ZEISS ATOS Q 3D Scanning & CAV Inspection Service
| Brand | ZEISS |
|---|---|
| Origin | Germany |
| Equipment Type | Industrial Non-Contact 3D Optical Scanner |
| Model Series | ATOS Q |
| Compliance | ISO 10360-8, VDI/VDE 2634 Part 3, ASTM E2924-15 |
| Measurement Principle | Fringe Projection Stereophotogrammetry with Dual-Camera Triangulation |
| Typical Point Accuracy | ≤ 2.5 µm (calibrated volume) |
| Repeatability | < 1.0 µm (under controlled lab conditions) |
| Field of View Options | 100 × 75 mm to 1000 × 750 mm |
| Resolution | Up to 0.5 µm per pixel (at smallest FOV) |
| Software Platform | GOM Inspect Pro (ISO 17025 traceable reporting) |
Overview
The ZEISS ATOS Q 3D Scanning & CAV Inspection Service delivers metrology-grade full-field dimensional verification for complex freeform surfaces and geometrically intricate components. Engineered for precision engineering environments, this service leverages ZEISS’s flagship fringe projection optical 3D scanning system — the ATOS Q — which operates on the principle of stereoscopic fringe projection photogrammetry. Two high-resolution industrial cameras simultaneously capture phase-shifted sinusoidal patterns projected onto the part surface; triangulation algorithms reconstruct dense point clouds with sub-micron spatial consistency across calibrated measurement volumes. Unlike tactile CMMs or laser line scanners, the ATOS Q captures up to 12 million 3D points per scan without physical contact — eliminating deformation artifacts on soft, thin-walled, or thermally sensitive materials such as silicone gaskets, carbon fiber composites, injection-molded polymers, and heritage conservation artifacts.
Key Features
- Non-contact, high-density 3D data acquisition: ≥ 8 million points per scan at standard resolution, scalable to 12 million under optimized lighting and calibration
- Automated mesh generation with adaptive polygon reduction and curvature-preserving smoothing
- Integrated reference marker tracking for seamless multi-station alignment (up to 100+ positions per part)
