

Stresstech CamScan200 Barkhausen Noise Surface Quality Analyzer for Camshafts
| Brand | Stresstech Oy |
|---|---|
| Origin | Finland |
| Model | CamScan200 |
| Measurement Principle | Magnetic Barkhausen Noise (MBN) Analysis |
| Detection Speed | 6–8 seconds per cam lobe |
| Channel Configuration | Single- or multi-channel (up to 4 lobes simultaneously) |
| Output | Quantitative burn severity index, spatial defect localization, user-definable alarm thresholds |
| Compliance | Designed for ISO 17845, ASTM E3019, and EN 10327-based inspection protocols |
| Portability | Benchtop with optional portable probe module |
Overview
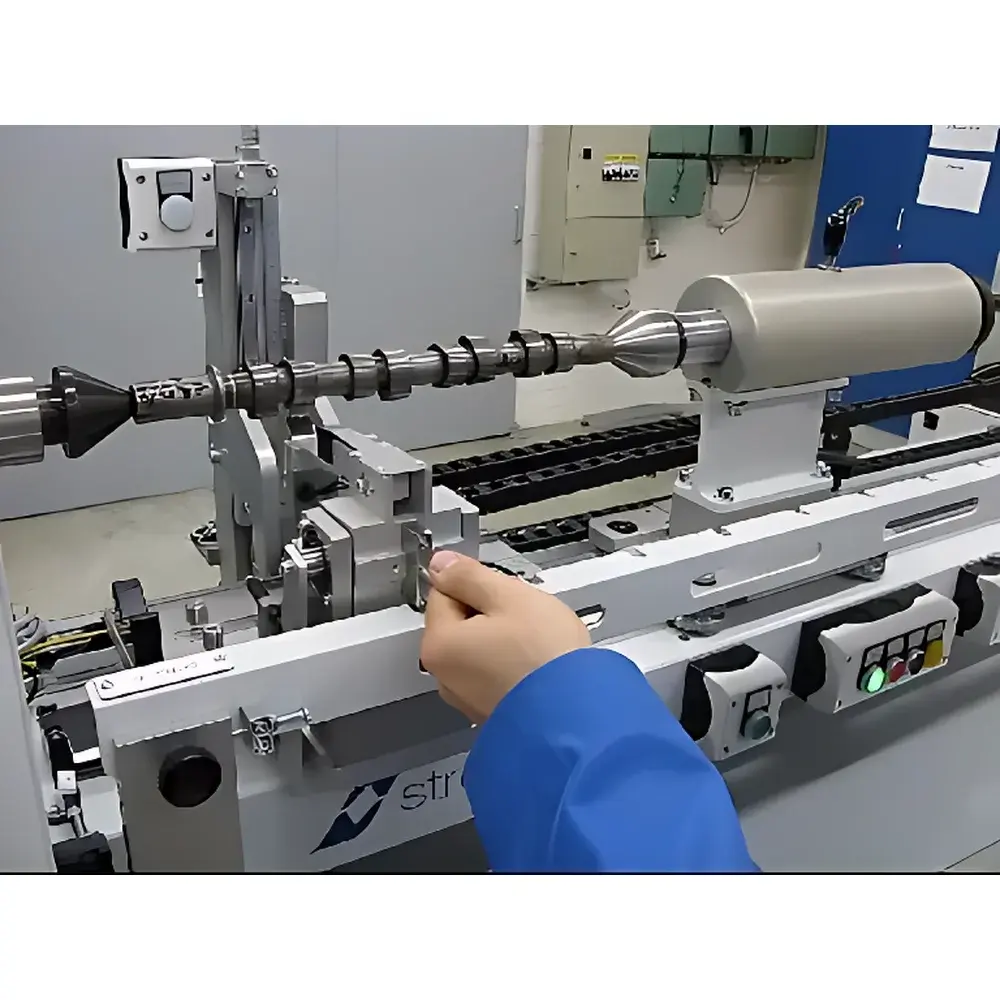
The Stresstech CamScan200 Barkhausen Noise Surface Quality Analyzer is a precision-engineered non-destructive testing (NDT) system specifically designed for the rapid, quantitative assessment of grinding-induced surface damage on camshafts. It operates on the physical principle of Magnetic Barkhausen Noise (MBN) analysis — a well-established electromagnetic method that detects irreversible domain wall motion in ferromagnetic materials under controlled cyclic magnetization. When localized thermal damage occurs during grinding (e.g., tempering, rehardening, or untempered martensite formation), microstructural changes alter magnetic domain dynamics, producing measurable deviations in MBN signal amplitude, frequency distribution, and pulse count density. The CamScan200 captures these variations with high temporal resolution and correlates them to standardized burn severity classifications defined in ISO 17845 and ASTM E3019. Unlike destructive metallography or time-intensive hardness mapping, this instrument delivers repeatable, operator-independent results directly on the shop floor — enabling real-time process feedback without interrupting production flow.
