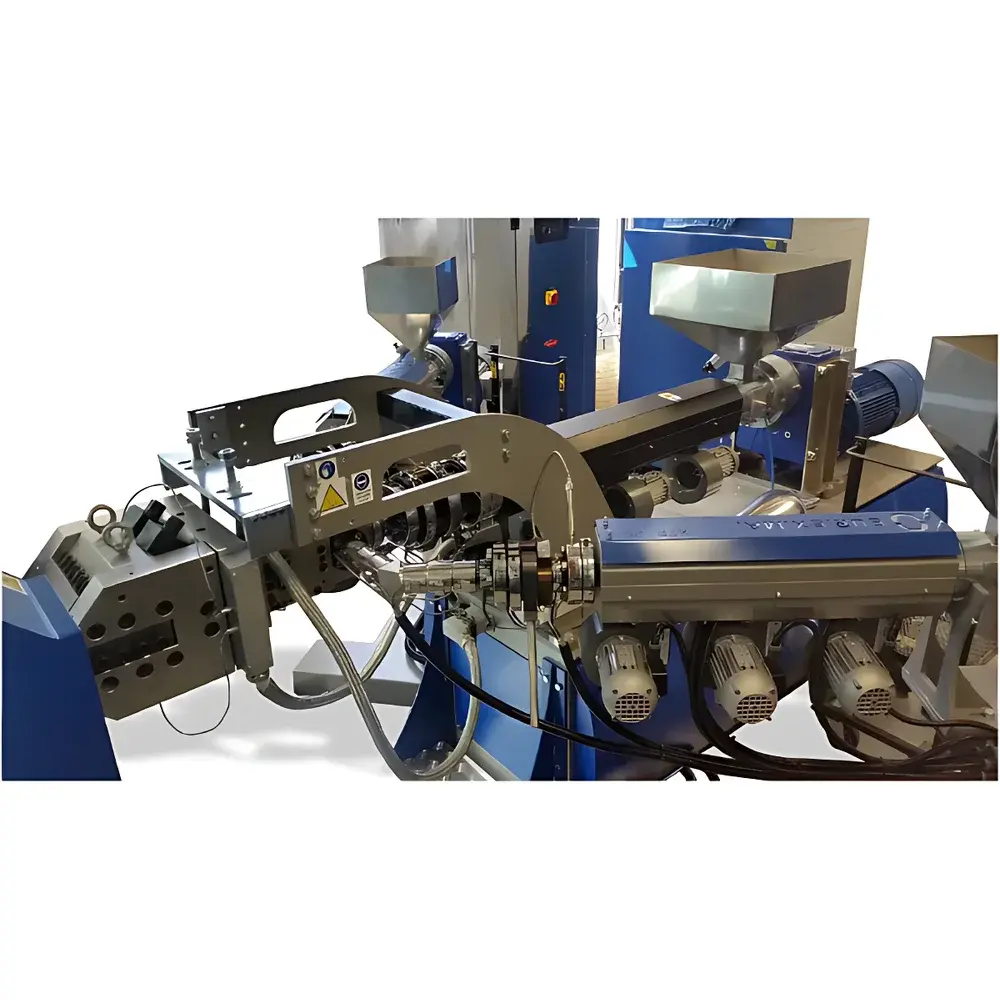
Eurotech D25-35 Multi-Layer Co-Extrusion Cast Film Line with Adjustable Die Head
| Brand | Eurotech |
|---|---|
| Origin | Italy |
| Model | D25-35 |
| Screw Diameter | 25–35 mm |
| Maximum Web Width | 500 mm |
| Film Thickness Range | 0.1–8 mm |
| Cooling Roll Configuration | Dual or Triple (Vertical, Horizontal, or Tilt-Adjustable) |
| Downstream Equipment | Winder, Slitter, Chill Roll Table, Edge Trimmer |
| Compatible Polymers | Polyolefins, PS, ABS, PET, PC, PMMA |
| Screw Exchange System | Rear-Access Quick-Change Mechanism |
| Compliance | CE-marked, ISO 9001–certified manufacturing |
Overview
The Eurotech D25-35 Multi-Layer Co-Extrusion Cast Film Line is a laboratory-scale, precision-engineered cast film production system designed for R&D, formulation validation, and small-batch pilot trials in polymer science and advanced materials development. Unlike conventional blown film lines, this system employs a cast extrusion process—where molten polymer melt is extruded through a flat die onto a highly polished, temperature-controlled chill roll—to produce dimensionally stable, optically uniform films and sheets with minimal residual stress and excellent surface finish. The integrated adjustable multi-layer die head enables precise control over layer distribution, interfacial adhesion, and thickness symmetry across up to three co-extruded polymer streams. Its modular architecture supports rapid reconfiguration between mono-layer, dual-layer, and tri-layer operation without hardware replacement—only die lip geometry and feedblock alignment require recalibration.
Key Features
- Modular single-screw extrusion unit (25 mm or 35 mm screw diameter) with variable-speed AC drive, delivering stable melt output from 0.5 to 8 kg/h depending on material viscosity and processing temperature.