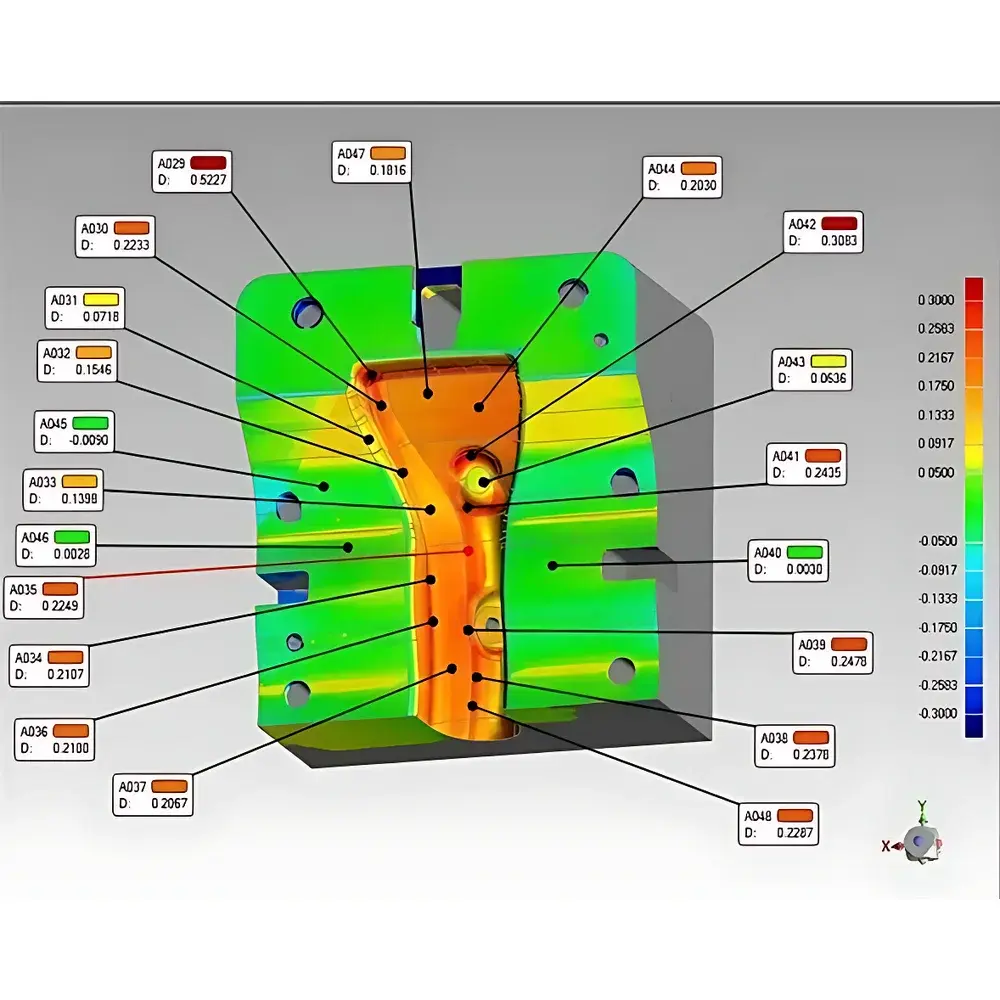
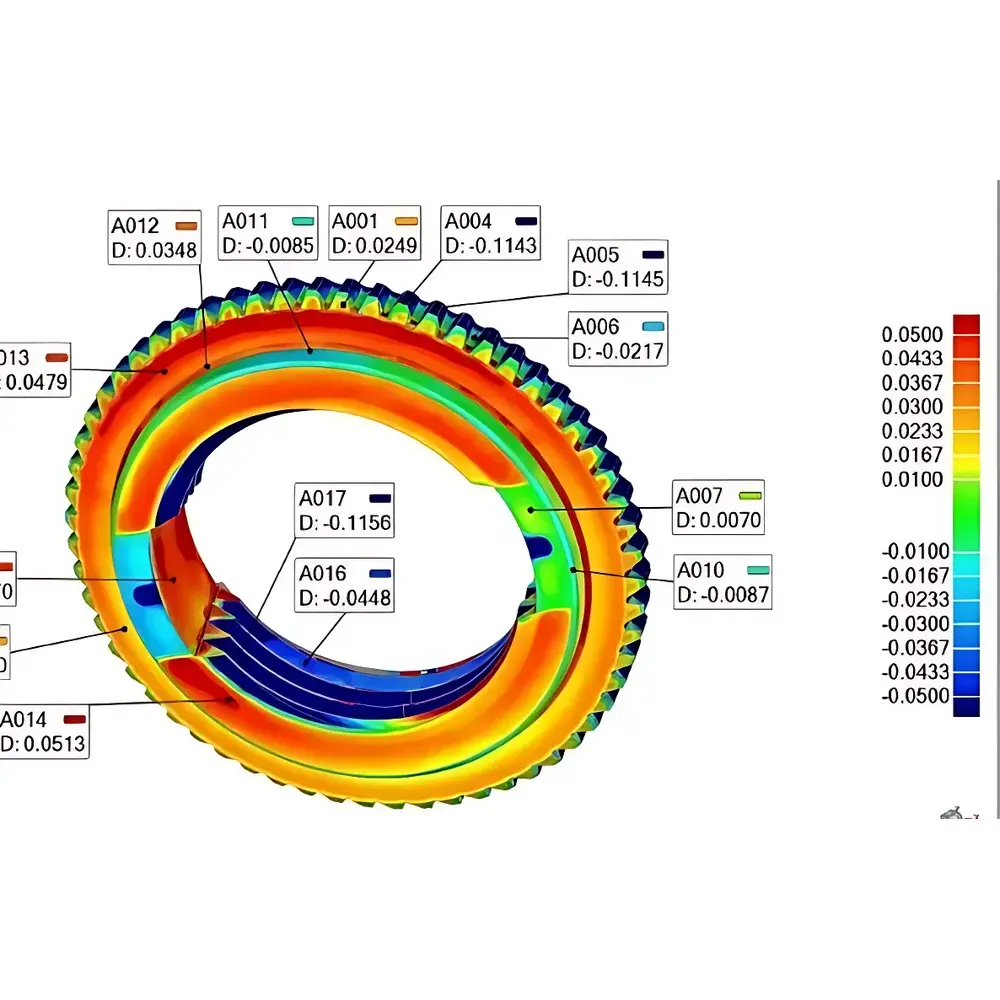
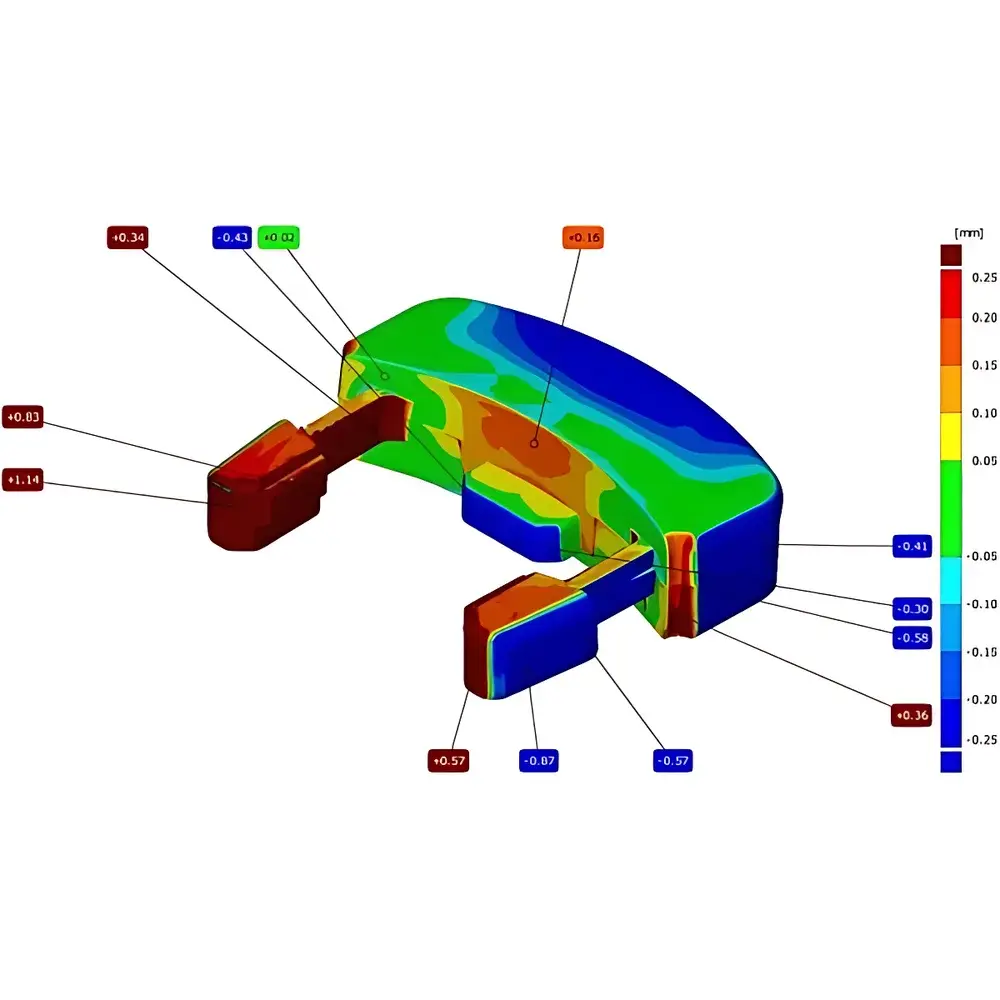
- Real-time deviation visualization via color-coded error maps (±100 µm to ±5 mm range, user-definable tolerance bands)
- Traceable calibration validated per ISO 10360-8 (optical CMM performance testing) and VDI/VDE 2634 Part 3 (optical 3D measuring systems)
- Thermal drift compensation and environmental stability monitoring (temperature/humidity logging integrated into inspection reports)
Sample Compatibility & Compliance
The service accommodates parts ranging from small consumer electronics housings (<50 mm) to large-scale structural assemblies (up to 2.5 m in diagonal span). Compatible material classes include metals (aluminum alloys, stainless steel, titanium), thermoplastics (PP, ABS, PEEK), elastomers, ceramics, and aged organic substrates (wood, plaster, stone). All inspections adhere to ISO/IEC 17025:2017 requirements for testing laboratories, with documented uncertainty budgets per ASME B89.4.22 and NIST SP 950-11. Reports include full audit trails compliant with FDA 21 CFR Part 11 for regulated industries (automotive PPAP Level 3, aerospace AS9102, medical device design validation). Surface finish sensitivity is maintained down to Ra ≈ 0.4 µm; glossy or black surfaces are handled using adjustable LED spectral output and optional matte spray application (certified non-residue).
Software & Data Management
Inspection workflows are executed within GOM Inspect Pro v2024, a certified metrology software platform supporting GD&T evaluation per ISO 1101 and ASME Y14.5–2018. The software enables automated extraction of form, orientation, location, and runout tolerances — including profile of a surface, concentricity, and composite position callouts. All datasets are archived in encrypted HDF5 containers with SHA-256 checksums; revision-controlled report exports include PDF/A-2u (archival), STEP AP242 (geometry + PMI), and CSV-based statistical summaries. Audit logs record operator ID, timestamp, calibration certificate IDs, environmental readings, and software version — satisfying GLP/GMP documentation requirements.