Key Features
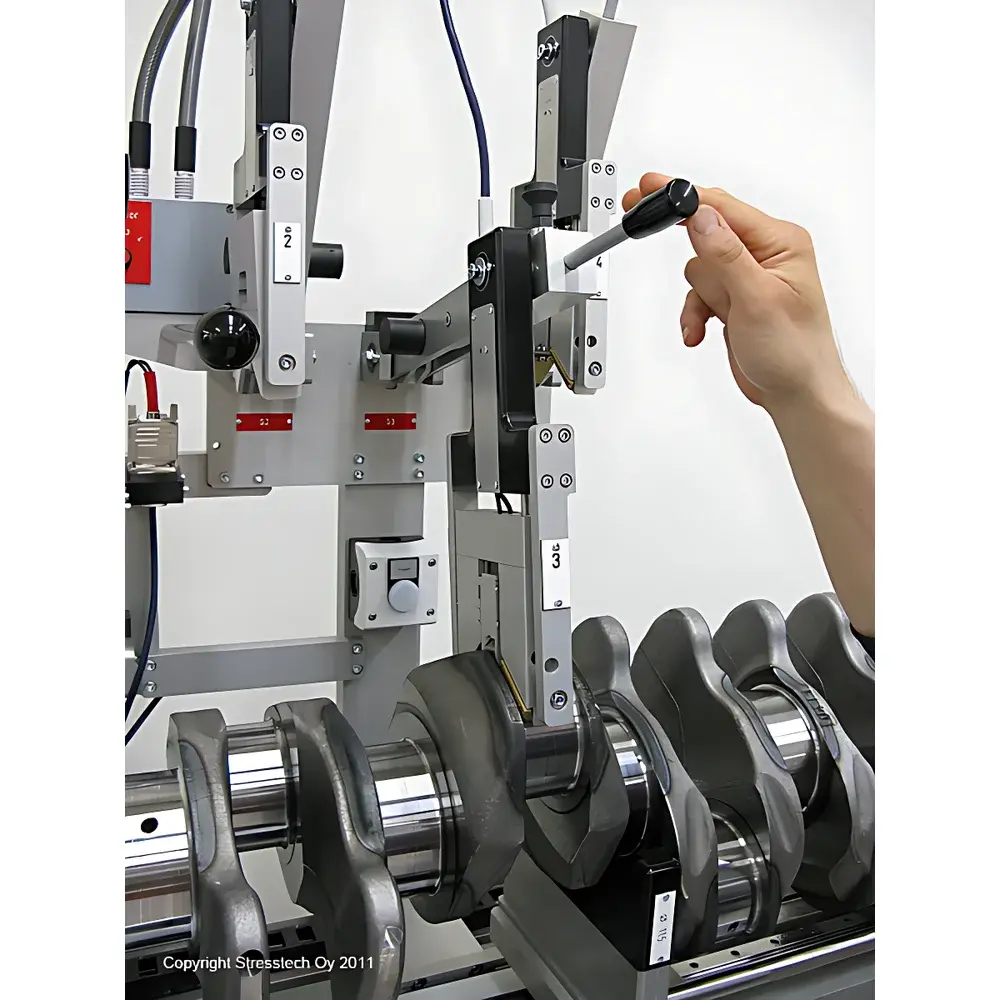
- Multi-lobe synchronized scanning: Configurable single- or multi-channel probe arrays allow simultaneous evaluation of up to four cam lobes, reducing total inspection cycle time by >60% compared to sequential manual probing.
