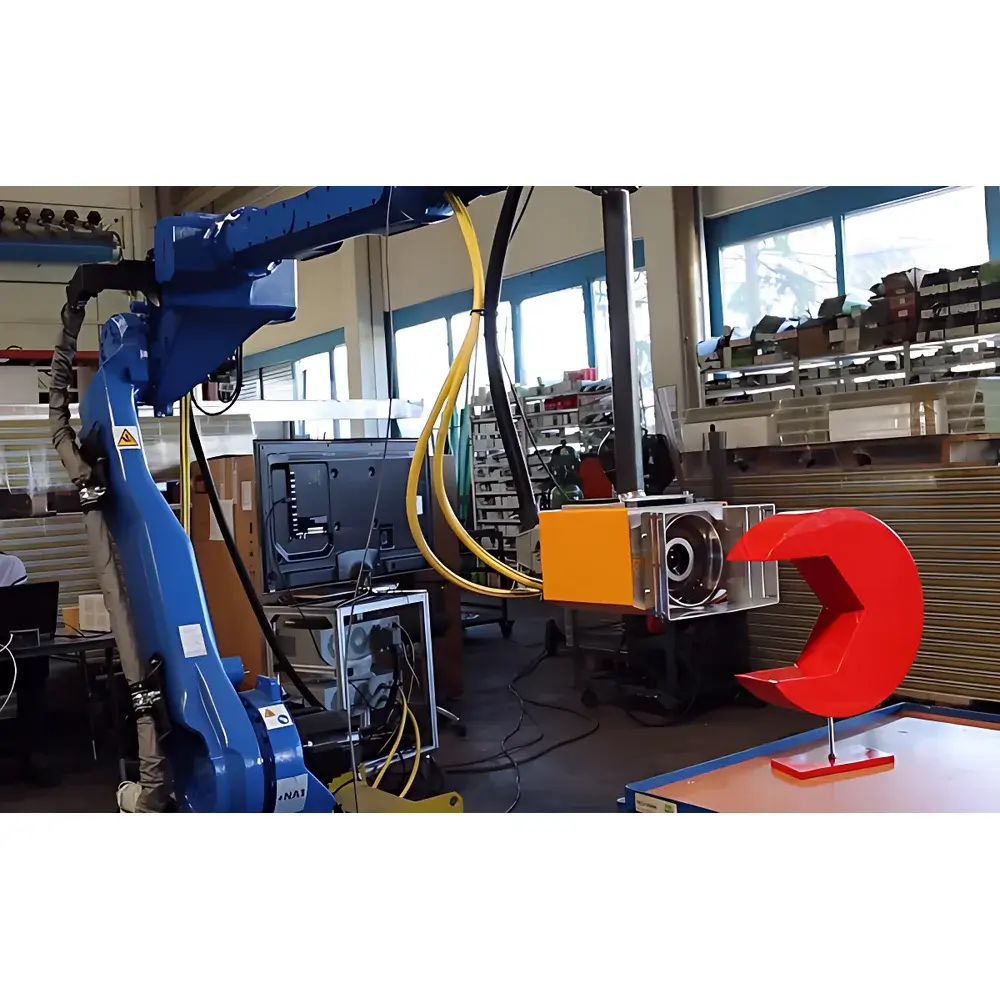
The Coatmaster 3D Inline is an industrial-grade, non-contact coating thickness imaging system engineered for real-time, full-field dry-film thickness (DFT) analysis of uncured and cured powder coatings on moving production lines. Unlike conventional eddy-current or magnetic induction gauges — which deliver single-point measurements and require physical contact or strict geometric constraints — the Coatmaster 3D Inline employs Advanced Thermooptical Spectroscopy (ATO), a patented photothermal measurement principle. In this method, a calibrated near-infrared (NIR) pulse induces transient thermal modulation in the coating layer; the resulting surface temperature decay profile is captured via high-speed infrared thermography and decoded using proprietary digital signal processing (DSP) algorithms. This enables quantitative, spatially resolved thickness mapping without mechanical contact, ambient light interference, or substrate conductivity dependence. The system is purpose-built for inline integration in powder coating lines where parts exhibit complex geometries (e.g., tubular joints, concave cavities, curved rims, spring coils), variable surface colors (including highly reflective whites), and dynamic motion (conveyor-based or robotic handling). Its architecture meets the functional safety and metrological traceability expectations of modern automotive, aerospace, and appliance manufacturing facilities operating under IATF 16949 and ISO 9001 quality management systems.