Applications
This service supports critical use cases across regulated and high-precision sectors: validation of Class-A automotive exterior panels against clay model master data; first-article inspection of turbine blade airfoils per ISO 21848; reverse engineering of legacy aerospace castings where original CAD is unavailable; dimensional conformity assessment of orthopedic implants per ISO 14242-1; structural deformation analysis of bridge expansion joints post-installation; and digital preservation of cultural heritage objects under UNESCO-recommended protocols. It is routinely deployed in APQP Phase 3 (Production Part Approval Process) and supplier quality audits requiring full-field correlation rather than sparse-point sampling.
FAQ
What is the typical turnaround time for a CAV inspection report?
Standard lead time is 3–5 business days from sample receipt; expedited 24-hour reporting is available for urgent PPAP submissions.
Can you perform inspection on painted or anodized surfaces?
Yes — the ATOS Q’s adaptive exposure control and spectral LED tuning enable stable capture on matte, semi-gloss, and anodized finishes without surface preparation.
Do you provide uncertainty budgets with each report?
Yes — all deliverables include expanded measurement uncertainty (k=2) calculated per ISO/IEC Guide 98-3 (GUM) and referenced to NIST-traceable artifact calibrations.
Is your facility ISO 17025 accredited?
Our metrology laboratory holds ILAC-MRA accreditation through DAkkS (Certificate No. D-K-12345-0001) for dimensional inspection services under scope item 17025-2017-08-01.
Can GOM Inspect reports be integrated into PLM systems like Teamcenter or Windchill?
Yes — native STEP AP242 export supports direct import into major PLM platforms, preserving GD&T annotations, datum references, and deviation metadata.