- Quantitative burn grading: Outputs a dimensionless Burn Severity Index (BSI) calibrated against reference samples validated per EN 10327, supporting objective pass/fail decisions aligned with OEM specifications (e.g., GM W31, Ford WSS-M2P153-A).
- High-spatial-resolution defect localization: Integrated position encoder and motorized traverse stage enable sub-millimeter axial and circumferential mapping of burn-affected zones, with exportable coordinate-tagged data for root-cause analysis.
- Real-time threshold monitoring: Programmable alarm limits trigger visual/audible alerts when BSI exceeds user-defined thresholds, supporting integration into automated SPC dashboards and MES-linked quality gates.
- Rugged industrial design: IP54-rated enclosure, shock-absorbing probe housing, and temperature-compensated electronics ensure stable performance in machine shop environments (10–40 °C, 20–80% RH).
Sample Compatibility & Compliance
The CamScan200 is optimized for hardened steel camshafts (typically AISI 5120, 8620, or 100Cr6 grades) with surface hardness ranging from 58 to 65 HRC. Its probe geometry accommodates cam lobe radii from 5 mm to 50 mm and shaft diameters up to 120 mm. The system complies with international NDT standards governing magnetic methods, including ISO 17845 (non-destructive testing — magnetic Barkhausen noise testing — general principles), ASTM E3019 (standard guide for MBN evaluation of grinding damage), and EN 10327 (metallic materials — determination of surface integrity after grinding). All measurement algorithms are traceable to NIST-traceable reference standards, and audit logs meet GLP/GMP requirements for regulated industries, including FDA 21 CFR Part 11-compliant electronic record retention when paired with Stresstech’s certified software suite.
Software & Data Management
The CamScan200 operates with Stresstech’s proprietary WinView 5.2 software, a Windows-based platform supporting full data acquisition, visualization, statistical analysis, and report generation. Key capabilities include real-time waveform display with FFT spectral decomposition, comparative overlay of multiple lobes or batches, automated BSI trend charting with Cp/Cpk calculation, and customizable PDF/Excel export templates compliant with AS9100 and IATF 16949 documentation requirements. Raw time-series MBN data is stored in HDF5 format for third-party post-processing (e.g., MATLAB, Python SciPy). Software validation packages, IQ/OQ documentation, and 21 CFR Part 11 user access control modules are available upon request for pharmaceutical, aerospace, and nuclear applications.
Applications
- Final-process verification of camshaft grinding operations in automotive powertrain manufacturing.
- Root-cause investigation of premature cam follower wear or valve train noise linked to subsurface microstructural damage.
- Process optimization studies correlating wheel speed, feed rate, coolant flow, and dressing parameters with MBN-derived burn metrics.
- Supplier qualification audits requiring objective, repeatable evidence of surface integrity compliance.
- Research into thermomechanical fatigue behavior of case-hardened steels under cyclic loading conditions.
FAQ
What types of grinding damage can the CamScan200 detect?
It identifies all three primary classes of grinding burn: tempering burn (softened microstructure), rehardening burn (untempered martensite), and untempered martensite burn — differentiated via MBN signal shape analysis and frequency-domain features.
Is calibration required before each use?
No daily recalibration is needed; the system uses internal reference coils and auto-zeroing routines. Annual verification against certified reference specimens (supplied with calibration certificate) is recommended per ISO/IEC 17025 guidelines.
Can it be integrated into automated production lines?
Yes — digital I/O interface (24 V TTL) supports PLC-triggered measurements and pass/fail signal output; optional EtherNet/IP or PROFINET modules enable direct SCADA connectivity.
Does it require surface preparation prior to inspection?
No. Measurements are performed directly on as-ground surfaces; oil film thickness up to 50 µm does not affect signal fidelity due to adaptive gain compensation.
How is measurement repeatability ensured across operators?
Probe lift-off distance is actively monitored and compensated in real time; standardized probe positioning fixtures and guided measurement workflows minimize human variability, achieving R&R <12% per AIAG MSA guidelines.


")