- Manually adjustable, precision-machined T-die with independent lip gap control (±5 µm resolution) and heated manifold zones (±1 °C stability) to ensure uniform melt distribution and eliminate edge bead formation.
- Cooling section with dual or triple chrome-plated chill rolls (diameter: 300 mm; surface roughness Ra < 0.05 µm), each independently temperature-regulated (range: 10–120 °C) via closed-loop glycol circulation.
- Rear-access screw extraction system enabling full screw removal and replacement in under 12 minutes—critical for minimizing cross-contamination during polymer grade transitions (e.g., switching from PET to PC).
- Integrated downstream module comprising servo-controlled winder (tension range: 0.5–20 N), rotary slitter with hardened steel blades (cutting accuracy ±0.1 mm), and edge trim collection system compliant with OSHA PPE and noise emission standards (≤72 dB(A) at 1 m).
- CE-compliant electrical cabinet with PLC-based HMI (Siemens S7-1200), real-time data logging of 24+ process parameters (screw speed, melt pressure, die temperature zones, roll surface temp, line speed), and optional Profibus/Profinet interface for MES integration.
Sample Compatibility & Compliance
The D25-35 accommodates a broad spectrum of thermoplastic resins—including polyolefins (PP, HDPE, LLDPE), styrenics (GPPS, HIPS), engineering plastics (ABS, PC, PMMA), and barrier polymers (PET, EVOH)—with melt flow indices ranging from 0.5 to 50 g/10 min (ASTM D1238). All wetted components contacting polymer melt (barrel, screw, die body, feedblock) are constructed from nitrided X155CrVMo12-1 tool steel (HRC 62–64) to resist abrasion and thermal degradation. The system conforms to EU Machinery Directive 2006/42/EC, Electromagnetic Compatibility Directive 2014/30/EU, and Low Voltage Directive 2014/35/EU. Full technical documentation—including risk assessment (EN ISO 12100), EC Declaration of Conformity, and CE marking file—is supplied with commissioning. Optional IQ/OQ protocols support GLP-compliant validation per ASTM D3935 and ISO 1133-2.
Software & Data Management
The embedded WinCC-based HMI provides intuitive recipe management, real-time trend visualization, and automated alarm handling (e.g., melt pressure deviation >±5%, roll temperature drift >±2 °C). Process data—including timestamped screw torque, melt temperature gradients, and web tension profiles—is stored in CSV/OPC UA format with configurable sampling intervals (100 ms to 5 s). Audit trail functionality meets FDA 21 CFR Part 11 requirements when paired with optional electronic signature module and networked domain authentication. Historical datasets can be exported directly to MATLAB, Python (via Pandas), or LabVIEW for statistical process control (SPC) analysis, including Cp/Cpk calculation and multivariate correlation mapping between extrusion parameters and final film properties (e.g., haze, tensile modulus, seal initiation temperature).
Applications
- Development of multilayer barrier films for food and pharmaceutical packaging (e.g., PP/EVOH/PP structures with oxygen transmission rate <1 cm³/m²·day·atm at 23 °C/0% RH).
- Formulation screening of compatibilized blends (e.g., PC/ABS alloys) where interfacial morphology and delamination resistance are evaluated via cross-sectional SEM and peel strength testing (ASTM D903).
- Optimization of crystallization kinetics in polypropylene homopolymers using controlled quenching rates on the chill roll surface—correlating cooling rate (°C/s) with lamellar thickness (SAXS) and ultimate tensile elongation.
- Validation of rheological models (e.g., Cross-WLF, Giesekus) by coupling online rheometry (via optional inline pressure transducers and slit-die viscometry) with offline DMA and DSC characterization.
- Training platform for extrusion process engineering curricula, supporting hands-on instruction in residence time distribution analysis, melt fracture onset identification, and adaptive PID tuning for temperature cascade control.
FAQ
What is the minimum film width achievable with the D25-35 system?
The system supports minimum web widths of 100 mm, constrained by die lip design and edge stabilization capability—not by extruder throughput.
Can the system be upgraded to include gravimetric feeders for multi-component blending?
Yes—Eurotech offers optional twin-screw side feeders (model GF-12) with loss-in-weight control (±0.25% repeatability) compatible with masterbatch, filler, or additive introduction upstream of the main extruder.
Is vacuum calibration of the melt pressure transducers included in routine maintenance?
Vacuum zero calibration is performed at factory acceptance testing and documented in the calibration certificate; field recalibration requires certified pressure standard (e.g., Fluke 754) and is recommended annually or after die change.
Does the chill roll surface temperature control support ramp-and-soak profiles?
Yes—the temperature controller supports programmable multi-step profiles (up to 10 segments) with ramp rates from 0.1 to 5 °C/min, enabling controlled crystallinity development in semi-crystalline polymers.
Are spare parts such as die lips and feedblocks available with lead times under four weeks?
Standard die lip sets (for 300 mm and 500 mm widths) and modular feedblocks are stocked in Eurotech’s Milan warehouse; delivery to EU destinations averages 5–7 business days post-order confirmation.