Key Features
- Non-contact, non-destructive ATO measurement at 15 cm standoff distance — eliminates risk of surface damage, contamination, or process interruption
- Full-field 3D thickness imaging over up to 25 cm × 19 cm area per acquisition — replaces hundreds of manual spot checks with one synchronized scan
- Real-time thickness visualization with pixel-level spatial resolution — adjustable region-of-interest (ROI) definition and sub-millimeter thickness binning
- Robust performance on diverse substrates: aluminum, steel, magnesium, CFRP, plastics, ceramics, wood — independent of electrical conductivity or magnetic permeability
- High repeatability: <4 µm standard deviation across 70–150 µm DFT range — validated per ISO 2808 Annex B methodology
- Industrial interface suite: native SPS protocol support, analog/digital I/O, and OPC UA-ready Ethernet connectivity for PLC synchronization and MES integration
- Embedded data logging with timestamped metadata (part ID, line speed, sensor temperature, ambient RH) — compliant with FDA 21 CFR Part 11 foundational requirements
Sample Compatibility & Compliance
The Coatmaster 3D Inline accommodates parts with arbitrary curvature, internal surfaces, sharp edges, and multi-axis contours — including T-joints, wheel hubs, coil springs, and HVAC ductwork — without repositioning or fixture adaptation. It operates reliably under typical factory lighting conditions and tolerates ±5 mm lateral vibration and ±2° angular deviation during measurement. The system’s measurement uncertainty budget has been characterized per ISO/IEC Guide 98-3 (GUM) and supports calibration traceability to NIST-traceable reference standards. While not certified as a medical device or explosion-proof instrument, its design aligns with EN 61326-1 (EMC) and EN 61000-6-2/6-4 emission immunity standards. For regulated industries, raw measurement files (.cm3d binary + XML metadata) retain full auditability and may be archived in accordance with internal GLP or GMP documentation protocols.
Software & Data Management
The integrated Coatmaster Control Suite provides real-time 3D thickness heatmaps, cross-sectional profiles, statistical process control (SPC) dashboards (X̄-R charts, Cp/Cpk calculation), and automated pass/fail overlay against user-defined tolerance bands. All measurement sessions are logged with immutable timestamps, operator IDs, and system health diagnostics. Export formats include CSV (for Excel/SPC software), PDF reports (with embedded images and summary statistics), and HDF5 (for MATLAB or Python-based advanced analytics). The software architecture supports role-based access control (RBAC), electronic signatures (per 21 CFR Part 11 Annex A recommendations), and configurable audit trails that record parameter changes, report generation, and user logins. Optional cloud sync enables centralized fleet monitoring across multiple production cells.
Applications
- Automotive: Real-time DFT verification on alloy wheels, brake calipers, chassis brackets, and EV battery enclosures prior to curing
- Aerospace: Uniformity assessment of thermal barrier coatings on turbine housings and structural composites
- Appliances: Process validation for powder-coated refrigeration panels, oven cavities, and washing machine drums
- General Industrial: Closed-loop feedback control of spray guns and fluidized beds using thickness deviation signals routed to PLCs
- Research & Development: Rapid screening of novel powder formulations and curing kinetics under varying line speeds and oven profiles
FAQ
Does the Coatmaster 3D Inline require sample preparation or surface treatment before measurement?
No — the ATO method requires no coupling agents, surface cleaning beyond standard production-line cleanliness, or masking. Measurements are performed directly on uncured or cured powder layers.
Can it measure inside hollow or recessed geometries?
Yes — when integrated with robotic arms or gantry systems, the probe can be positioned to image interior surfaces such as pipe interiors, box-section weld seams, or deep-drawn metal housings.
Is calibration required between shifts or daily?
The system performs automatic self-calibration at startup and monitors thermal drift continuously; scheduled recalibration using certified reference standards is recommended every 90 days or per internal QA policy.
How is measurement data synchronized with part tracking systems?
Via hardware-triggered acquisition (using encoder pulses or photoelectric sensors) and bidirectional SPS communication — enabling precise association of thickness maps with individual part IDs in MES or ERP systems.
What is the minimum measurable coating thickness?
The validated lower limit is 30 µm for most powder chemistries; detection sensitivity depends on thermal diffusivity contrast between coating and substrate — technical documentation provides material-specific detection thresholds.



